Автоматизация Теория автоматизации Системы автоматизации Механизм автоматизации Проектирование автоматизации Использование автоматизация Управление автоматизацией Автоматизация - САПР Автоматизация - практика Автоматизация - софт |

|
Математическое моделирование процессов резания
Несколько лет назад в США скончался один из крупнейших физиков нашего времени Ричард Фейнман (наиболее известны его работы в области квантовой электродинамики и теории сверхтекучести). Помимо серьезных научных трудов, его перу принадлежит книга «Вы, конечно, шутите, мистер Фейнман!» («Surely You're Joking, Mr. Feynman!»), отрывки из которой в 1986-1988г. печатались в журнале «Наука и жизнь».
Среди историй, рассказанных Фейнманом в этой книге, есть такая: «Когда я учился в Массачусетском технологическом институте, я часто любил подшучивать над людьми. Однажды в кабинете черчения какой-то шутник поднял лекало (кусок пластмассы для рисования гладких кривых - забавно выглядящая штука в завитушках) и спросил: «Имеют ли кривые на этих штуках какую-либо формулу?»
Я немного подумал и ответил: «Несомненно. Это такие специальные кривые. Дай-ка, я покажу тебе. - Я взял свое лекало и начал его медленно поворачивать. - Лекало сделано так, что, независимо от того, как ты его повернешь, касательная в нижней точке горизонтальна».
Все парни в кабинете начали крутить свои лекала под различными углами, подставляя карандаш к нижней точке и по-разному прилаживая его. Несомненно, они обнаружили, что касательная горизонтальна. Все были крайне возбуждены от этого открытия, хотя уже много прошли по математике и даже «выучили», что производная (касательная) в минимуме (нижней точке) для любой кривой равна нулю (горизонтальна). Они не совмещали эти факты. Они не знали даже того, что они «знали».
Я плохо представляю, что происходит с людьми: они не учатся путем понимания. Они учатся каким-то другим способом - путем механического запоминания или как-то иначе. Их знания так хрупки!» [28, С.145,146].
Как это ни странно, подобное положение вещей - и подобные способы изучения математики можно назвать обычными. Создается впечатление, что искусство решения прикладных задач математического характера сводится просто к подбору формул и подстановке в них некоторых численных значений. При этом упускается один важный момент, без которого такое «приложение» математики превращается просто в демонстрацию известных вычислительных приемов.
Этот упущенный момент состоит в способах, алгоритмах перевода нашего, так называемого «реального», мира на язык математики, что позволяет нам получить более точное представление о его наиболее существенных свойствах и, возможно, в некотором смысле предсказать будущие события. Это обстоятельство как раз и отражает термин «математическое моделирование».
Настоящее пособие представляет собой конспект лекций по наиболее сложным разделам курса «Математическое моделирование процессов резания, режущего инструмента и АСНИ», который читается студентам, обучающимся по специальности 1202 «Металлорежущие станки и инструменты» и по направлению 552908 «Металлорежущие инструменты», на пятом курсе технического университета. Целью преподавания дисциплины является ознакомление студентов с наиболее широко использующимися разделами математического моделирования, современными методами научных исследований и их применением в решении типовых задач в области исследования процессов резания, проектирования, изготовления и эксплуатации режущего инструмента.
Изучение специального курса «Математическое моделирование процессов резания, режущего инструмента и АСНИ» базируется на знании высшей математики, вычислительной техники, теории вероятностей, физики, сопротивления материалов, измерительной техники и приборов, а также на сведениях о технологическом процессе, процессе резания и режущем инструменте. Разнообразие рассматриваемых методов математического моделирования делает необходимым использование при построении курса некоторых элементарных понятий системотехники, кибернетики, теории управления, математического программирования и математической статистики.
Абстрактная модель системы произвольной природы
Для большинства случаев абстрактная модель системы произвольной природы может быть представлена с помощью схемы, изображенной на рисунке 2.1, которая является, по сути, иллюстрацией к введенным нами понятиям.
Система не существует сама по себе, а выделяется из окружающей среды по какому-либо системообразующему признаку, в качестве которого чаще всего выступает цель системы. Взаимодействие системы с внешней средой осуществляется через вход и выход системы (множество входных и выходных параметров).
Определение 2.2
Под входными параметрами системы понимается комплекс параметров внешней среды (в том числе выходные параметры систем, внешних по отношению к рассматриваемой, например, систем управления), оказывающих значительное влияние на состояние и значение выходных параметров рассматриваемой системы и поддающихся учету и анализу средствами, имеющимися в распоряжении исследователя.
Определение 2.3
Выходные параметры - это комплекс параметров системы, оказывающих непосредственное влияние на состояние внешней среды и значимых с точки зрения цели исследования.
 Рис 2.1. Абстрактная модель системы произвольной природы |
1. О некоторых, возможно, непосредственно влияющих на поведение системы параметрах внешней среды (то есть параметрах, которые следовало бы отнести к категории «входных») исследователь часто не знает, и, следовательно, не может их учитывать.
2. Некоторые параметры внешней среды не могут быть измерены в силу технической неприспособленности информационных средств.
3. Численные значения учитываемых параметров оцениваются с ошибками измерений, определяемыми с одной стороны - внутренними шумами измерительных устройств, а с другой - внешними помехами.
Воздействие на систему подобных неучтенных факторов компенсируется введением в модель дополнительных связей - внешних возмущающих воздействий или «шумов».
Система может находиться в различных состояниях. Состояние любой системы в определенный момент времени можно с определенной точностью охарактеризовать совокупностью значений параметров состояния
 .
.Таким образом, система характеризуется тремя группами переменных:
1. Входные переменные, которые генерируются системами, внешними относительно исследуемой
 ;
;2. Выходные переменные, определяющие воздействие исследуемой системы на окружающую среду
 ;
;3. Параметры состояния, характеризующие динамическое поведение исследуемой системы
 .
.При исследовании большинства систем все три группы введенных величин предполагаются функциями времени.
Алгоритм имитационного моделирования
Построенные нами зависимости полностью описывают положения и перемещения торцового производящего контура и зубчатого колеса в процессе обработки по методу центроидного огибания. Алгоритм имитационного моделирования процесса обработки может быть сформулирован в следующих предложениях.
1. Задать исходные данные (параметры нормального исходного контура, величину углового шага вращения колеса
 , начальный угол поворота колеса
, начальный угол поворота колеса  , число шагов
, число шагов  , номер первого рассматриваемого профиля исходного контура
, номер первого рассматриваемого профиля исходного контура  и число рассматриваемых профилей
и число рассматриваемых профилей  , точность
, точность  ).
).2. По формулам (8.1)-(8.6), с учетом заданной точности
, рассчитать правый и левый полупрофили производящего торцового контура.3. Открыть цикл по числу «резов» (положений производящей рейки), задав изменение параметра цикла
 от 0 до
от 0 до  . Очередному -му «резу» соответствует угол поворота колеса, равный
. Очередному -му «резу» соответствует угол поворота колеса, равный 
4. Открыть цикл по числу профилей производящей рейки, задав изменение параметра цикла
 от до .
от до .5. Для текущего профиля производящей рейки по формулам (8.8)-(8.10) рассчитать положение начала и угол поворота системы координат
 .
.6. Открыть цикл по числу точек профиля торцового производящего контура. Число точек профиля рассчитывается на шаге 2.
7. Для каждой из точек профиля по формулам (8.11) определить ее координаты в системе
 .
.8. Закрыть цикл по числу точек профиля торцового производящего контура.
Провести необходимые оценочные вычисления (толщина и площадь срезаемого слоя, нагрузки на инструмент и т.д.).
9. Закрыть цикл по числу профилей производящей рейки. Провести необходимые оценочные вычисления (общая площадь слоев, срезаемых зубьями рейки и т.д.).
10. Закрыть цикл по числу «резов» (положений производящей рейки). Провести необходимые оценочные вычисления.
11. Завершить работу алгоритма.
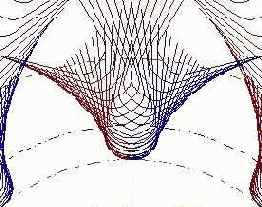 Рис 8.3. Картина обкатки впадины зуба колеса производящим контуром |
Численные методы оптимизации
Помимо аналитических методов оптимизации, в практике широко применяются численные методы оптимизации, причем при численной оптимизации дифференцируемых функций во многих случаях также используется понятие градиента.
Рассмотрим некоторые из методов численной оптимизации. Для простоты изложения будем полагать, что модель оптимизации, представленная в форме (4.2), не содержит ограничений. Тогда мы можем говорить, что непрерывная дифференцируемая функция задана во всех точках пространства
 . Для произвольной точки
. Для произвольной точки  , в которой
, в которой  , вектор градиента
, вектор градиента  задает направление наискорейшего роста функции
задает направление наискорейшего роста функции  , а обратное ему направление -, называемое антиградиентом, - направление наискорейшего убывания этой функции. Это значит, что движение (на очень малый шаг) в направлении градиента функции обеспечивает наибольший рост, а в направлении антиградиента - наибольшее уменьшение этой функции. Из сказанного вытекает общая идея градиентного спуска (подъема): отправляясь из заданной точки
, а обратное ему направление -, называемое антиградиентом, - направление наискорейшего убывания этой функции. Это значит, что движение (на очень малый шаг) в направлении градиента функции обеспечивает наибольший рост, а в направлении антиградиента - наибольшее уменьшение этой функции. Из сказанного вытекает общая идея градиентного спуска (подъема): отправляясь из заданной точки  , строим последовательность точек
, строим последовательность точек  , так, что перемещение от каждой точки
, так, что перемещение от каждой точки  к точке
к точке  , производится в направлении антиградиента (градиента) в точке [1, С.272; 5, С.225; 15, С.42].
