Автоматизация Теория автоматизации Системы автоматизации Механизм автоматизации Проектирование автоматизации Использование автоматизация Управление автоматизацией Автоматизация - САПР Автоматизация - практика Автоматизация - софт |

|
В. П. Вороненко, В А. Егоров, М. Г. Косов - Проектирование автоматизированных участков и цехов
Изложена методика проектирования автоматизированных участков и цехов с учетом использования современных средств автоматизации производственных процессов; рассмотрены структура автоматизированного механосборочного производства и функции каждого элемента этой структуры; приведены технологические, экономические и организационные задачи, решаемые в процессе проектирования.
ПРЕДИСЛОВИЕ
В настоящее время главной задачей является сохранение и развитие отечественной технологической среды, обеспечивающей выпуск конкурентоспособных на мировом рынке национальных продуктов. В решениии этой актуальной задачи главенствующая роль принадлежит созданию высокоэффективных производственных систем, реализующих современные технологии. Такие производства должны обладать высоким уровнем автоматизации всех составляющих элементов. Создание производств базируется на реконструкции действующих и проектировании новых. В современных условиях предъявляются особые требования к проектированию автоматизированных производств, к срокам и качеству выполнения проектных работ. Проектирование является сферой, аккумулирующей новейшие достижения науки и преобразующей их в действующие производственные системы, в частности автоматизированные и автоматические участки и цеха.
Повышение технического уровня решений, эффективности и качества проектов можно обеспечить только при условии непрерывного совершенствования процесса проектирования на основе комплексной автоматизации. Эффективность решения проектных задач определяется уровнем использования вычислительной техники и совершенством математических методов.
Следует отметить постоянное усложнение объектов проектирования, что обуславливает появление новых направлений и видов проектных работ. Процесс проектирования превратился в сложную динамическую систему, объединяющую специализированные подразделения инженерно-технических работников различных специальностей и опирающуюся на результаты работы научно-исследовательских институтов, конструкторских бюро, промышленных предприятий различного профиля и строительных организаций.
Прогрессивный проект должен предусматривать на момент освоения технологию производства, обеспечивающую выпуск конкурентоспособных качественных изделий при минимальных затратах и в установленные сроки. При создании проектов автоматизированных участков и цехов приходится учитывать возможность изменения номенклатуры продукции, подлежащей выпуску, уровня кооперированных поставок; высокие темпы развития науки и техники приводят к созданию более совершенных технологий и оборудования, которые требуют, как правило, изменения принятых решений. Нормативная база, на основе которой разрабатывается проект, за период цикла проектирования (освоение мощности) значительно изменяется. В этой связи появляется необходимость в системе непрерывного прогнозирования, которая может решать такие задачи, как анализ совершенствования технологий, оборудования, энергетических процессов и их технико-экономических показателей. Прогнозирование, отражая объективные тенденции развития науки и техники, производства, активно воздействует на прогрессивность проектных решений. На их основе должна формироваться программа развития предприятия на перспективу, которая включает комплекс мероприятий по техническому перевооружению действующих производств и их специализации, новому строительству и определению его масштабов.
В настоящее время важное значение имеет постоянное обновление предприятий. Ранее в разрабатываемых проектах закладывалась неизменная структура организации и технологии производственного процесса, а срок службы производственных зданий и энергетическое обеспечение предусматривал многие годы. Между тем требования рынка, динамичность задач, вставших перед производством, продиктовали ряд новых условий, а именно необходимость быстрого внедрения организационных и технологических новшеств, частых изменений номенклатуры выпускаемых изделий.
Значительная часть современных изделий имеют уникальную технологию производств. Качество их изготовления и надежность, а следовательно, и конкурентоспособность во многом определяются точностью соблюдения технологических режимов и условий среды, в которых реализуются производственные и технологические процессы. Поэтому таким предприятиям требуются гибкие технологии. Функционирование современного высокоавтоматизированного предприятия является в высшей степени динамичным. Это определяет комплекс требований к решениям при разработке структуры и конструкций производственных зданий и сооружений. Поэтому актуальной задачей проектирования является создание в зданиях их максимальной приспособляемости к изменениям технологий и производственной среды.
Сложной проблемой является также обеспечение принципа развития в «жизнедеятельности» автоматизированных производственных систем. Ее решение заключается в корректировании сложившихся функций проектирования, его взаимосвязей со сферами производства и строительства. Это предопределяет необходимость перехода к методу непрерывного проектирования, обеспечивающему поддержание уровня развития и прогрессивности объектов в процессе их проектирования, строительства и эксплуатации. Это означает, что проектные организации должны постоянно принимать участие в перестройке организицион-ных и технологических структур.
Проектирование характеризуется двумя направлениями. Первое включает разработку методов и средств повышения эффективности и качества проектных решений, обеспечивающих наиболее высокий удельный выпуск продукции на единицу капитальных вложений. Второе — создание способов повышения производительности труда проектировщиков.
Разработка аспектов внедрения в проекты прогрессивных решений требует совершен", опвания методики принятия решений на основе использования современных математических методов и вычислительной техники, более четкой регламентации деятельности исполнителей. В основе такой организации процесса проектирования лежат методы системного анализа, научно обоснованного прогнозирования, учета многообразия факторов и условий, непосредственно влияющих на качество выполняемых проектов, повышение точности и достоверности исходных данных, унификация и стандартизация проектных решений, разработка нормативов проектирования и оценочных показателей.
Повышение эффективности проектов базируется на развитии методов вариантного проектирования в условиях отсутствия полной информации, выбора и оценки наиболее экономичных решений на основных стадиях процесса проектирования. Как правило, при традиционном проектировании оценка качества проектных решений осуществляется на заключительном этапе разработки, причем большинство из них определяется приближенно. Повышение точности оценки промежуточных решений и организация непрерывности проектирования обеспечивается разработкой нормативной базы проекта. Обычно исходная информация определяет объект проектирования неоднозначно, что обусловлено, прежде всего, наличием вариантности в использовании технологического и другого оборудования и условий их компоновки. Как правило, существует несколько вариантов решения, которые отвечают требованиям задания на проектирование, но имеющих различные технико-экономические показатели. Поэтому в условиях многовариантности процесс решения определяет качество выполнения проектных работ.
В общем случае качество проекта являет собой совокупность его свойств, которые обуславливают способность выполнять им конкретные заданные функции в соответствии со служебным назначением. Свойство проекта — это объективная особенность, проявляющаяся при его разработке, реализации и эксплуатации. Уровень качества проекта является относительной характеристикой, основанной на сравнении технико-экономических показателей качества с соответствующими совокупностями нормативных показателей. К факторам, влияющим на качество проектов, следует отнести техническую дисциплину и качество труда исполнителей, нормативно-методическую базу, ритмичность процесса проектирования, его технологическое обеспечение, методы и средства разработки проектов и уровень организации труда проектировщиков.
Важным аспектом является управление качеством проектирования. Управление качеством представляет собой функцию управления проектной организацией для обеспечения заданного уровня качества проектов при их разработке и реализации, которое достигается путем использования прогрессивных методов и средств проектирования, а также тщательного контроля результатов проектных решений. Система обеспечения качества предусматривает оценку проектных решений на начальных и промежуточных стадиях разработки проекта. Она реализуется на базе использования современных математических методов и вычислительной техники с учетом вариантности проработки проектных решений. В структуре данной системы важное место занимает выделение этапов проектирования, на которых выполняются функции управления качеством труда исполнителей проектных решений.
Система обеспечения качества проектирования дает научнообоснованные ответы на комплекс важных вопросов как обеспечить проектирования с заданным экономическим эффектом на базе планирования и прогнозирования, улучшения организации, управления и технологического переоснащения проектных работ, каким образом активизировать творческий потенциал проектировщиков на основе стимулирования их работы в зависимости от достигнутого уровня эффективности и качества проектных разработок. Целенаправленная организация работы по обеспечению качества выполняемых проектов обеспечивается такими мероприятиями как создание методик оценки эффективности отдельных частей проекта, использование новых прогрессивных методов и средств проектирования, выделение определенных ресурсов для реализации данных целей, рациональное распределение функций между ними и ряд других.
Определение целей системы обеспечения качества, создание ее структуры и установление функций не дает гарантий того, что данная система будет эффективно работать. Система будет давать требуемый результат только в том случае, если установлены не только функции и взаимосвязи каждого элемента системы, но и ответственные исполнители. Только их сознательное творческое отношение ко всему комплексу проблем качества дает возможность решать широкий спектр поставленных сложных задач. Главенствующая роль в реализации функций системы принадлежит созданию гибкого механизма управления и постоянное совершенствование элементов системы.
В процессе управления выполняется функция планирования качества, использование методического обеспечения, современных прогрессивных методов и средств проектирования.
При создании конкретного проекта автоматизированного производства следует по каждому разделу устанавливать задание, в котором необходимо указывать, какие решения должны быть разработаны и внедрены с определением экономической эффективности каждого решения. Разработка конкурсных проектов и унифицированных решений является основной формой систематизации и увязки решений по всем разделам.
В проектировании принимают участие специалисты разных профессий и квалификации. Поэтому следует проводить дифференциацию требований к показателям качества труда по этапам выполнения проектных работ и категориям исполнителей. Номенклатура показателей качества на каждом этапе проектирования определяется составом и свойствами выполняемых операций, содержанием организационной и технико-экономической информации, сложностью и характером принимаемых решений. Оценку эффективности решений и труда проектировщиков следует выполнять на одних и тех же этапах разработки проекта. Это позволит обеспечить их сравниваемость и целенаправленное управление качеством проектов.
Качество труда проектировщиков определяется соответствием заданным нормам, технико-экономическим требованиям и стандартам. Показатель качества труда проектировщиков предствляет собой количественную оценку свойств процесса проектирования, составляющих его качество. При проектировании решаются задачи получения оптимальных значений показателей качества труда за счет достижения минимального отклонения показателей от нормативных показателей. Важным аспектом в системе управления качеством процесса проектирования является выявление и трансформирование взаимодействий показателей качества труда с показателями качества проектных решений. В противном случае теряется смысл системного решения проблемы обеспечения качества.
Проектирование автоматизированного механосборочного производства на уровне участков и цехов является сложной многофакторной задачей. Создание сквозных процессов проектирования конкретных свойств объекта проектирования позволяет сократить количество связей и согласований между собой, полученных на отдельных этапах, что позволяет выполнять оценку промежуточных результатов проектирования.
Учебник предназначен для студентов вузов, обучающихся по направлениям «Технология, оборудование и автоматизация машиностроительных производств», «Автоматизация и управление» и специальностям «Технология машиностроения», «Металлорежущие станки и инструменты», «Автоматизация технологических процессов и производств», а также другим техническим специальностям. Книга представляет интерес для инженернотехнических работников заводов, проектных организаций и институтов, занимающихся вопросами технологического проектирования, автоматизацией и управлением производственными процессами в машиностроении.
Чл.-корр. РАН, д-р техн. наук, профессор Ю. М. Соломенцев
ВВЕДЕНИЕ
Дальнейшее развитие и повышение эффективности машиностроения возможно при существенном росте уровня автоматизации производственного процесса. В последние годы широкое распространение получили работы по созданию новых высокоэффективных автоматизированных механосборочных производств и реконструкции действующих производств на базе использования современного оборудования и средств управления всеми этапами производства.
Производственные процессы должны обеспечивать выпуск продукции необходимого качества и требуемое количество изделий в заданный срок при минимальных затратах живого труда и вложенных капитальных затратах.
Технологическое проектирование автоматизированных участков и цехов прошло путь от систематизации практического опыта в области проектирования до создания научной дисциплины, которая занимается изучением закономерностей, действующих в производственном процессе изготовления изделий, с целью использования их при создании производства, обеспечивающего требуемое качество и количество изделий с наибольшей прибылью.
Впервые научные положения по технологическому проектированию механосборочного производства сформулированы русскими учеными И. И. Тиме, А. П. Гавриленко, М. Е. Егоровым. Дальнейшее накопление опыта отечественных и зарубежных исследователей и машиностроителей и его обобщение позволили создать стройную методологию проектирования производственных систем с заданными свойствами. На ее основе производят построение новых, а также реконструкцию и техническое перевооружение действующих производств. Особое внимание при этом уделяют реконструкции и техническому перевооружению действующих предприятий, так как средства, выделенные на эти цели, окупаются в среднем в 3 раза быстрее, чем при создании аналогичных мощностей за счет нового строительства.
В настоящее время в связи с необходимостью увеличения производительности труда, объема выпуска изделий, повышения их качества и интенсивного развития технических средств производства постоянно совершенствуют методику проектирования и используют в проектных работах математическое моделирование, а также средства вычислительной техники.
Проектированием автоматизированных участков и цехов, а также созданием заводов в нашей стране занимается ряд проектных институтов ГИПРО и ОРГ по отраслям машиностроения, которые на основе изучения специфики отрасли используют при проектировании последние достижения науки и техники, внедряют новые безотходные и ресурсосберегающие технологии, широко применяют типовые проекты, унифицированные конструкции, системы автоматизированного проектирования (САПР), а также поддерживают тесную связь с научно-исследовательскими, проектно-конструкторскими, строительными организациями и машиностроительными предприятиями в целях быстрейшего внедрения в проекты результатов их работ. Эти проектные институты принимают участие в разработке заданий на проектирование, выборе площадки для строительства или обследовании действующего производства при реконструкции и техническом перевооружении, определении объемов, этапов и стоимости проектных и изыскательских работ. Они выдают заказчику технические требования на разработку специального производственного оборудования, определяют объемы строительно-монтажных работ, состав и число оборудования, комплектующих изделий и материалов, обеспечивают патентную чистоту проектных решений, строительные организации технической документацией в сроки, установленные договором, участвуют в приемке в эксплуатацию объектов строительства и освоении проектных мощностей, организуют авторский, а в необходимом случае и технический надзор за строительством.