, производится в направлении антиградиента (градиента) в точке [1, С.272; 5, С.225; 15, С.42].Определение 4.2
Метод градиентного спуска - это метод численной оптимизации гладких функций многих переменных, при котором приближение к экстремуму производится так, что
 , (4.5)
, (4.5)где
 - вектор единичной длины, имеющий то же направление, что и
- вектор единичной длины, имеющий то же направление, что и  .
.Существуют различные модификации метода градиентного спуска в зависимости от того, каким образом выбирается величина множителя
 , которая должна уменьшаться по мере приближения к точке экстремума. Наиболее простым способом обеспечения требуемого уменьшения шага является выбор длины шага
, которая должна уменьшаться по мере приближения к точке экстремума. Наиболее простым способом обеспечения требуемого уменьшения шага является выбор длины шага  , пропорциональной длине вектора градиента в точке .
, пропорциональной длине вектора градиента в точке .Определение 4.3
Пропорционально-градиентный метод - один из видов метода градиентного спуска, при котором длина шага на (i+1)-м приближении определяется из условия
 ,
,  ,
,  . (4.6)
. (4.6)При использовании полношагового градиентного метода (метода наискорейшего спуска) каждый шаг градиентного спуска делается на максимально возможную длину, обеспечивающую требуемое направление изменения значения функции.
Таким образом, на полупрямой, исходящей из очередной точки
в направлении антиградиента (при спуске) ищется точка абсолютного минимума, которая и выбирается в качестве очередной точки [1, С.272; 5, С.227; 15, С.45].Определение 4.4
Метод наискорейшего спуска - один из градиентных методов оптимизации, при котором положение точки
в (i+1)-м приближении определяется из условия , где
, где  . (4.7)
. (4.7)На рисунке 4.1. изображена геометрическая иллюстрация этого метода для случая минимизации функции двух переменных. Из начальной точки
перпендикулярно линии уровня  в направлении - спуск продолжают до тех пор, пока не будет достигнуто минимальное вдоль луча значение функции . В найденной точке
в направлении - спуск продолжают до тех пор, пока не будет достигнуто минимальное вдоль луча значение функции . В найденной точке  этот луч касается линии уровня
этот луч касается линии уровня  . Затем из точки проводят спуск в направлении, перпендикулярном линии уровня, до достижения
. Затем из точки проводят спуск в направлении, перпендикулярном линии уровня, до достижения  и т.д. Следует отметить, что чрезвычайно большое значение при использовании численных методов имеет выбор начальной точки . Так, для случая, приведенного на рисунке, выбор в качестве начальной точки
и т.д. Следует отметить, что чрезвычайно большое значение при использовании численных методов имеет выбор начальной точки . Так, для случая, приведенного на рисунке, выбор в качестве начальной точки  приведет к тому, что каждая итерация будет приближать решение к седловой точке
приведет к тому, что каждая итерация будет приближать решение к седловой точке  , а не к точке минимума
, а не к точке минимума  .
.
Рис 4.1. Геометрическая интерпретация метода наискорейшего спуска при минимизации функции двух переменных
В качестве критерия окончания итераций при использовании численных методов оптимизации, как правило, используют следующие условия
 , (4.8)
, (4.8) , (4.9)
, (4.9) , (4.10)
, (4.10)где
 ,
, ,
, - заданные положительные числа. Нередко используются различные сочетания критериев (4.8)-(4.10) или критерии, основанные на понятии относительной погрешности [1, С.270]. Надежные и универсальные критерии окончания счета, которые были бы применимы к широкому классу задач и гарантировали бы достижение требуемой точности, в настоящее время неизвестны.
- заданные положительные числа. Нередко используются различные сочетания критериев (4.8)-(4.10) или критерии, основанные на понятии относительной погрешности [1, С.270]. Надежные и универсальные критерии окончания счета, которые были бы применимы к широкому классу задач и гарантировали бы достижение требуемой точности, в настоящее время неизвестны.Помимо рассмотренных нами методов численной оптимизации широко применяются методы сопряженных градиентов [1, С.284; 5, С.228; 15, С.73], покоординатного спуска [1, С.268; 5, С.239; 15, С.53], метод Ньютона [1, С.279; 15, С.55], методы выпуклой оптимизации [5, С.231] и т.д.
 Рис 4.2. Графики функций двух переменных, для максимизации которых градиентные методы неприменимы |
Рассмотренные нами методы численной оптимизации применяются обычно для решения задач без ограничений. В то же время математическая модель оптимизации в форме (4.2) в общем виде содержит ограничения - равенства и неравенства. Задачи вида (4.2) удается сводить к случаю безусловной оптимизации за счет изменения целевой функции. Такой подход реализуется в методах штрафных функций и барьеров [5, С.229; 31, С.196-206].
При использовании метода штрафных функций в задаче максимизации целевая функция
 заменяется семейством функцией вида
заменяется семейством функцией вида  , =1,2,... , (4.11)
, =1,2,... , (4.11)где
 - штрафная функция, которая внутри допустимой области принимает нулевое значение, а вне ее - отрицательна, а
- штрафная функция, которая внутри допустимой области принимает нулевое значение, а вне ее - отрицательна, а  - -й элемент последовательности положительных чисел, сходящейся к нулю.
- -й элемент последовательности положительных чисел, сходящейся к нулю.В методе барьеров при решении задачи максимизации в форме (4.2) целевая функция
заменяется семейством функций , =1,2,... (4.12)
, =1,2,... (4.12)где
 - барьерная функция, которая характеризуется свойством стремиться к -
- барьерная функция, которая характеризуется свойством стремиться к - при приближении к границам допустимой области изнутри, а определяется аналогично (4.11).
при приближении к границам допустимой области изнутри, а определяется аналогично (4.11).При решении любым из численных методов задачи безусловной оптимизации (4.11) или (4.12) при
=1,2,..., может быть получена последовательность экстремальных точек  , сходящаяся к экстремальной точке исходной задачи (4.2).Переход от задачи максимизации к задаче минимизации при использовании метода штрафных функций и метода барьеров осуществляется изменением знака штрафной или барьерной функции.
, сходящаяся к экстремальной точке исходной задачи (4.2).Переход от задачи максимизации к задаче минимизации при использовании метода штрафных функций и метода барьеров осуществляется изменением знака штрафной или барьерной функции.Физическое и математическое моделирование
Так как понятие «моделирование» является достаточно общим и универсальным, к числу способов моделирования относятся столь различные подходы как, например, метод мембранной аналогии (физическое моделирование) и методы линейного программирования (оптимизационное математическое моделирование). Для того чтобы упорядочить употребление термина «моделирование» вводят классификацию различных способов моделирования. В наиболее общей форме выделяются две группы различных подходов к моделированию, определяемых понятиями «физическое моделирование» и «идеальное моделирование».
Определение 3.1
Физическое моделирование осуществляется путем воспроизведения исследуемого процесса на модели, имеющей в общем случае отличную от оригинала природу, но одинаковое математическое описание процесса функционирования.
Совокупность подходов к исследованию сложных систем, определяемая термином «математическое моделирование», является одной из разновидностей идеального моделирования. Математическое моделирование основано на использовании для исследования системы совокупности математических соотношений (формул, уравнений, операторов и т.д.), определяющих структуру исследуемой системы и ее поведение [21, С.25]. Мы будем использовать следующие определения понятий «математическая модель» и «математическое моделирование» [23, С.5]
Определение 3.2
Математическая модель - это совокупность математических объектов (чисел, символов, множеств и т.д.), отражающих важнейшие для исследователя свойства технического объекта, процесса или системы.
Определение 3.3
Математическое моделирование - это процесс создания математической модели и оперирования ею с целью получения новой информации об объекте исследования
При знакомстве с математическими моделями процессов резания и режущего инструмента, мы будем рассматривать три класса моделей:
1. математические модели оптимизации;
2. имитационные модели;
3. математические модели идентификации.
Графический метод параметрической идентификации математических моделей
Графический метод определения коэффициентов основан на том факте, что при логарифмировании левой и правой части степенной зависимости
 , она линеаризуется (превращается в линейную) [35, С.67-69]
, она линеаризуется (превращается в линейную) [35, С.67-69] . (10.6)
. (10.6)Следствием этого является то, что степенная зависимость в логарифмических координатах изображается прямой линией.
Как мы говорили ранее, зависимость силы резания от режимов обработки при точении выражается формулой (6.14)
 , (Н).
, (Н). При фиксированных значениях подачи
и глубины резания  и заданных условиях обработки приведенная формула будет выглядеть следующим образом
и заданных условиях обработки приведенная формула будет выглядеть следующим образом . (10.7)
. (10.7)Так, при обработке заготовки из материала с
 =750 МПа резцом с
=750 МПа резцом с  >0 будет иметь место зависимость
>0 будет иметь место зависимость  . При =5 мм и =0.3 мм/об,
. При =5 мм и =0.3 мм/об,  =5959. Графики, приведенные на рисунке 10.2 иллюстрирует зависимость
=5959. Графики, приведенные на рисунке 10.2 иллюстрирует зависимость  , представленную в обычных и логарифмических координатах.
, представленную в обычных и логарифмических координатах.Рассмотрим алгоритм графического определения параметров математических моделей процесса резания. Пусть нам требуется определить значения параметров математической модели
 при условии, что структура модели (10.7) известна. Тогда применение графического метода параметрической идентификации сводится к следующей последовательности процедур.
при условии, что структура модели (10.7) известна. Тогда применение графического метода параметрической идентификации сводится к следующей последовательности процедур. Рис 10.2. График зависимости в линейных и логарифмических координатах |
2. Вычисляем логарифмы значений варьируемого фактора и отклика. Рассчитанные значения также заносим в таблицу 10.1.