Основой проекта автоматизированного участка и цеха в целом является подробно, разработанная технологическая часть, что свидетельствует о приоритетной роли инженера-технолога в процессе проектирования механосборочного производства. Решение всех остальных частей проекта — конструкторской, строительной, энергетической, санитарно-технической и др. — зависит от технологического процесса изготовления изделий, который и определяет содержание задания для разработки этих частей проекта. Активное участие инженер-технолог должен принимать не только при создании основной (технологической) системы, но и при проектировании таких вспомогательных систем, как системы инстру-ментообеспечения, контроля качества изделий, складской, охраны труда обслуживающего персонала, транспортной, технического обслуживания и управления, а также подготовки производства.
Таким образом, круг задач, стоящий перед проектантом, не ограничивается только умением проектировать технологические процессы изготовления изделий; он должен решать весь комплекс вопросов, связанных с построением производственного процесса: должен хорошо разбираться в экономике, организации и управлении производством. Необходимость решения подобных вопросов возникает при работе на промышленных предприятиях, в проектных организациях, научных институтах, планирующих ведомствах и учреждениях.
Очевидно, что круг задач проектирования автоматизированных участков и цехов весьма широк, эти задачи сложны и многообразны, особенно если учесть масштабы современного производства и уровень техники, и решение их требует от проектанта широкого кругозора и глубоких знаний различных дисциплин.
Проектирование механосборочного производства получило развитие в результате обобщения опыта использования новейших средств производства и комплексной автоматизации производственных процессов на базе применения промышленных роботов, автоматических транспортных средств, контрольно-измерительных машин и т. п. В дальнейшем это позволит создавать интегрированные производства, обеспечивающие автоматизацию основных и вспомогательных процессов и при минимальном участии человека в производсгвенном процессе выпускать изделия требуемого качества и в необходимом объеме. Проектирование подобных производств должно вестись на базе современных подходов к принятию проектных решений, в частности, с использованием системно-модульного принципа построения производственных систем, формализации отдельных этапов проектирования и принципов анализа и синтеза производства, что позволит сократить сроки проектирования, повысить его качество и автоматизировать процесс проектирования.
При раскрытии сущности производственного процесса, протекающего в механосборочном производстве, и его проектировании особое внимание следует уделять совокупности взаимосвязанных этапов, в результате которых получается готовая продукция, взаимосвязи количественных и качественных изменений объекта производства, взаимодействию основной и вспомогательных систем, построению материальных, энергетических и информационных потоков, критериальной оценке проектных решений и совокупности итераций при проектировании.
Четкое усвоение методологической концепции проектирования автоматизированного производства на уровне участка и цеха, умение грамотно производить технико-экономический анализ проектных решений позволит создавать высокоэффективные производственные системы.
ОБЩИЕ ПОЛОЖЕНИЯ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТИРОВАНИЯ АВТОМАТИЗИРОВАННЫХ УЧАСТКОВ И ЦЕХОВ
Глава
1.1. Основные технические і( организационные направления проектирования
Возможность увеличения производственных мощностей без дополнительного привлечения рабочих дефицитных специальностей и использования дополнительных площадей без применения ручного труда делает создание автоматизированных производств и в их составе автоматизированных цехов и участков перспективным и экономически целесообразным.
В настоящее время автоматизация основных технологических процессов в промышленности, особенно в условиях массового и серийного производства, достигла достаточно высокого уровня. Тем не менее в мелкосерийном и единичном производстве используется значительная доля ручного труда. Рост производительности труда в условиях мелкосерийного и единичного производства может быть обеспечен в основном путем внедрения групповых методов обработки и создания на этой основе автоматизированных участков, приспособленных к выпуску широкой номенклатуры изделий благодаря быстрой переналадке оборудования.
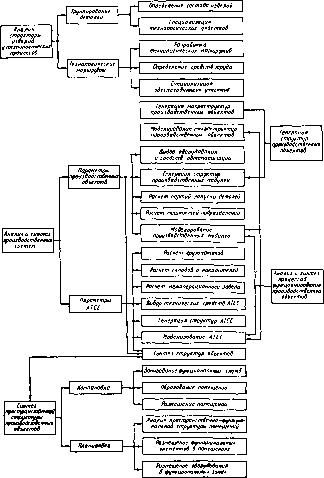
При реализации проблем, связанных с созданием автоматизированных цехов и участков, значительно возрастает значение проектирования, включающего экономический анализ принимаемых технических и организационных решений на всех стадиях жизненного цикла производственной системы (и, в первую очередь, на предпроектной стадии при выборе объектов и средств автоматизации), а также правильный учет всех составляющих технического, экономического и социального эффекта и затрат на их достижение (рис. 1.1).
Учитывая особенности автоматизированного производства, можно сформулировать основные принципы его рационального проектирования.
1. Выбор объектов автоматизации осуществляется на основе предварительного обследования производства и анализа исходной информации. Основания для включения какого-либо производства в перечень объектов автоматизации следующие:
недостаточная обеспеченность производства необходимой производственной мощностью для реализации перспективной программы выпуска изделий;
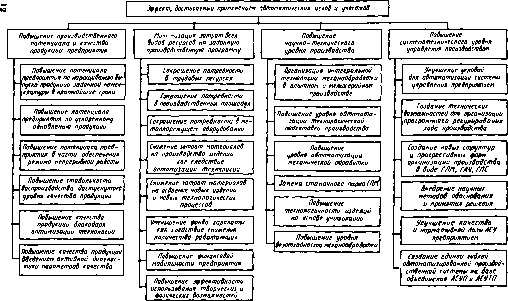 |
| Рас. t.l. Эффект, достигаемый применением автоматизированных цехов и участков |
необходимость создания металлосберегающего и энергосберегающего производства;
необходимость повышения качества продукции; наличие трудоемких процессов, ручного труда, тяжелых и вредных для здоровья рабочих условий труда; наличие условий для автоматизации: возможность автоматизации технологического процесса; возможность получения необходимого технологического оборудования, вычислительной техники, средств автоматизации, программного обеспечения в планируемый период; наличие квалифицированных кадров; наличие подразделений, занимающихся автоматизацией производства; наличие связей с научноисследовательскими и конструкторскими организациями, занятыми вопросами разработки средств автоматизации.
Выполнение дальнейшего анализа предварительно выбранных объектов и разработка предложений по автоматизации производства основываются на анализе перспективной программы выпускаемых изделий, их классификации и группировании
Окончательное решение о целесообразности автоматизации предварительно выбранных объектов принимают в результате определения экономической эффективности намеченных мероприятий.
В связи с задачей комплексной автоматизации производства возникает необходимость совершенствования процессов проектирования. Эта проблема особенно актуальна при создании автоматизированных производственных систем (АПС), так как существующая структура системы проектирования не обеспечивает оперативного получения ряда параметров для обоснованного выбора совокупности объектов и характеристик этих систем.
Проектирование автоматизированного производства в отличие от традиционного проектирования человеко-машинных производственных систем характеризуется потребностью в углубленной проработке всех структур объекта (временной, пространственной и функциональной), что приводит к соответствующему сдвигу в ресурсных затратах на создание подобных объектов.
При определении параметров функционирования автоматических объектов производственных систем (ПС) необходима взаимная увязка материальных потоков, реализуемых транспортноскладскими системами, и информационных потоков, реализуемых различными автоматизированными системами (диагностирования, контроля, управления и др.).
Связи между предметами труда (материалы, полуфабрикаты и др.), процессами труда, средствами труда и обслуживания (технологическое оборудование, средства транспортирования, вычислительная техника, сооружения и др.) с учетом вида изделий, уровня специализации и организационной структуры производства могут образовывать различные варианты объектов проектирования.
Организацию проектирования этих технически сложных объектов можно представить как последовательное взаимодействие трех блоков: разработки модели аналога объекта, формирования параметров реального объекта и детализации его параметров (рис. 1.2).
Блок разработки модели аналога объекта выполняет прогнозирование поведения объекта, определяя на основе многовариантной проработки основные параметры ПС. Функционирование блока заключается в получении предельных значений параметров объекта, необходимых для выбора прогрессивных технологических, энергетических и строительных решений. Результатом
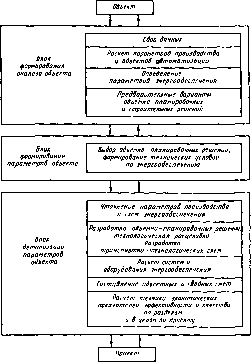 |
| Рис. 1.2. Модель организации проектирования 14 |
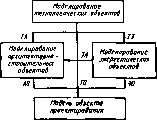
Рис. 1.3. Модель формирования парамет- НОСТИ работающих, б) ПО ров объекта проектирования выбору варианта системы
работы данного блока является обоснование следующих принципиальных решений: а) по технологии производства с включением вариантов расчета мощности подразделений основного и вспомогательного производства, подразделений автоматизированной системы управления (АСУ), расхода энергетических ресурсов, числен-
энергообеспечения; в) по объемно-планировочным и конструктивным разработкам производственных помещений.
Блок формирования параметров реального объекта реализует проектирование после решения задач по размещению объектов с учетом условий энергообеспечения, кооперации и специализации, мероприятий по охране окружающей среды и требований к основным технологическим и объемно-планировочным решениям. Эти требования являются ограничениями модели аналога объекта, изменяя условия расчета, а следовательно, и результаты прогноза. Сравнивая параметры объекта, полученные с учетом реальных условий, с параметрами прогноза, т. е. модели аналога, можно по значениям полученных отклонений судить о целесообразности создания объекта на конкретном производстве.
В соответствии с принятыми ранее условиями в блоке детализации параметров осуществляется окончательная разработка проектируемого объекта. Здесь проектируются схемы энергообеспечения, технологические планировки, конструктивные решения и выполняются составление смет, расчет эффективности и оценка качества проектных решений. Результатом работы данного объекта является разработка компонентов чертежей, сметной документации и пояснительной записки проекта. Таким образом, рассмотренные этапы проектирования обеспечивают вариантную разработку объекта по идеальной модели, принимаемой за аналог, до выполнения рабочих чертежей.
Модель формирования параметров объекта проектирования характеризуется различными связями: влияние технологических решений на значения параметров объекта — связью ТО (рис. 1.3); потребление топливно-энергетических ресурсов и воды, состав и количество удаляемых вредных веществ и требования к параметрам энергоносителей — связью ТЭ; необходимая площадь для производства, требования к размещению оборудования, объемно-планировочным и конструктивным решениям — связью ТА; специфические требования энергетических объектов к архи-
связью ЭА, влияние энер
тектурно-строительным решениям
гетических решений на значения параметров объекта в целом -связью ЭО. Воздействие строительных решении на значение параметров ПС — связью АО
Изложенная организация проектных работ образует функциональные и информационные взаимосвязи составляющих элементов процесса при формировании параметров объектов ПС. Она направлена на повышение эффективности принимаемых решений на основе их вариантной проработки.
1.2. Этапы проектных работ
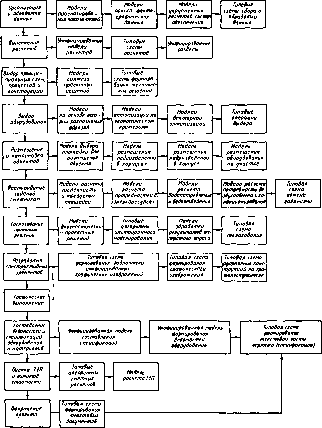
Модель проектирования автоматизированных цехов и участков представляет собой последовательную цепь событий, при которых происходит разработка проектных решений одними участниками проектирования и передача необходимых сведений по принятым решениям другим участникам (рис. 1 4). Общее число воздействий определяет сложность проекта и трудоемкость его разработки Воздействия можно разделить на существенные, определяющие проектные решения участников проектирования, и несущественные, требующие учета факта их наличия.
Так, воздействия технологического раздела являются суще-
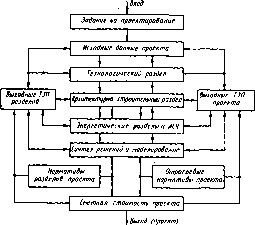 |
| Рис. 1.4. Модель проектирования автоматизированных цехов и участков |
 |
| Рис. 1.5. Функциональная структура проектирования |
Технологическое проектирование автоматизированных цехов и участков складывается из трех этапов: проектирования технологического комплекса, разработки технических средств и создания системы управления. Эти этапы должны быть взаимосвязаны, что обусловливается высокой сложностью создаваемого объекта и необходимостью использования при проектировании методологии системного подхода. В процессе проектирования этих объектов проводится в определенной последовательности преобразование следующей информации: о структуре и характеристиках материальных потоков предметов и средств труда; о компонентах производственной системы, включая АТСС; о компоновке объектов ПС; о процессах функционирования и т. д.
При проектировании производственных систем существует довольно жесткая связь между этими компонентами. Так, например, структура и характеристики материальных потоков предметов труда (материалы, заготовки, полуфабрикаты и др.) и методы их преобразования в готовые изДелия оказывают влияние на состав и специализацию технологических участков и АТСС. Структура и характеристика материальных потоков средств труда определяют организацию и специализацию производственных участков. Общая структура материальных потоков предметов и средств труда во взаимосвязи с технологическим процессом определяют структуру и технологию АТСС.
В свою очередь, структура ПС и АТСС и состав грузопотоков определяют компоновочные решения и организацию процессов функционирования ПС. Приведенная на рис. 1.5 функциональная структура проектирования основывается на реализации следующих этапов: структурного анализа изделий и технологических процессов; анализа и синтеза производственных систем, синтеза пространственных структур, синтеза процессов функционирования и управления. .