3. Рассчитанные пары значений
 и
и  наносим в виде точек на график (рис. 10.3).
наносим в виде точек на график (рис. 10.3).Таблица 10.1
Пример исходных данных для построения
математической модели силы резания
| Номер опыта |
Значения варьируемого параметра |
Значения отклика |
Логарифм варьируемого параметра |
Логарифм отклика |
| V, м/мин |
Pz, Н |
ln(V) |
ln(Pz) |
|
| 1 |
10 |
4 313 |
2.30 |
8.37 |
| 2 |
15 |
4 061 |
2.71 |
8.31 |
| 3 |
20 |
3 835 |
3.00 |
8.25 |
| 4 |
25 |
3 932 |
3.22 |
8.28 |
| 5 |
30 |
3 624 |
3.40 |
8.20 |
| 6 |
35 |
3 520 |
3.56 |
8.17 |
| 7 |
40 |
3 619 |
3.69 |
8.19 |
4. Проводим на графике прямую, которая, по нашему мнению, «наилучшим образом» описывает нанесенные на график точки. Проведенная прямая представляет собой график «линеаризованной» зависимости (10.7), то есть зависимости
 . (10.8)
. (10.8)Тогда отрезок, который вычерченная нами прямая отсечет на оси ординат, будет равен
 , а тангенс наклона прямой к оси абсцисс определит значение показателя степени в модели (10.7)
, а тангенс наклона прямой к оси абсцисс определит значение показателя степени в модели (10.7)  . При расчете тангенса угла необходимо учитывать масштаб, в котором откладывались значения координат точек по осям и . Угол между осью абсцисс и проведенной прямой для нашего случая близок к -8 градусам, а его тангенс близок к -0.14.
. При расчете тангенса угла необходимо учитывать масштаб, в котором откладывались значения координат точек по осям и . Угол между осью абсцисс и проведенной прямой для нашего случая близок к -8 градусам, а его тангенс близок к -0.14.
Рис 10.3. Графическое определение параметров мультипликативной модели
5. Определяем значение коэффициента
. Для нашего случая близок к 8.7. Тогда  =6003.
=6003.Таким образом, зависимость
 выразится формулой
выразится формулой  , где =6003,
, где =6003,  =-0.14. На рисунке 10.4 приведен график полученной зависимости. Кроме того, на графике точками обозначены результаты проведенных экспериментов. Как видим, вычисленные параметры модели несколько отличаются от справочных значений, приведенных ранее (см. рисунок 10.2). Причиной таких отличий являются следующие факторы.
=-0.14. На рисунке 10.4 приведен график полученной зависимости. Кроме того, на графике точками обозначены результаты проведенных экспериментов. Как видим, вычисленные параметры модели несколько отличаются от справочных значений, приведенных ранее (см. рисунок 10.2). Причиной таких отличий являются следующие факторы.
Рис 10.4. График зависимости
в линейных координатах1. Результаты измерений, полученные в ходе экспериментов, всегда содержат некоторую (как правило, неизвестную) ошибку, определяемую погрешностью аппаратуры, которая используется для измерений. Эта ошибка опосредованно влияет на результаты математической обработки результатов экспериментов.
2. На точность получаемых результатов влияет количество проведенных экспериментов. Существует специальная область математики - математическая теория планирования экспериментов, в которой разрабатываются методы планирования экспериментальных исследований и методы оценки точности получаемых математических моделей.
3. Точность математической модели, значения параметров которой определялись графическим методом, во многом обусловлена точностью проведенных графических построений.
4. При использовании графического метода выбор прямой, которая «наилучшим образом» описывает результаты экспериментов, является субъективным и неоднозначным. Аналитический метод параметрической идентификации математических моделей позволяет избавиться от субъективности в выборе «наилучшей» эмпирической зависимости.
Имитационная модель процесса обработки зубьев методами центроидного огибания
Значительная часть технологических операций изготовления зубчатых колес основана на использовании инструментов, которые работают по методу центроидного огибания (прямозубых зуборезных гребенок, червячных зуборезных фрез, долбяков, шеверов). При использовании метода огибания профиль инструмента не совпадает с профилем обрабатываемой впадины зуба нарезаемого колеса [24, С.645].
Определение 8.2
Метод центроидного огибания - метод обработки зубчатых колес, при котором центроиды инструмента и нарезаемого колеса катятся друг по другу без скольжения. Профиль нарезаемых зубьев получается в процессе зубонарезания как огибающая различных последовательных положений режущих кромок инструмента.
Имитационные модели процессов зубообработки методами огибания позволяют строить и анализировать «картины обкатки», которые являются наглядной иллюстрацией процесса зубообработки. Рассмотрим имитационную математическую модель процесса обработки зубьев колес, которая служит инструментом построения картин обкатки.
 Рис 8.1. Схема к расчету полупрофиля нормального производящего контура |
Этапы построения математической модели
Построение математической модели реальной системы, процесса или явления предполагает решение двух классов задач, связанных с построением «внешнего» и «внутреннего» описания системы. Два этапа построения математической модели реальной системы сводятся к построению описаний системы в форме, согласующейся с определениями 1.4 и 1.5. Этап, связанный с построением внешнего описания системы (определение 1.4, формула 1.3), называется макроподходом. Этап, связанный с построением внутреннего описания системы (определение 1.5, формула 1.4), называется микроподходом.
Определение 3.4
Макроподход - способ, посредством которого производится внешнее описание системы, то есть описание системы, определяемое формулой 1.3 (Лекция 1, Определение 1.4).
На этапе построения внешнего описания делается упор на совместное поведение всех элементов системы, точно указывается, как система откликается на каждое из возможных внешних (входных) воздействий
 [16, С.11]. Система рассматривается как «черный ящик», внутреннее строение которого неизвестно. В процессе построения внешнего описания исследователь имеет возможность, воздействуя различным образом на вход системы, анализировать ее реакцию на соответствующие входные воздействия. При этом степень разнообразия входных воздействий принципиальным образом связана с разнообразием состояний выходов системы. Если на каждую новую комбинацию входных воздействий система реагирует непредсказуемым образом, испытание необходимо продолжать. Если на основании полученной информации может быть построена система, в точности повторяющая поведение исследуемой, задачу макроподхода можно считать решенной [21, С.20,21].
[16, С.11]. Система рассматривается как «черный ящик», внутреннее строение которого неизвестно. В процессе построения внешнего описания исследователь имеет возможность, воздействуя различным образом на вход системы, анализировать ее реакцию на соответствующие входные воздействия. При этом степень разнообразия входных воздействий принципиальным образом связана с разнообразием состояний выходов системы. Если на каждую новую комбинацию входных воздействий система реагирует непредсказуемым образом, испытание необходимо продолжать. Если на основании полученной информации может быть построена система, в точности повторяющая поведение исследуемой, задачу макроподхода можно считать решенной [21, С.20,21].Итак, метод «черного ящика» состоит в том, чтобы выявить, насколько это возможно, структуру системы и принципы ее функционирования, наблюдая только входы и выходы. Подобный способ описания системы некоторым образом аналогичен табличному заданию функции.
При микроподходе структура системы предполагается известной, то есть предполагается известным внутренний механизм преобразования входных сигналов в выходные [16, С.11].
Исследование сводится к рассмотрению отдельных элементов системы. Выбор этих элементов неоднозначен и определяется задачами исследования и характером исследуемой системы. При использовании микроподхода изучается структура каждого из выделенных элементов, их функции, совокупность и диапазон возможных изменений параметров.
Определение 3.5
Микроподход - способ, посредством которого производится внутреннее описание системы, то есть описание системы в функциональной форме, определяемой формулой 1.4 (Лекция 1, Определение 1.5).
Результатом этого этапа исследования должен явиться вывод зависимостей, определяющих связь между множествами входных параметров, параметров состояния и выходных параметров системы. Переход от внешнего описания системы к ее внутреннему описанию называют задачей реализации.
Определение 3.6
Задача реализации заключается в переходе от внешнего описания системы в форме 1.3 к ее внутреннему описанию в форме 1.4.
Задача реализации представляет собой одну из важнейших задач в исследовании систем и, по существу, отражает абстрактную формулировку научного подхода к построению математической модели. В такой постановке задача моделирования заключается в построении множества состояний и вход-выходного отображения исследуемой системы на основе экспериментальных данных. В настоящее время задача реализации решена в общем виде для систем, у которых отображение вход-выход линейно. Для нелинейных систем общего решения задачи реализации пока не найдено [16, С.11,14].
Классическая постановка задачи оптимизации
Значительная часть задач, с методами решения которых мы будем знакомиться при изучении курса, связана с построением и использованием математических моделей оптимизации. Как научное направление, теория оптимизации возникла лишь в эпоху ЭВМ, так как реализация алгоритмов отыскания экстремумов чрезвычайно трудоемка, но основные методы и подходы, использующиеся в теории оптимизации, были разработаны крупнейшими математиками прошлого - Ньютоном, Эйлером, Лагранжем.
Обычная постановка задачи оптимизации (которую мы будем называть классической) состоит в следующем. В некотором
 -мерном пространстве тем или иным способом выделяется некоторое непустое множество точек этого пространства
-мерном пространстве тем или иным способом выделяется некоторое непустое множество точек этого пространства  , называемое допустимым множеством. Далее фиксируется некоторая вещественная функция , заданная во всех точках допустимого множества. Задача оптимизации состоит в том, чтобы найти точку
, называемое допустимым множеством. Далее фиксируется некоторая вещественная функция , заданная во всех точках допустимого множества. Задача оптимизации состоит в том, чтобы найти точку  во множестве , для которой функция (целевая функция) принимает экстремальное - минимальное или максимальное значение [5, С.216]. Под точкой пространства понимается -мерный вектор и, соответственно,
во множестве , для которой функция (целевая функция) принимает экстремальное - минимальное или максимальное значение [5, С.216]. Под точкой пространства понимается -мерный вектор и, соответственно,  является функцией -мерного векторного аргумента. Особо следует отметить, что при представлении о системе в форме (1.3) (1.4) понятие допустимого множества совпадает с понятием области допустимых траекторий или области существования системы.