Реализация этапа по сбору исходных данных предусматривает структурный анализ изделий и технологических процессов, в результате чего определяется характеристика материальных потоков и создаются предпосылки для оптимизации грузопотоков, выбора вариантов транспортных средств и специализации технологических и транспортно-складских систем.
При определении параметров ПС и объектов, входящих в нее, используют результаты процедуры «Анализ структуры изделий и технологических процессов». Основные задачи процедуры сле-18
дующие: определение типа, параметров и количества транспортноскладской тары, оптимизация размеров транспортных партий деталей и количества кассет и спутников; оптимизация схем маршрутов и объемов грузопотоков; определение структуры и основных параметров накопительно-складских систем (участки разгрузки, перегрузки, укладки, загрузки, локальные накопители основных и промежуточных складов); оптимизация типового состава технических средств транспортно-складских систем и основных их характеристик; моделирование типовых структур ПС с учетом алгоритмов функционирования технических средств автоматизации производственных процессов. Также предусматривается оптимизация по локальным критериям (коэффициенты загрузки технологического оборудования, транспортно-накопительных и складских средств; интенсивность и себестоимость перемещения грузов; приведенные затраты и т. д.).
На этапе выбора технических средств для построения структуры ПС возникает задача формулирования технических требований на конструирование.
Основная цель процедуры «синтез пространственной структуры ПС» состоит в решении трех взаимосвязанных задач (объем, компоновка и планировка). «Объем» предусматривает решение не только задач по определению габаритных размеров объектов, создаваемых на основе строительных унифицированных секций (сетка колонн, пролеты и др.), но и поиск рационального разделения пространства внутри строительных объемов (здание, помещение и др.) для рационального размещения технологических, транспортных, энергетических и других средств.
Эти задачи предназначены для поиска вариантов объемных решений и размещения в них компонентов ПС. Результаты решения задачи «объем» используются в дальнейшем в процессе решения компоновки систем и планировки оборудования.
Оценка результатов производится по следующим показателям: стоимости, гибкости, отклонению от заданной площади, компактности, структурно-топологическому образу объекта.
На втором уровне решения задачи идет анализ полученных вариантов объекта, т. е. разделение объема на зоны.
Для оценки полученного разбиения используют следующие показатели: минимальную площадь зон запрета; минимальное число зон запрета; гибкость свободных зон.
Блок «Компоновка» предусматривает уточнение технологических требований и критериальных показателей, отражающих условия функционирования ПС.
Принципиальным моментом при зонировании на этапах компоновки технических средств ПС являются виды и организация основных материальных потоков (деталей, инструментов и т. д.), их интенсивность, стоимость, возможные направления трасс и строительные решения производственных помещений. При объединении подразделений в одном помещении огромную роль играет направленность транспортных потоков, их совместимость с удобством монтажа и ремонта оборудования и требованиями правил охраны труда. На этапе размещения помещений производится компоновка с учетом направления материальных потоков относительно зон хранения к зонам обработки. При размещении помещений необходимо учитывать рациональное использование площадей, гибкость производства, минимизацию транспортных потоков и минимизацию загрузки транспортных линий между помещениями.
Блок «Планировка» предназначен для решения вопросов, связанных с размещением оборудования. При решении этой задачи необходимо учитывать следующее: оборудование закреплено за определенными участками в соответствии с технологическими требованиями; известно расположение складов; выделены зоны прохождения межцехового транспорта и его загруженность; заданы технологические маршруты изделий и полуфабрикатов, отсутствует информация о возможном изменении маршрутов транспорта, его характеристиках, пропускной способности, дублировании и резервировании транспортных средств
Анализ существующих подходов к решению задачи планировки оборудования для ГПС и АТСС путем только минимизации транспортных затрат не отражает того множества факторов, которые приходится учитывать проектировщику в реальных условиях Поэтому лучше создавать множество вариантов, а потом с помощью многокритериальной оценки выбрать лучший. Получение множества вариантов размещения возможно благодаря множественности направлений трасс передачи полуфабриката от станка к накопителю или станку, не нарушая требований технологии Необходимо заметить, что в данном случае одновременно с размещением оборудования происходит размещение и транспортных путей.
Процедура «анализ и синтез процессов функционирования АТСС» предназначена для построения и исследования моделей структур АТСС с целью отработки и синтеза оптимальных проектно-конструкторских решений. Она должна обеспечивать построение моделирования в соответствующей форме и с достаточной точностью для обеспечения необходимой степени адекватности моделей
Моделирование осуществляется с целью получения оптимальных структур типовых решений АТСС и анализа их чувствительности к изменению компонентов структур и условий функционирования.
1.3. Принципы построения систем автоматизированного проектирования (САПР)
Разработка принципов создания САПР для проектирования автоматизированных цехов и участков должна осуществляться с учетом современных проблем, возникающих в процессе создания этих сложных объектов К числу наиболее существенных проблем следует отнести следующие:
создание производственных объектов носит комплексный характер, при котором приходится учитывать организационные, технические, социальные, экологические и экономические аспекты;
усилился межотраслевой, отраслевой и внутрифирменный характер производственных проблем, обусловивший необходимость оптимизации уровней кооперации и специализации,
возросшие требования к техническому уровню решений связаны с необходимостью сквозного планирования научно-технического прогресса с учетом сокращения цикла «жизни» технологии и изделий;
значительно увеличилось число региональных проблем, обусловливающих необходимость создания специфических объектов и условий функционирования производственных подразделений;
требования автоматизации проектирования несовместимы с недостатками, присущими традиционным системам проектирования. Эти недостатки связаны с отсутствием следующих факторов: оценки решений на начальных и промежуточных стадиях проектирования; сквозной информации, в результате чего имеет место многообразие отношений между исполнителями; показателей и нормативов к ним для оценки принимаемых решений в процессе проектирования; вариантного проектирования, что не позволяет проводить оптимизацию и выбор наиболее эффективных решений; непрерывного проектирования, что приводит к увеличению связей и согласований результатов, полученных на отдельных этапах.
Таким образом, переход к автоматизации в условиях комплексного проектирования производственных объектов связан с разработкой двух параллельных направлений — с одной стороны, это перестройка традиционного процесса проектирования, упорядочение его этапов, процедур и проектных решений в соответствии с возрастающей сложностью объектов проектирования, с другой — совершенствование организационного, методического, информационного, программного и технического обеспечения САПР, обеспечение удобства, простоты и доступности этих средств.