является функцией -мерного векторного аргумента. Особо следует отметить, что при представлении о системе в форме (1.3) (1.4) понятие допустимого множества совпадает с понятием области допустимых траекторий или области существования системы.Задачу оптимизации мы будем записывать следующим образом
 или
или  . (4.1)
. (4.1)При перемене знака целевой функции все точки ее максимума превращаются, очевидно, в точки минимума и наоборот. Поэтому в теории достаточно рассматривать лишь какой-нибудь один из видов оптимума (максимум или минимум). В современной теории оптимизации чаще всего останавливаются на нахождении минимума. Все результаты этой задачи очевидным образом переходят на задачу максимизации.
Заметим, что термин «оптимизация функции» не вполне точно отражает существо процесса оптимизации в форме (4.1). В таком процессе сама функция остается неизменной. Речь идет об оптимизации ее значения (путем выбора соответствующей точки в допустимом
-мерном допустимом множестве значений ее аргумента ). Помимо такой задачи (задачи оптимизации функций) возможна постановка оптимизационной задачи, при которой в качестве допустимого множества выступает некоторое множество вещественных функций  , а целевая функция есть некоторый функционал
, а целевая функция есть некоторый функционал  , сопоставляющей каждой функции некоторое вещественное число
, сопоставляющей каждой функции некоторое вещественное число  . Такую задачу мы будем называть задачей оптимизации функционалов или вариационной задачей [5, С.218].
. Такую задачу мы будем называть задачей оптимизации функционалов или вариационной задачей [5, С.218].Математическая модель оптимизации периода стойкости инструмента
Одним из примеров применения моделей оптимизации может служить задача оптимизации периода стойкости металлорежущего инструмента. В данном случае целевой функцией является суммарный период стойкости инструмента
 , являющийся функцией геометрических параметров инструмента, элементов режима резания и периода стойкости между переточками. Задача заключается в определении величин технологических параметров (например, периода стойкости между переточками
, являющийся функцией геометрических параметров инструмента, элементов режима резания и периода стойкости между переточками. Задача заключается в определении величин технологических параметров (например, периода стойкости между переточками  ), доставляющих максимум целевой функции при наложении на величины входных параметров ограничений, определяемых их физической природой. Постановка и традиционный метод решения задачи оптимизации суммарного периода стойкости приведены в литературе [2, С.179-182; 26, С.101-105; 35, С.98-107]. На рисунке 5.1 приведена схема износа режущего инструмента и типовая кривая износа при износе инструмента по передней и задней поверхности.
), доставляющих максимум целевой функции при наложении на величины входных параметров ограничений, определяемых их физической природой. Постановка и традиционный метод решения задачи оптимизации суммарного периода стойкости приведены в литературе [2, С.179-182; 26, С.101-105; 35, С.98-107]. На рисунке 5.1 приведена схема износа режущего инструмента и типовая кривая износа при износе инструмента по передней и задней поверхности.

а б
Рис 5.1. Схема износа металлорежущего инструмента вдоль лезвий и общий вид кривой износа
Задача оптимизации суммарного периода стойкости заключается в определении оптимального износа по задней поверхности
 и соответствующего ему периода стойкости
и соответствующего ему периода стойкости  . Введем понятие оптимального износа.
. Введем понятие оптимального износа.Определение 5.5
Оптимальный износ - величина линейного износа задней поверхности металлорежущего инструмента, при использовании которой в качестве критерия износа суммарный период стойкости инструмента достигает максимальной величины.
 Рис 5.2. Кривая износа режущего инструмента  и график зависимости и график зависимости  |
 , (5.1)
, (5.1)где
 - число переточек,
- число переточек,  - период стойкости (время резания инструментом между переточками).
- период стойкости (время резания инструментом между переточками).В большинстве случаях вместо формулы (5.1) может быть использована приближенная формула (5.2), несколько упрощающая дальнейшие вычисления
 (5.2)
(5.2)Число переточек
, в свою очередь, также является функцией геометрических параметров инструмента и величины износа по задней поверхности  , которая используется в качестве критерия износа. На рисунке 5.3 изображена режущая часть резца или другого инструмента с линейным износом . Чтобы инструмент стал вновь работоспособным, с задней поверхности при переточке должен быть сошлифован слой твердого сплава толщиной
, которая используется в качестве критерия износа. На рисунке 5.3 изображена режущая часть резца или другого инструмента с линейным износом . Чтобы инструмент стал вновь работоспособным, с задней поверхности при переточке должен быть сошлифован слой твердого сплава толщиной  . Толщина слоя
. Толщина слоя . (5.3)
. (5.3)Введем обозначения
 , тогда
, тогда  .
.
 Рис 5.3. Схема к построению математической модели оптимизации |
 включает допуск на заточку и слой твердого сплава, сошлифовываемый для удаления дефектов, образовывающихся под изношенной частью задней поверхности. Размер , измеряемый по передней поверхности, называется допустимой величиной стачивания. Его величина обуславливается конструкцией инструмента. Тогда размер
включает допуск на заточку и слой твердого сплава, сошлифовываемый для удаления дефектов, образовывающихся под изношенной частью задней поверхности. Размер , измеряемый по передней поверхности, называется допустимой величиной стачивания. Его величина обуславливается конструкцией инструмента. Тогда размер  слоя инструментального материала, перпендикулярный задней поверхности и соответствующий допустимой величине стачивания, равен
слоя инструментального материала, перпендикулярный задней поверхности и соответствующий допустимой величине стачивания, равен  . В этом случае суммарный период стойкости в форме (5.2) выразится формулой
. В этом случае суммарный период стойкости в форме (5.2) выразится формулой , или (5.4)
, или (5.4) . (5.5)
. (5.5)Тогда математическая модель оптимизации в виде (4.2) будет выглядеть следующим образом:
 или
или  , (5.6)
, (5.6)где
 и
и  выражаются формулами (5.4) и (5.5) соответственно.
выражаются формулами (5.4) и (5.5) соответственно.Для решения данной математической модели может быть использован любой из рассмотренных нами методов оптимизации. Так, например, при решении с использованием необходимых и достаточных условий экстремума и зависимости (5.5), требуется определить корни уравнения
 . (5.7)
. (5.7)Так как период стойкости является функцией износа,
 , производная будет равна
, производная будет равна . (5.8)
. (5.8)Для дальнейшего аналитического решения необходимо знать вид и коэффициенты зависимости
. Зависимость, представленная кривой износа, изображенной на рисунках 5.1 и 5.2, может быть описана полиномом третьей степени вида , (5.9)
, (5.9)При использовании в качестве эмпирической зависимости полинома в форме (5.9) решение задачи оптимизации приводит к поиску корней уравнения
 , (5.10)
, (5.10)В случае если
>0, уравнение (5.10) имеет единственное решение в вещественной области. В случае если принимается равным нулю, уравнение имеет два вещественных корня, один из которых равен нулю и, следовательно, находится вне области допустимых решений. Графики на рисунке 5.4 иллюстрируют нахождение корней уравнения (5.10).Очевидно, значения
 , найденные аналитически, должны быть приведены к ближайшей величине , кратной машинному времени и обеспечивающей большее значение . Как правило, значения
, найденные аналитически, должны быть приведены к ближайшей величине , кратной машинному времени и обеспечивающей большее значение . Как правило, значения  и определяют точку на кривой износа, которая лежит на входе в участок катастрофического износа инструмента.
и определяют точку на кривой износа, которая лежит на входе в участок катастрофического износа инструмента.В случае если в распоряжении исследователя нет данных, необходимых для построения зависимости
 , может быть использован график зависимости , то есть кривая износа (см. рисунки 5.1 и 5.2).
, может быть использован график зависимости , то есть кривая износа (см. рисунки 5.1 и 5.2).
 Рис 5.4. Схема к определению корней уравнения |
Решение уравнения (5.7) приводит нас к уравнению
 , которое может быть преобразовано к виду
, которое может быть преобразовано к виду или
или  . (5.11)
. (5.11)
 Рис 5.5. Схема к определению оптимального периода стойкости инструмента по методу Н.Н.Зорева |
равен  . На рисунке 5.5 представлена схема, иллюстрирующая поиск значений и с использованием кривой износа. Очевидно, для того, чтобы с помощью графика зависимости определить точку
. На рисунке 5.5 представлена схема, иллюстрирующая поиск значений и с использованием кривой износа. Очевидно, для того, чтобы с помощью графика зависимости определить точку  , мы должны провести касательную к кривой износа из точки, лежащей ниже начала координат на величину
, мы должны провести касательную к кривой износа из точки, лежащей ниже начала координат на величину  .
.Методы решения задач оптимизации
В случае, когда функция
и функции  , задающие ограничения, являются дифференцируемыми (гладкими) для решения задач оптимизации может быть использовано понятие градиента. Поле градиента обычно определяется как векторное поле, которое характеризует скалярное поле в направлении его наискорейшего возрастания.
, задающие ограничения, являются дифференцируемыми (гладкими) для решения задач оптимизации может быть использовано понятие градиента. Поле градиента обычно определяется как векторное поле, которое характеризует скалярное поле в направлении его наискорейшего возрастания.Определение 4.1
Для любой дифференцируемой функции
ее градиентом в точке  называется вектор
называется вектор . (4.4)
. (4.4)Возможности использования аналитических градиентных методов для решения задач оптимизации подробно рассматривались при изучении курса «Высшая математика» (см. также [5, С.216-220; 15, С.12-40; 18, С.265-276]). Отметим некоторые особенности, связанные с применением аналитических методов оптимизации:
1. Аналитические методы применимы лишь для оптимизации дифференцируемых (гладких) функций, то есть функций, имеющих частные производные по крайней мере до второго порядка включительно.
2. Необходимые условия экстремума первого порядка [15, С.23] позволяют выделить лишь стационарные точки функции. Для определения точек экстремума требуется использование необходимых и достаточных условий второго порядка [15, С.24], что значительно увеличивает вычислительную сложность задачи.
3. Аналитические методы, основанные на непосредственном использовании необходимых и достаточных условий экстремума, позволяют выделить лишь точки экстремума, лежащие внутри допустимой области
и не позволяют выделить экстремальные точки на границе . Для поиска точек экстремума, лежащих на границе , необходимо использовать метод множителей Лагранжа.Алгоритм аналитической оптимизации функций на основании необходимых и достаточных условий экстремума состоит из следующих четырех шагов.
1. Свести задачу к стандартной форме постановки оптимизационных задач.
2. Используя необходимое условие экстремума первого порядка
 , определить стационарные точки.
, определить стационарные точки.3. Используя достаточные условия экстремума второго порядка, определить, являются ли стационарные точки экстремальными. Если стационарные точки являются экстремальными, определить характер экстремума (максимум или минимум).
4. Вычислить значения целевой функции в найденных точках локального экстремума нужного вида.
Модель оптимизации режимов резания при точении
Рассмотрим процедуру построения математической модели оптимизации режимов резания для операции чистового точения вала. В качестве целевой функции используем зависимость (6.4).
Наиболее сложным этапом формирования математической модели является формирование системы технических ограничений и приведение модели к стандартной форме (4.2). Проведем построение системы ограничений, включив в нее наиболее значимые условия для заданного типа обработки.
Мультипликативные зависимости в описании процессов резания
При исследовании процессов резания исследователь часто может избежать проведения структурной идентификации. Известно, что связи большинства технологических параметров, значимых с точки зрения описания процесса резания, могут быть описаны с помощью мультипликативных (степенных) зависимостей вида
 , (10.1)
, (10.1)где
 - моделируемая характеристика процесса резания;
- моделируемая характеристика процесса резания;  - -й технологический параметр, входящий в модель,
- -й технологический параметр, входящий в модель,  ;
;  - параметры (коэффициенты) модели, постоянные для данных условий обработки, значения которых определяются на этапе параметрической идентификации модели,
- параметры (коэффициенты) модели, постоянные для данных условий обработки, значения которых определяются на этапе параметрической идентификации модели,  .
.Примерами использования мультипликативных моделей для описания процессов обработки резанием могут являться следующие зависимости.
1. Зависимости составляющих силы резания от режимов резания и условий обработки (6.14), (6.17).
2. Зависимость шероховатости обрабатываемой поверхности от режимов резания и геометрических параметров инструмента. Так, при точении
 [11, С.56]
[11, С.56] , (10.2)
, (10.2)где
 - шероховатость обработанной поверхности (мкм);
- шероховатость обработанной поверхности (мкм);  - режимы резания - подача (мм/об), скорость резания (м/мин);
- режимы резания - подача (мм/об), скорость резания (м/мин);  - значения геометрических параметров инструмента - радиус при вершине инструмента (мм) и передний угол (град);
- значения геометрических параметров инструмента - радиус при вершине инструмента (мм) и передний угол (град);  - коэффициент (параметр модели);
- коэффициент (параметр модели);  - показатели степеней (параметры модели).
- показатели степеней (параметры модели).3. Зависимость величины износа инструмента от режимов резания и условий обработки для периода стабильной работы. Зависимость
 при зубофрезеровании червячными фрезами
при зубофрезеровании червячными фрезами , (10.3)
, (10.3)где
- ширина площадки износа по задней поверхности червячной зуборезной фрезы (мм); - время работы червячной зуборезной фрезы (мин);  - модуль (мм) и число зубьев нарезаемого колеса;
- модуль (мм) и число зубьев нарезаемого колеса;  - коэффициент (параметр модели);
- коэффициент (параметр модели);  - показатели степеней (параметры модели).
- показатели степеней (параметры модели).4. Зависимость температуры в зоне резания от режимов резания
 . При токарной обработке
. При токарной обработке , (10.4)
, (10.4)где
- температура в зоне резания ( );
);  - режимы резания - скорость резания (м/мин), подача (мм/об), глубина резания (мм);
- режимы резания - скорость резания (м/мин), подача (мм/об), глубина резания (мм);  - коэффициент (параметр модели);
- коэффициент (параметр модели);  - показатели степеней (параметры модели).
- показатели степеней (параметры модели).Таким образом, в случае, если у исследователя нет серьезных оснований сомневаться в том, что описываемый частный процесс подобен большинству уже исследованных и описанных процессов резания, он традиционно применяет мультипликативную модель. Такой подход заметно упрощает процедуру проведения структурной идентификации.
Области применения моделей оптимизации
Математические модели оптимизации широко применяются при исследовании процессов резания, проектировании металлорежущего инструмента и технологических операций обработки. Достаточно часто в практике встречаются задачи оптимизации суммарного периода стойкости инструмента и задачи оптимизации режимов резания, которые могут быть решены с использованием рассмотренных нами методов. Особый класс задач составляют задачи определения конструкции (величин геометрических параметров) инструмента из условия максимизации стойкости инструмента или оптимизации физических параметров процесса обработки резанием.
Обобщенный алгоритм построения математической модели
Процедуру построения математической модели реальной системы, процесса или явления можно представить в виде алгоритма. Блок-схема, иллюстрирующая алгоритм построения математической модели, приведена на рисунке 3.1. Рассмотрим основные этапы построения математической модели.
1. Выделение системы из внешней среды. Выделение связей с внешней средой, разбиение множества связей на входные и выходные параметры. Наблюдение за системой, накопление информации, достаточной для выдвижения гипотез о структуре системы и ее функционировании.
2. Выбор аппарата формализации осуществляется исследователем и зависит от многих факторов, в частности - от целей моделирования, имеющейся априорной информации, полученных экспериментальных данных.
3. Построение внешнего описания сводится к поиску области определения (в пространстве входных воздействий) и области значений (в пространстве выхода), размерность которых была определена на этапе 1, и определении соответствия между входными и выходными параметрами.
4,6. Если проверка адекватности показывает, что построенная модель не удовлетворяет предъявляемым к ней требованиям и причиной этого является более сложный характер поведения системы, то производится выбор нового метода математического описания.
5. В случае удачного построенного внешнего описания производится переход к внутреннему описанию, при этом размерность пространства состояний системы (то есть размерность вектора
 ) должна быть минимальной.
) должна быть минимальной.7. Определение (идентификация) качественных и количественных характеристик параметров, определяющих функционирование системы.
Среди представленных этапов построения математической модели методы идентификации параметров наиболее хорошо разработаны. При их использовании предполагается, что структура системы известна (априори или в результате решения задачи реализации), а неизвестны только значения параметров. Задача параметрической идентификации в этом случае сводится к поиску значений параметров, обеспечивающих минимизацию некоторой функции ошибки.
Особое значение на всех этапах построения математической модели является проверка адекватности, то есть непротиворечивости модели и ее достаточности для реализации целей исследования.
 Рис 3.1. Блок-схема алгоритма построения математической модели |
Общие свойства сложных систем
Завершая знакомство с основами общей теории систем, рассмотрим основные признаки, присущие объектам, имеющим системный характер. Обычно выделяются следующие признаки, присущие всем сложным системам [16,21].
1. Целостность (эмерджентность). Это свойство проявляется в принципиальной несводимости свойств системы к сумме свойств составляющих ее элементов или частей при любом способе членения.
2. Целенаправленность функционирования или наличие целевой функции.
3. Иерархичность строения. Это свойство обязательно для всех систем управления. Вообще, сложные системы могут иметь иерархическую структуру, но могут иметь разбиение на подсистемы, элементы и объекты по иным признакам (например, по функциональному). Сложные системы управления, напротив, всегда имеют иерархическую структуру. Иерархичность проявляется в том, что любой элемент системы может, в свою очередь, рассматриваться в качестве отдельной системы, а вся система в целом может быть элементом какой-либо более широкой системы.
4. Наличие большого числа элементов, взаимодействующих между собой и входящих в подсистемы.
5. Вероятностный характер входов и выходов, связей внутренних переменных.
6. Наличие между элементами системы информационных, материальных и энергетических потоков различных направлений.
7. Кроме того, иногда к числу свойств сложных систем относят способность к самоорганизации, то есть способность на основе информации о внешней среде изменять свою структуру или значения параметров таким образом, чтобы в наибольшей степени соответствовать своему целевому назначению.
Ограничение по допустимой жесткости резца
Ограничение по допустимой жесткости резца (допустимому прогибу) представляет собой неравенство вида
 или
или  , (6.19)
, (6.19)где
 - допустимый прогиб резца,
- допустимый прогиб резца,  - вылет резца,
- вылет резца,  -модуль упругости первого рода материала державки резца,
-модуль упругости первого рода материала державки резца,  - осевой момент инерции сечения державки резца. Расчетная схема для определения прогиба резца представлена на рисунке 6.1. Принимая во внимание формулу (6.14), мы можем составить ограничение
- осевой момент инерции сечения державки резца. Расчетная схема для определения прогиба резца представлена на рисунке 6.1. Принимая во внимание формулу (6.14), мы можем составить ограничение  или
или  , (6.20)
, (6.20)где
 .