В качестве основных принципов построения САПР, отличающихся от ранее известных, следует назвать сочетание унификации и автоматизации, экономической интеграции и управления качеством. Эти принципы и определяют концепцию создаваемой САПР. Так, сочетание методов унификации и автоматизации обеспечивает принципиально новую методику проектирования, сочетающую компоновку объектов из набора типовых элементов с разработкой оригинальных решений за счет использования унифицированных процедур проектирования. Кроме того, создание системы многоуровневой унификации повышает эффект синтеза проектных решений в условиях различной степени автоматизации проектных задач. Этот принцип предусматривает также систематизацию методов принятия решений и выполнение конструкторских документов методом монтажа из повторяющихся элементов. Принцип экономической интеграции позволяет на этапах проектирования регулировать значения обобщенных экономических показателей через промежуточные составляющие. Обобщенные показатели характеризуют экономичность проекта в целом, а его составляющие — непосредственно экономичность решения локальных задач. Развитие этого принципа позволило решить проблему объединения совокупности задач в сквозные процессы проектирования, которые составляют основу комплексных решений. Принцип управления качеством проектных решений представляет собой совокупность прогрессивных методов и средств проектирования, обеспечивающих прогнозирование свойств и технико-экономических показателей создаваемого объекта и оценку принимаемых решений на начальной и промежуточных стадиях.
На основании сформулированных принципов структура САПР может быть представлена в виде двух подсистем: проектирующей и обеспечивающей (рис. 1.6). Проектирующая подсистема формирует функциональные задачи и является объектно-ориентированной, обеспечивающая подсистема является инвариантной и представляет общесистемные методы и, средства для создания автоматизированного проектирования. Структурное единство подсистем обеспечивается последовательностью выполняемых функций с учетом их свойств, связей и компонентов. Подпрограммы в структуре подсистемы являются базой для формирования конкретных разработок, а также для определения ресурсов в достижении целей. Каждая частная подпрограмма состоит из совокупности проектных операций, объединенных функциональными пакетами прикладных программ или программами для решения локальных задач. Разработкой подпрограмм обеспечивается создание сквозных процессов проектирования и интеграция проектных работ.
Решение организационных и методических вопросов в системе автоматизированного проектирования осуществляется обеспечивающей подсистемой, которая предусматривает прежде всего организацию взаимодействия человека с вычислительной техникой, образование баз данных, систем ввода и вывода информации и ее обработку.
Обобщением рассмотренных принципов создания САПР и предлагаемой структуры системы является логическая схема проектирования (ЛСП), которая отражает функциональный порядок решения задач и представляет собой иерархическую структуру, включающую уровни декомпозиции объекта и разделяющую процесс проектирования на этапы разработки. Этапы процесса описываются графом, вершиной которого являются проектные решения, а дугами — проектные процедуры.
Цели разработки ЛСП следующие: формализованное представление процесса решения взаимосвязанных задач проектирования, отображающего многоуровневую декомпозицию объекта
2Z
Л
1.6. Структуре системы автоматизированного проектирования
| Подпрограммы |
J 1 | Подсистемы |
| Определение мощности основного производства | Мощность основнаго и вспомогательного производства |
Технология (структура и параметры предприятия) |
| Защита работающих и окружающей среды am вредных воздействий | ||
| Мощность вспомогательного производства | ||
| Расчет грузооборота и транспортных средств предприятия |
Склады и подъемно - транспортные работы | |
| Состав общезаводских служб | Социальная инфра структура | |
| Структура и автоматизированные системы управления | Организация и управление предприятием | |
| Определение мощности теплоносителя, выбор систем воздухообмена | Теплоснабжение, отопление, вентиляция и кондиционирование воздуха | Энергетическая (инженерное обеспечение предприятия) |
| выбор вакуумных и газовых систем |
Газоснабжение и Вакуумные системы | |
| выбор принципиальной схемы водоснабжения и водоотведения | Водоснабжение и канализация | |
| Мощность и внутрицеховое электроснабжение | Электроснабжение и промышленная автоматика | |
| Монтажные схемы щитов КИП и автоматика | ||
| Размещение зданий и сооружений | Генплан | Архитектурно - строительная (компоновочные и архитектурно-строительные решения) |
| Компоновка здании и сооружений | Компоновочные решения здания | |
|
Архитектурно — строительные решения |
Архитектурно — строительные решения | |
| Конструктивные решения зданий | Конструктивные решения зданий | |
| Мощность предприятия | Формирование ТЭП |
ТЭП (технико-экономические показатели проекта) |
| Смета |
Оценка сметной стоимости строитель ства | |
|
Оценка эффективности и качества проекта |
Оценка эффективности и качества проекта |
 |
| Рис. 1.7. Структура типовых процедур |
Для систематизации свойств проектных действий, определения уровня их унификации и автоматизации, создания наиболее эффективных способов выполнения процедур, а следовательно, и получения прогрессивных решений выявляют типовые процедуры для всех разделов проекта (Рис. 1.7).
Таким образом, каждый этап состоит из совокупности типозых процедур инвариантных в пределах предметной области. В зависимости от целей и структуры проектируемого объекта состав процедур по этапам может меняться, при этом типовые процедуры могут повторяться на различных этапах
При реализации типовых процедур предусматривается возможность реализации одного из трех вариантов использования готового унифицированного решения; применения унифицированной модели решения; разработки оригинальной модели решения.
В результате выполнения типовых процедур получают решения. По содержанию проектные решения могут быть локальными и комплексными: локальные представляют собой результат выполнения частной функции одного раздела проекта без учета смежных связей, комплексные содержат совокупность смежных решений, характеризующих законченный технологический процесс, конструкцию или схему с окончательными значениями технико-экономических параметров (ТЭП) Такие решения характеризуют законченную функцию объекта с учетом смежных связей.
Контрольные вопросы
1 Какие факторы учитывают на предпроектной стадии при выборе объектов и средств автоматизации?
2 Как можно представить организацию проектирования объектов?
3 Какие основные этапы работ выполняет проектировщик’
4 Назовите структуру САПР
МЕТОДОЛОГИЧЕСКИЕ ПРИНЦИПЫ РАЗРАБОТКИ ПРОЕКТА АВТОМАТИЗИРОВАННЫХ УЧАСТКОВ И ЦЕХОВ

2.1. Основы анализа и синтеза производственной системы
П роизводственная система, включающая комплекс производственных участков и вспомогательных подразделений, предназначена для изготовления продукции требуемого качества и заданной программы выпуска. Структуру и параметры производственной системы выбирают при проектировании в зависимости от сложности и разнообразия конструкций выпускаемых изделий, объема их выпуска и условий изготовления.
Построение производственной системы, отвечающей указанным требованиям, должно выполняться на базе системного сквозного проектирования, включающего следующие основные этапы:
формулировку функционального назначения и требований к системе в целом, формализацию их в условиях автоматизированного проектирования и выбор критериев для оценки качества проектных пешений;
декомпозицию производственной системы, определение функций каждой подсистемы, формализацию требований к подсистемам, выявление внутриструктурных материальных, энергетических и информационных связей подсистем;
прстроение алгоритмических и параметрических моделей функционирования каждой подсистемы;
синтезирование производственной системы на базе разработанного производственного процесса с созданием единой системы материальных, энергетических и информационных потоков;
разработку компоновочных и планировочных решений размещения оборудования производственной системы в пространстве.
Системный подход к решению задачи по проектированию цеха или участка с наперед заданными свойствами, представляющих собой сложную динамическую систему из множества элементов, требует после уточнения исходных данных проведения ее декомпозиции с целью выделения подсистем, однородных по технологическим и организационным признакам, а также учета взаимосвязей между ними для синтезирования выделенных элементов.