.
 Рис 6.1. Расчетная схема для определения прогиба резца |
Ограничение по мощности электродвигателя привода главного движения
Ограничение по мощности электродвигателя может быть сформулировано следующим образом
 , (6.12)
, (6.12)где
 - мощность электродвигателя привода главного движения (кВт),
- мощность электродвигателя привода главного движения (кВт),  - коэффициент полезного действия привода,
- коэффициент полезного действия привода,  - мощность резания (кВт). Учитывая, что мощность и сила резания определяются формулами [25, С.271]
- мощность резания (кВт). Учитывая, что мощность и сила резания определяются формулами [25, С.271] (кВт), (6.13)
(кВт), (6.13) (Н), (6.14)
(Н), (6.14)ограничение может быть записано в форме
 или
или  , (6.15)
, (6.15)где
 .
.Ограничение по прочности механизма подачи
Ограничение по силе, допускаемой прочностью слабого звена механизма подачи, может быть сформулировано следующим образом
 , (6.16)
, (6.16)где
 - допустимая величина нагрузки по условию прочности слабого звена механизма подачи. Тогда, приняв во внимание формулу [25, С.265]
- допустимая величина нагрузки по условию прочности слабого звена механизма подачи. Тогда, приняв во внимание формулу [25, С.265] (Н), (6.17)
(Н), (6.17)и проведя преобразования, аналогичные (6.14), получим ограничение в форме
 или
или  , (6.18)
, (6.18)где
 .
.Ограничение по режущим возможностям инструмента
Наибольшая возможная скорость резания и число оборотов шпинделя станка, определяемое режущими возможностями инструмента, могут быть рассчитаны по известной формуле [25, С.265]
 или
или  . (6.10)
. (6.10)Так как формулируется математическая модель максимизации целевой функции двух переменных -
 , ограничение в модели (4.2) должно быть записано в следующей форме
, ограничение в модели (4.2) должно быть записано в следующей форме или
или  , (6.11)
, (6.11)где
 - константа для данных условий обработки
- константа для данных условий обработки  .
.Ограничение по жесткости обрабатываемой детали
Ограничение по жесткости обрабатываемой детали учитывает максимально допустимый прогиб детали, который устанавливается в зависимости от допуска на размер детали
 ,или
,или  , (6.21)
, (6.21)где
 - допуск на размер детали,
- допуск на размер детали,  - коэффициент для определения допустимого прогиба (=0.25-0.5). Прогиб детали под воздействием сосредоточенной силы
- коэффициент для определения допустимого прогиба (=0.25-0.5). Прогиб детали под воздействием сосредоточенной силы  выражается формулой
выражается формулой  , (6.22)
, (6.22)где
 - расстояние от опоры до рассматриваемого сечения детали,
- расстояние от опоры до рассматриваемого сечения детали,  - динамический коэффициент,
- динамический коэффициент,  - коэффициент, зависящий от способа крепления детали, - модуль упругости первого рода материала детали,
- коэффициент, зависящий от способа крепления детали, - модуль упругости первого рода материала детали,  - осевой момент инерции сечения детали. Принимая во внимание формулу (6.14), можно получить ограничение по жесткости обрабатываемой детали в форме
- осевой момент инерции сечения детали. Принимая во внимание формулу (6.14), можно получить ограничение по жесткости обрабатываемой детали в форме или
или  , (6.23)
, (6.23)где
 .
.Ограничения по кинематическим возможностям станка
Ограничения по кинематическим возможностям станка выражаются неравенствами
 ,
,  ,
,  ,
,  или (6.24)
или (6.24) ,
,  ,
,  ,
,  , (6.25)
, (6.25)где
 ,
,  ,
,  ,
,  - минимальные и максимальные значения подачи и частоты вращения шпинделя, обеспечиваемые кинематическими цепями станка.
- минимальные и максимальные значения подачи и частоты вращения шпинделя, обеспечиваемые кинематическими цепями станка.Таким образом, математическая модель оптимизации режимов резания для случая чистовой токарной обработки с учетом принятой целевой функции и построенных ограничений может быть представлена в стандартной форме (4.2) следующим образом
 (6.26), или
(6.26), или  . (6.27)
. (6.27)Если система ограничений модели непротиворечива, то для решения модели в форме (6.27) может быть использован любой из методов условной оптимизации (метод штрафных функций или барьеров, метод множителей Лагранжа). Так как целевая функция является непрерывно возрастающей, оптимальные значения режимов резания всегда находятся на границе допустимой области, определяемой системой ограничений. Полученное вещественное решение должно быть приведено к ближайшим значениям
 и
и  , обеспечиваемым кинематическими механизмами станка и удовлетворяющим всем включенным в модель ограничениям.
, обеспечиваемым кинематическими механизмами станка и удовлетворяющим всем включенным в модель ограничениям.Оптимизация режимов резания Целевые функции
Оптимизация режимов резания на этапе проектирования операции приводит к построению модели в форме (4.2), включающей в себя нелинейную целевую функцию и нелинейные неравенства в качестве ограничений. В качестве целевой функции наиболее часто рассматривается мера производительности обработки или мера себестоимости операции. При оптимизации по критерию производительности в качестве целевых функций могут быть использована функция
 (формула (6.2)) при работе в один проход или функция
(формула (6.2)) при работе в один проход или функция  (формула (6.3)) при работе в несколько проходов:
(формула (6.3)) при работе в несколько проходов: ;
;  ;
;  =const;>0, (6.2)
=const;>0, (6.2) ;
;  ;
;  =const; >0. (6.3)
=const; >0. (6.3)Очевидно, функции
и являются мерой времени обработки. Так как >0 и >0, целевые функции в форме (6.2) и (6.3) могут быть заменены функциями в виде  ; , (6.4)
; , (6.4) ;
;  . (6.5)
. (6.5)При оптимизации по критерию себестоимости в качестве целевой функции рассматривается часть себестоимости обработки детали, которая зависит от скорости резания, подачи и глубины резания
 ;
;  , (6.6)
, (6.6)где
 - полная себестоимость работы станка и станочника (руб./мин.),
- полная себестоимость работы станка и станочника (руб./мин.),  - время смены инструмента (мин.), - период стойкости инструмента (мин.),
- время смены инструмента (мин.), - период стойкости инструмента (мин.),  - время обработки резанием
- время обработки резанием . (6.7)
. (6.7)В формуле (6.7)
 - припуск на обработку,
- припуск на обработку,  - длина обрабатываемого участка,
- длина обрабатываемого участка,  - диаметр заготовки или инструмента. Стойкостное уравнение
- диаметр заготовки или инструмента. Стойкостное уравнение  , как правило, представимо в следующей форме
, как правило, представимо в следующей форме . (6.8)
. (6.8)С учетом (6.7) и (6.8), целевая функция (6.6) может быть преобразована к виду
;  . (6.9)
. (6.9)Основные виды задач идентификации
В зависимости от того, какими сведениями о системе располагает исследователь, различают три типа задач идентификации.
1. Структурная идентификация применяется в случаях, когда априорные сведения об объекте исследования исчезающе малы, никаких гипотез о связи входных и выходных параметров в распоряжении исследователя не имеется.
2. Параметрическая идентификация применяется в тех случаях, когда исследователь располагает сведениями, достаточными для того, чтобы однозначно выбрать структуру модели. Задача заключается в том, чтобы найти численные значения параметров (коэффициентов) модели.
3. Структурно-параметрическая идентификация применяется в случаях, когда некоторые априорные сведения об исследуемой системе имеются, но их недостаточно, чтобы однозначно определить структуру модели. Задача заключается в том, чтобы уточнить структуру модели (например, определить степень полиномиальной зависимости) и определить параметры модели.
Параметрическая идентификация математических моделей
После проведения структурной идентификации математической модели, проводится параметрическая идентификация, которая заключается в определении численных значений параметров модели.
Определение 9.3
Параметрической идентификацией математической модели мы будем называть процедуру определения численных значений коэффициентов (параметров) в зависимости, связывающей значения технологических параметров
и моделируемой характеристики Y.При использовании линеаризуемых моделей могут применяться два метода параметрической идентификации - графический и аналитический. Наиболее простым является графический метод определения параметров модели. Аналитический метод идентификации основан на идее минимизации «функции ошибки», описывающей рассогласование между экспериментальными и модельными значениями моделируемого параметра.
Понятие имитационного моделирования
Математические модели оптимизации представляют собой «нижний уровень» математического моделирования. Несмотря на то, что модели оптимизации часто бывают чрезвычайно сложными, в большинстве случаев они являются лишь средством к решению более масштабных задач исследования динамических систем, которые не могут быть непосредственно сформулированы в форме оптимизационных моделей. К решению таких задач применимы методы имитационного математического моделирования, которые предполагают проведение экспериментов и «имитатором» - математической моделью, представляющей исходную физическую или технологическую систему [9, С.27; 4, С.46].
Определение 8.1
Имитационное моделирование - метод исследования, основанный на том, что изучаемая динамическая система заменяется ее имитатором и с ним проводятся эксперименты с целью получения информации об изучаемой системе.
Значительная часть имитаторов реализуется в виде программ ЭВМ, но применение ЭВМ не является необходимым условием имитационного моделирования. Так, аналоговые имитационные модели могут реализовываться в виде гидродинамических, механических или электронных схем.
Понятие о методе фазового пространства
Для описания поведения систем весьма удобным является метод фазового пространства или, в другой терминологии, - метод пространства состояний. Параметры состояния системы при этом носят название фазовых координат системы. Состояние системы в каждый момент времени может быть изображено точкой в многомерном пространстве, где по координатным осям отложены значения соответствующих фазовых координат.
Если состояние системы изменяется во времени, то изображающая ее точка перемещается в многомерном фазовом пространстве по некоторой кривой, которая называется фазовой траекторией системы. Таким образом, описание поведения системы, часто весьма сложного можно заменить описанием поведения точки в многомерном признаковом пространстве.
В реальных системах фазовые координаты, как правило, могут принимать значения, лежащие в определенных интервалах
 ,
,  , причем в общем случае
, причем в общем случае  ,
,  ,
,  ,
,  . Поэтому каждая система характеризуется некоторой областью значений фазовых координат, в пределах которой можно говорить о системе как о едином целом. Такая область называется областью существования системы или областью возможных траекторий. Схема, иллюстрирующая поведение системы в двумерном фазовом пространстве, приведена на рисунке 2.2.
. Поэтому каждая система характеризуется некоторой областью значений фазовых координат, в пределах которой можно говорить о системе как о едином целом. Такая область называется областью существования системы или областью возможных траекторий. Схема, иллюстрирующая поведение системы в двумерном фазовом пространстве, приведена на рисунке 2.2.
 Рис 2.2. Поведение системы в двумерном фазовом пространстве |
Очевидно, помимо фазового пространства состояний могут быть построены фазовые пространства входа и выхода. Тогда можно говорить о том, что перемещению динамической системы в фазовом пространстве входа будут соответствовать некоторые перемещения в фазовом пространстве состояний и фазовом пространстве выхода, то есть существует некоторое отображение, связывающая поведение системы в фазовых пространствах входа, состояний и выхода.
Понятия «модель» и «моделирование»
Так как общая теория систем рассматривает не некоторые конкретные системы, а то общее, что есть в различных системах независимо от их природы, предметом ее изучения являются абстрактные модели соответствующих реальных систем.
Определение 2.1
Модель является представлением реального объекта, системы или понятия в некоторой форме, отличной от формы их реального существования.
Всякая модель - это некоторая аналогия: для одной системы должна существовать другая система, элементы которой с некоторой точки зрения подобны элементам первой. Должно существовать отображение, которое элементам моделируемой системы ставит в соответствие элементы некоторой другой системы - моделирующей. Кроме того, должно существовать отображение, которое свойствам элементов моделируемой системы ставит в соответствие свойства элементов моделирующей системы.
Постановка задачи линейного программирования
Рассмотренные нами методы решения задач оптимизации применимы к широкому классу задач, однако являются весьма сложными и требуют проведения значительных объемов вычислений. Между тем, существует ряд задач, являющихся частными случаями общей задачи оптимизации (4.2), для решения которых применимы методы, требующие для реализации более простых алгоритмов и значительно меньших вычислительных мощностей. К числу таких задач относится задача линейного программирования.
Задача линейного программирования сводится к поиску экстремума (максимума или минимума) линейной функции вида
 . (7.1)
. (7.1)Очевидно, искать экстремум этой функции, не налагая никаких ограничений на область изменения вектора
 бессмысленно, так как линейная функция не может иметь экстремума внутри допустимой области. Интерес представляет задача максимизации при условии, что принадлежит некоторому допустимому множеству
бессмысленно, так как линейная функция не может иметь экстремума внутри допустимой области. Интерес представляет задача максимизации при условии, что принадлежит некоторому допустимому множеству  , (7.2)
, (7.2)где
 - множество допустимых значений -й переменной,
- множество допустимых значений -й переменной,  - множество индексов переменных ={1,2...}.
- множество индексов переменных ={1,2...}.Те из соответствующих задач, в которых область изменения вектора
(допустимая область  ) - -мерный многогранник, составляют предмет линейного программирования.
) - -мерный многогранник, составляют предмет линейного программирования.Определение 7.1
Линейным программированием называется комплекс методов оптимизации линейных функций в допустимой области, определяемой системой линейных уравнений и неравенств.
В общем случае задача линейного программирования при оптимизации функции
переменных в условиях  ограничений формулируется следующим образом:
ограничений формулируется следующим образом: или
или  . (7.3)
. (7.3)Представление задачи в форме (7.4) называется стандартной постановкой задачи линейного программирования
 . (7.4)
. (7.4)Переход от формы (7.3) к форме (7.4) осуществляется с помощью приема элиминации нетривиальных неравенств.
Постановка задачи построения моделей идентификации
При исследовании физических явлений, сопровождающих процессы резания металлов, часто возникают задачи построения функциональных зависимостей, описывающих связь между различными параметрами, характеризующими процесс резания, то есть зависимостей вида (6.1). Теоретическое построение математического описания процесса резания в большинстве случаев является чрезвычайно сложным и не обеспечивает требуемой точности, поэтому «исходным материалом» для построения математических моделей процесса резания обычно являются результаты проведенных экспериментальных исследований.
Определение 9.1
Задачей идентификации математических моделей называется задача построения математического описания исследуемых физических явлений с использованием результатов наблюдений или экспериментов.
Задача идентификации математических моделей по экспериментальным данным является одной из наиболее интересных и сложных задач, возникающих при экспериментальном исследовании процессов резания. При применении подхода, основанного на использовании экспериментальных данных, построение математической модели некоторой характеристики процесса резания сводится к построению зависимости вида
 , (9.1)
, (9.1)где
- моделируемая характеристика процесса резания; - вектор (комплекс) технологических параметров, значимых для построения адекватной математической модели характеристики при данном виде обработки;  - обобщенный оператор, то есть некоторая функция, определяющая взаимосвязь между значениями технологических параметров и значениями моделируемой характеристики процесса резания.
- обобщенный оператор, то есть некоторая функция, определяющая взаимосвязь между значениями технологических параметров и значениями моделируемой характеристики процесса резания.Вид обобщенного оператора
называется структурой модели, а коэффициенты, входящие в структуру называются параметрами модели.Преобразование систем координат
Так как профиль производящего контура задан списком точек в системе координат
, для построения картин обкатки требуется получение формул перевода координат точек профиля в систему . Формулы преобразования координат могут быть получены в следующей форме . (8.11)
. (8.11)Расчет профиля исходного производящего контура
Торцовый исходный производящий контур [17, С.60, 4.2.1], является модельным представлением производящей рейки инструмента. Алгоритмы расчета и машинного представления нормального исходного контура строятся на основе ГОСТ13755-81 [6]. Схема к расчету профиля производящего контура приведена на рисунке 8.1. Исходный производящий контур целесообразно представлять как объединение двух симметричных полупрофилей, каждый из которых представляет собой список точек вещественной плоскости, координаты которых определяются в декартовой системе координат
. В общем случае, алгоритм построения полупрофиля является следующим.1. Определяются координаты точки
 .
. ,
,  , (8.1)
, (8.1)где
- модуль колеса.2. Определяются координаты точек на дуге переходной окружности
 . Число
. Число  точек на дуге окружности и угловой шаг между точками
точек на дуге окружности и угловой шаг между точками  определяются исходя из заданной точности описания (мм)
определяются исходя из заданной точности описания (мм) ,
,  . (8.2)
. (8.2)Тогда координаты точек на дуге переходной кривой могут быть определены по формулам
 ,
,  ,
,  , (8.3)
, (8.3)где
 ,
,  - координаты центра дуги переходной окружности
- координаты центра дуги переходной окружности  в системе координат . При
в системе координат . При  будут получены координаты точки
будут получены координаты точки  , при
, при  - координаты точки
- координаты точки  .
.3. Если исходный профиль модифицирован, определяются координаты начальной точки участка модификации
 .
. ,
,  , (8.4)
, (8.4)4. Определяются координаты точки
 . В случае, если исходный профиль является модифицированным,
. В случае, если исходный профиль является модифицированным,  определяется по формуле
определяется по формуле  , где
, где  , (8.5)
, (8.5)в противном случае
 . (8.6)
. (8.6)Кроме того, в обоих случаях
 .
.Координаты точки
 можно не определять, так как эта точка не участвует в формировании профиля зуба. Переход от нормального производящего контура к торцовому производится делением каждой из координат
можно не определять, так как эта точка не участвует в формировании профиля зуба. Переход от нормального производящего контура к торцовому производится делением каждой из координат  профиля нормального производящего контура на
профиля нормального производящего контура на  , где
, где  - угол наклона винтовой линии зуба нарезаемого колеса. Переход от правого полупрофиля к левому производится изменением знака координаты каждой из точек полупрофиля.
- угол наклона винтовой линии зуба нарезаемого колеса. Переход от правого полупрофиля к левому производится изменением знака координаты каждой из точек полупрофиля.Система технических ограничений
Порядок формирования и состав системы технических ограничений, входящей в математическую модель оптимизации режимов резания, определяется типом проектируемой операции (вид обработки, черновая или чистовая). В большинстве случаев при задании области допустимых решений используется следующий набор ограничений [35, С.170-180].
1. Ограничение по режущим возможностям инструмента, которые зависят от материала и геометрии инструмента, расчетной стойкости и условий обработки.
2. Ограничение по мощности электродвигателя привода главного движения станка или силовой головки.
3. Заданная производительность станка или такт работы автоматической линии.
4. Ограничения по наименьшей и наибольшей возможной скорости резания (числу оборотов), допускаемой кинематикой станка или режущими свойствами инструмента.
5. Ограничения по наибольшей и наименьшей подаче, допускаемой кинематикой станка.
6. Ограничения по наибольшей подаче, допускаемой прочностью и жесткостью механизма подачи и технологической системы в целом.
7. Наименьшая технологически приемлемая глубина резания для данного инструмента и наибольшая возможная глубина резания, равная припуску на обработку.