В основу декомпозиции производственной системы закладывают принцип функциональности и минимальности. Принцип функциональности состоит в том, что выделенные при декомпозиции элементы должны быть по возможности обособлены, т. е. для
 |
|
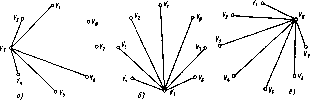
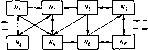
Рис. 2.1. Структурное описание производственной системы! а — диаграмма графа материальных потоков; б — диаграмма графа авергетнческвх потоков; в — диаграмма графа информационных потоков |
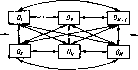
С учетом приведенных принципов на рис. 2.1 представлено структурное описание высшего уровня декомпозиции производственной системы, включающей в себя основную и семь вспомогательных систем, а также их материальные, энергетические и информационные связи. Вершины графов представляют следующие элементы производственной системы: ?\ — основную (технологическую) систему; ?г — складскую систему; ?3 — транспортную систему; ?4 — систему инструментообеспечения; ?ь — систему технического обслуживания; — систему контроля качества изделий; К, — систему охраны труда работающих; К8 — систему управления и подготовки производства. Ребра графа, связывающие вершины графа, представляют собой материальные (рис. 2.1, а), энергетические (рис. 2.1, б), информационные (рис. 2.1, в) потоки между соответствующими элементами производственной системы.
Таким образом, концептуальная модель производственной системы отражает комплекс производственных подразделений с тремя видами связей, обеспечивающий функционирование производственного процесса, начиная с момента получения исходных
полуфабрикатов и кончая выходом готовых изделий.
В основной системе выполняются технологические процессы по изменению качественных характеристик объекта производства. Например, заготовки, пройдя механическую обработку, приобретают требуемые форму, размеры, шероховатость, свойства поверхностного слоя материала, а в сборочном производстве из готовых деталей и комплектующих изделий производят сборку узлов и машин с требуемыми параметрами качества.
Вероятностный характер протекания производственного процесса изготовления изделий вынуждает создавать складские системы. где протекают технологические процессы хранения заготовок, полуфабрикатов и готовых изделий. Перемещение полуфабрикатов в пространстве осуществляется транспортной системой, обеспечивающей своевременную доставку их к соответствующему производственному оборудованию. Своевременное обеспечение технологического оборудования режущим инструментом и слесарно-сборочной оснасткой, а также контроль за правильной их эксплуатацией возлагается на систему инструментообеспе-чения. Система технического обслуживания создается для постоянного поддержания требуемого состояния и условий работы производственного оборудования. Выпуск продукции с требуемыми параметрами качества немыслим без использования системы контроля качества изделий. Современное автоматизированное производство в настоящее время нуждается в обслуживающем персонале, что приводит к необходимости создания специальных устройств и проведения определенных мероприятий, обеспечивающих безопасную работу и санитарные условия труда работающих, а также специальные виды обслуживания их. Эти функции возлагаются на систему охраны труда работающих. Основная задача системы управления и подготовки производства заключается в осуществлении контроля за состоянием производственного процесса и воздействия на него в случае нарушений по сравнению с запланированным ходом производства, разработке технологической и плановой документации, обеспечении производства заготовками и комплектующими изделиями, проведении организационных мероприятий по подготовке производства и обеспечения его технологической оснасткой.
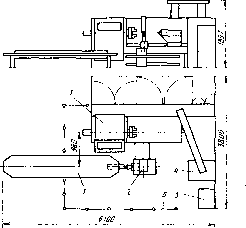
Первичным звеном организации автоматизированного производственного процесса является рабочая позиция. В зависимости от содержания операций и организации их проведения на рабочей позиции могут быть расположены технологическое оборудование, средства автоматической загрузки и разгрузки его (роботы, манипуляторы, автоматические стыковочные устройства с транспортной системой), накопители с полуфабрикатами, режущий и контрольно-измерительный инструмент, технологическая оснастка, средства охраны труда и управления технологической операцией (рис. 2.2).
Группы рабочих позиций объединяют в производственные участки, где осуществляется относительно локальная законченная часть производственного процесса — по изготовлению части (детали, узла) готового изделия. Объединение рабочих позиций и обеспечение их функционирования производится транспортнонакопительными устройствами, системой управления, средствами технического, инструментального и метрологического обслуживания, средствами охраны труда работающих на участке.
Более крупной организационной единицей является производственный цех, которой представляет собой производственное административно-хозяйственное обособленное подразделение эа-вода Производственным цехом называкл помещение, в котором расположены производственные участки, вспомогательные подразделения. служебные и бытовые помещения и помещения общественных организаций.
При создании автоматизированных цехов предъявляются определенные требования к производственным подразделениям и оборудованию, используемому в этих подразделениях. Например, исходя из необходимости создания гибкого автоматизированного цеха при его проектировании следует предусмотреть его способность к быстрой адаптации при изменяющихся условиях производства, причем как отдельных единиц производственного оборудования, так и производственных подразделений. Основные факторы, изменяющие условия производства, следующие: широкая и в ряде случаев нестабильная номенклатура изготовляемых изделий, отказы производственного оборудования, оснастки, инструмента и средств управления, неравномерное поступление полуфабрикатов, изменение физико-механических свойств обрабатываемого материала и т. д. Изменение входных условий изготовления продукции вынуждает создавать производственные системы, позволяющие быстро реагировать на них, с тем чтобы обеспечить выполнение производственной программы выпуска
 |
|
Рис. 2.2. Рабочая позиция: / — токарный станок 16К20ФЗ; 2 — промышленный робот МЮГ162 01, 3 — тактовый стол; 4 — устройство управления станком, 5 — устройство управления промышленным роботом; 6 — ограждение |
При структурном синтезе элементов производственной системы с заранее заданными свойствами необходимо решить задачу обеспечения требуемых свойств всей композиции элементов в производственных подразделениях с ее внутренними и внешними связями. С целью эффективного решения проектных задач желательно синтезировать производственные системы из унифицированных элементов, что сокращает время на проектирование и повышает качество проекта.
При проектировании автоматизированных цехов и участков на каждом этапе приходится одновременно решать технологические, экономические и организационные задачи, тесно связанные между собой.
В состав технологических задач входят: формирование списка требований к производственной системе исходя из ее назначения; анализ производственной технологичности изготовляемых изделий с точки зрения использования автоматических средств производства; проектирование технологических процессов; определение станкоемкости или машиноемкости операций; установление типажа и количества основного и вспомогательного оборудования, а также технологической оснастки; определение состава и числа работающих, норм расходов материала; расчет площадей автоматизированных участков и цехов; разработка заданий для строительного, сантехнического и энергетического проектирования; разработка задания на программное обеспечение производства.
Экономические задачи включают: расчет себестоимости и рентабельности выпуска изделий; определение удельных приведенных затрат, размеров основных и оборотных фондов; составление калькуляции; решение вопросов финансирования и др.