Состав системы технических ограничений может в значительной степени меняться в зависимости от типа операции, используемого оборудования и инструмента.
Системы и модели
Термин «моделирование» часто употребляется рядом с понятием «система» - «моделирование динамических систем», «математическое моделирование ГПС», «моделирование системы машин» и т.д. Поэтому говорить о моделировании, не используя хотя бы самых общих категорий теории систем, системного анализа, системотехники невозможно.
Очевидно, термин «система» (или «сложная система») является весьма универсальным. В рамках различных предметных областей используется различное смысловое наполнение этого понятия. В различных областях знания в качестве систем могут рассматриваться физические процессы, программные комплексы, биологические организмы или социальные группы [12, С.77]. Все эти системы - весьма разнообразные - помимо всех различий должны иметь нечто общее, что, собственно, и определяется понятием «система». Это «общее» изучается комплексом наук о системах, к которому могут быть отнесены следующие научные дисциплины: общая теория систем, системный анализ, кибернетика, теория исследования операций, системотехника и системология.
Остановимся несколько более подробно на рассмотрении основных особенностей общей теории систем (ОТС).
Системы как множества
Возникновение общей теории систем обычно связывают с именем австрийского физиолога Людвига фон Берталанфи (1901-1972). В 20-е и 30-е годы Людвиг фон Берталанфи занимался вопросами системного подхода при изучении живых организмов. Ему принадлежит идея создания абстрактной теории, которая могла бы решить задачу синтеза многих других наук, занимающихся изучением различного рода систем. В 1960 году на базе Технологического института Кейса (США) начал работу Центр исследования систем. Специалисты, работавшие в составе этой группы, также имели своей целью развитие общей теории систем (ОТС). Лидер этой группы М.Месарович видел ОТС следующим образом:
во-первых, из ОТС, как частные случаи должны вытекать линейная теория динамических систем, теория конечных автоматов, теория алгоритмов и т.д.;
во-вторых, ОТС должна иметь строго научный характер, ее определения должны быть однозначными;
в-третьих, ОТС должна строиться на таком научном фундаменте, чтобы ее выводы имели несомненную практическую ценность при изучении конкретных систем [12, С.69,70].
Определение общей теории систем как научного направления приводится в [33, С.335].
Определение 1.1
Общая теория систем в современном понимании - это научное направление, связанное с разработкой совокупности философских, методологических, конкретно-научных и прикладных проблем анализа и синтеза сложных систем произвольной природы.
До сих пор мы обсуждали понятие «система», пользуясь интуитивным представлением на уровне здравого смысла. Теперь мы можем ввести универсальные определения понятий «система» и «модель», относящиеся к любому классу систем и любому способу моделирования. Понятие «система» в рамках «собственно системных» наук, как правило, определяется следующим образом [9, С.14].
Определение 1.2
Система - совокупность предметов произвольной природы (как реальных, так и идеальных), которая каким-то образом организована.
При использовании термина «система» в таком понимании следует иметь в виду следующие моменты:
1. Всякая система (в том числе и техническая) не существует сама по себе, а выделяется из бесконечной окружающей среды исследователем (постановщиком задачи) по какому-либо системообразующему признаку, в качестве которого наиболее часто выступает цель функционирования системы. Использование иных оснований выделения систем хотя и является формально приемлемым, но применимо лишь при решении отдельных частных задач.
2. В систему из бесконечной окружающей среды включаются все те и только те элементы, которые необходимы для функционирования системы, обеспечивающего реализацию ее целей. Следовательно, из выделенной «абстрактной» социальной системы исключаются не только внешние элементы, но и элементы, которые реально входят в систему, но для достижения конкретно поставленной цели функционально не нужны.
3. Свойства системы никоим образом не сводятся к свойствам входящих в ее состав элементов и определяются, главным образом, структурой и характером связей, объединяющих элементы системы. Таким образом, система не может рассматриваться как сумма составляющих ее элементов.
В рамках общей теории систем приведенное выше определение получает строгое математическое выражение. Система представляется как математическая абстракция следующего вида.
Определение 1.3
Общей системой называется отношение на непустых (абстрактных) множествах
 . (1.1)
. (1.1)В приведенном выше выражении
 - знак подмножества;
- знак подмножества; - знак прямого (декартова) произведения;
- знак прямого (декартова) произведения; - множество индексов.
- множество индексов.Из этой записи видно, что система
 понимается как множество. Таким образом, всякая система может быть представлена как множество элементов, каждый из которых в свою очередь, так же является множеством.
понимается как множество. Таким образом, всякая система может быть представлена как множество элементов, каждый из которых в свою очередь, так же является множеством.Представление об общей системе в форме (1.1) является весьма общим. С точки зрения практического использования более интересно представление о системе в форме (1.3). Не прибегая к математическим выкладкам, рассмотрим смысл этого определения.
Как правило, в прикладном исследовании мы рассматриваем выделенную техническую систему с целью определения зависимости между некоторыми параметрами, описывающими ее поведение.
Очевидно, существует два класса параметров - один из них мы можем определить как «наблюдаемые параметры», а второй как «исходные параметры» или «параметры, которыми исследователь может управлять». С этой точки зрения мы можем выделить из числа множеств
 значений параметров, описывающих поведение системы, два непересекающихся класса множеств. Такое выделение разобьет множество индексов на два непересекающихся подмножества
значений параметров, описывающих поведение системы, два непересекающихся класса множеств. Такое выделение разобьет множество индексов на два непересекающихся подмножества  и
и  .
. . (1.2)
. (1.2)Если ввести обозначения
 и
и  , то можно записать
, то можно записать  .
.Определение 1.4
Система, определяемая соотношением
 (1.3)
(1.3)(
 включается в декартово произведение
включается в декартово произведение  и
и  ), где и называется системой вход-выход или системой «черный ящик».
), где и называется системой вход-выход или системой «черный ящик».При использовании такого описания мы будем называть комплекс параметров
 входными параметрами (или пространством входа), а комплекс параметров - выходными параметрами (или пространством выхода). Ниже мы подробнее разберем смысл этих понятий.
входными параметрами (или пространством входа), а комплекс параметров - выходными параметрами (или пространством выхода). Ниже мы подробнее разберем смысл этих понятий.Из записи (1.3) следует, что каждая комбинация (упорядоченная пара) вида <НАБОР ЗНАЧЕНИЙ ВХОДНЫХ ПАРАМЕТРОВ, НАБОР ЗНАЧЕНИЙ ВЫХОДНЫХ ПАРАМЕТРОВ> может являться элементом системы. Это делает запись (1.3) близкой к табличной форме записи функции. Каждому конкретному набору значений входных параметров соответствует некоторый набор значений выходных параметров. Но в таком случае, вероятно, существует отображение, которое ставит в соответствие элементам
элементы , то есть существует некоторая функция, определяющая систему.Определение 1.5
Если система является функцией вида
 , (1.4)
, (1.4)то такая система называется функциональной.
Область определения и область значений такой системы определяются соответственно как
 . (1.5)
. (1.5)В таком случае
 , (1.6)
, (1.6)и система может быть представлена множеством
 , (1.7)
, (1.7)где
 - элемент системы.
- элемент системы.Все, о чем мы говорили до сих пор, является, вообще говоря, научной абстракцией и с реальными системами, каким-либо образом реализованными материально, имеет мало общего. Ценность такого абстрактного подхода проявляется в том, что на основании введенных нами понятий может быть разработана абстрактная модель системы произвольной природы, которая весьма удобна при проектировании технических систем, проведении прикладных исследований и построении математических моделей физических процессов.
Согласование перемещений колеса и производящего контура
В процессе обработки колесо, с которым связана система координат
, вращается. Повороту колеса на положительный угол  соответствует перемещение профиля в системе координат в положение , то есть поворот профиля на угол -, а также смещение центра
соответствует перемещение профиля в системе координат в положение , то есть поворот профиля на угол -, а также смещение центра  на величины
на величины  и
и  . Обобщенные формулы, связывающие вращение колеса с поворотом и перемещением торцового производящего контура, будут выглядеть следующим образом
. Обобщенные формулы, связывающие вращение колеса с поворотом и перемещением торцового производящего контура, будут выглядеть следующим образом ,
,  , (8.8)
, (8.8) , (8.9)
, (8.9) . (8.10)
. (8.10)Согласование положений производящего контура и впадины зуба колеса
В процессе обработки центроида производящего контура (прямая) катится без скольжения по центроиде колеса (окружности). В станочном зацеплении центроидой колеса является делительная окружность, а центроида производящего контура (прямая) в общем случае (
 ,
,  - коэффициент смещения) не совпадает с делительной прямой, находясь от нее на расстоянии
- коэффициент смещения) не совпадает с делительной прямой, находясь от нее на расстоянии  . Введем систему координат , связанную с центром колеса. Тогда для согласования положений производящего контура и впадины зуба колеса может быть использована схема, изображенная на рисунке 8.2. Первоначальное положение торцового производящего контура определяется в системе координат положением (координатами) точки и углом наклона профиля
. Введем систему координат , связанную с центром колеса. Тогда для согласования положений производящего контура и впадины зуба колеса может быть использована схема, изображенная на рисунке 8.2. Первоначальное положение торцового производящего контура определяется в системе координат положением (координатами) точки и углом наклона профиля  , равным нулю. Положение других профилей рейки (
, равным нулю. Положение других профилей рейки ( и
и  ) определяется аналогично. Построим общую формулу определения первоначального положения торцовых профилей производящей рейки
) определяется аналогично. Построим общую формулу определения первоначального положения торцовых профилей производящей рейки , где - целое число. (8.7)
, где - целое число. (8.7)Так, для профиля
=0, для - =1, для - =-1.
Рис 8.