Организационные задачи включают: разработку структуры управления, выбор принципа формирования структурных подразделений цеха; научную организацию труда и его охраны, документооборот; организацию взаимодействия структурных подразделений, контроль хода производства и управление им и т. д.
Проектирование сложных систем, каковой является производственная система, чаще всего итерационный процесс. В ходе его создается несколько проектных решений как отдельных элементов, так и всей производственной системы в целом. Из сформулированной в общем виде задачи проектирования производственной системы следует, что глобальным критерием выбора оптимального проектного решения должен быть ноказатель приведенных затрат на изготовление изделий заданной программы выпуска в течение года, который может быть подсчитан по формуле
3=2 r^(e + P)SCT2^ + (?, + a)F;/F„2 ЛіЛІ, (2.1)
где / — номер изделия; п — число наименований изделий; Nt — годовой объем выпуска /-го наименования изделия (шт.); 6 =
= 1,15 — коэффициент заработной платы с начислениями; [} — общие накладные расходы в долях заработной платы, включающие расходы на текущий ремонт оборудования; 5СТ — заработная плата рабочего в 1 мин, руб.; і — номер операции; т — число операций в технологическом процессе изготовления изделия; Тф — трудоемкость изготовления /-го наименования изделия на і-й операции; Ев = 0,15 ... 0,20 — нормативный коэффициент эффективности капитальных вложений; а — 0,143 — коэффициент амортизационных отчислений; F} — часть годового фонда времени, отводимая на изготовление /-го наименования изделия (мин); Fa — эффективный годовой фонд времени работы системы, мин; At) — стоимость одной единицы технологического оборудования, используемого на t-й операции при изготовлении /-го наименования изделия, руб.; at — число единиц технологического оборудования, используемого на і-й операции.
Трудоемкость изготовления изделия Тф.} = Ti}lf, где Ти — станкоемкость і-й операции при изготовлении /-го изделия, мин: / — коэффициент многостаночного обслуживания.
Вследствие сложности и в ряде случаев недостаточной информации для определения ряда составляющих формулы на различных этапах проектирования на практике используют интегральные критерии. Так, например, при выполнении компоновочных и планировочных этапов проектирования может быть использован интегральный критерий, представляющий собой векторный функционал: f(Wit ?Рг) ext, где Wu W2 — оптимизационные критерии; Wi — критерий минимума мощности грузопотока, тм/год
Л «О
W\= 2 2 Яі^ауі-
(=1 а?=1
Здесь п — число наименований изделий, перемещаемых в год; со — число операций в производственном процессе изготовления і-го изделия; q, — масса изделий і-го наименования, перемещаемых за год, т; Іауі — расстояние между а-й и уй рабочими позициями, на которое происходит перемещение і-го наименования изделия, м; — критерий максимального съема продукции с единицы объема цеха (участка) в год; W2 = N/V, шт/(м3-год), где N — программа выпуска изделий в цехе, шт/год; V — общий объем цеха, м3.
При многокритериальной оценке качества проектного решения ряд частных показателей может иметь различную размерность, но они приводятся к одной путем введения весовых коэффициентов, которые определяют на основании статистических данных и в общем случае отражают степень влияния каждого показателя на приведенные затраты. Таким образом, интегральный показатель оценки качества проектного решения определяется как сумма
т
частных показателей, взвешанных по их значимости: Wn = S W,kh
j-i
где kt — весовой коэффициент.
Точность принятия решений при многокритериальной оценке • зависит от объективности принятых весовых коэффициентов ft,, которые должны отражать конкретные производственные условия. В ряде случаев число частных показателей может возрасти по сравнению с вышерассмотренным двухкритериальным случаем В частности, могут дополнительно быть введены другие частные критерии, трудоемкость и станкоемкость изготовления изделий, цикл их изготовления, коэффициент загрузки технологического оборудования, протяженность коммуникаций и др. Однако при выборе числа критериев следует учесть, что чрезмерное их число может не привести к желаемому эффекту вследствие роста суммарной погрешности интегрального критерия и трудоемкости проектных работ.
В методологические основы проектирования помимо вопросов выбора' критериев оценки качества проектных решений входит и разработка структурно-функциональных, алгоритмических, параметрических и планировочных моделей.
Используя основные принципы декомпозиции сложных систем, в первую очередь производят построение структурной и функциональной модели. Структурная модель отражает состав и взаимосвязь элементов производственной системы, а функциональная модель — свойства элементов системы, необходимые для выполнения ими своего служебного назначения.
Разработав структурно-функциональные модели, переходят к построению алгоритмических моделей, которые отражают последовательность взаимодействия элементов в процессе функционирования производственной системы. На следующем этапе проектирования строят параметрические модели, представляющие собой уравнения материально-энергетического баланса, на основании которых определяют количественные значения каждого элемента и взаимосвязи между физическими параметрами элементов производственной системы.
На окончательном планировочном этапе решают задачу построения планировочных моделей, отражающих размерные связи между отдельными элементами производственной системы чаще всего в метрике эвклидова пространства.
Положив в основу указанные выше методологические принципы разработки проекта автоматизированных участков и цехов, предлагаем последовательность проектирования, приведенную на рис. 2.3.
На основании исходных данных, которые определены из условий функционирования автоматизированного цеха и участка, приведенных в техническом задании на проектирование, про-
Проектирование
основной
Проектирование вспомог отельных систем
Синтез
производственноі
системы
Исходные
данные
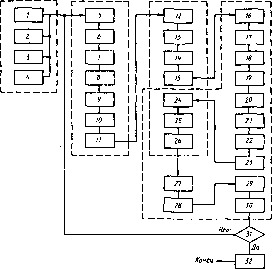
Рис. 2.3. Алгоритм проектирования производственной системы:
/ — разработка программы выпуска; 2 —» габариты, масса и материал изделий, 3 •— параметры качества изделий; 4 — режим работы производства; 5 — оценка технологичности изделий. 6 — разработка технологических процессов изготовления изделий; 7 — определение типажа основного оборудования; 8 — расчет станкоемкости и трудоемкости операций; 9 — определение количества основного оборудования; 10 — разработка требований к условиям работы оборудования, // — составление заданий на нестандартное оборудование, 12 — проектирование системы инструментообеспечення; 13 — проектирование системы контроля качества изделий; 14 — проектирование складской системы; 15 — проектирование системы охраны труда; 16 —- разработка производственных маршрутов изготовления изделий; 17 — выбор принципа формирования структурных подразделений, 18 — выбор состава производственных подразделений; 19 — определение состава и количества оборудования в структурных подразделениях; 20 — расчет площадей производственных подразделений; 21 — расчет площади цеха н его габаритных размеров; 22 — компоновка цеха, 23 — построение схемы размещения оборудования в производственных подразделениях; 24 — проектирование транспортной системы; 25 — проектирование системы технического обслуживания, 26 — проектирование системы управления и подготовки производства; 27 — планировка оборудования в производственных подразделениях и в цехе; 28 — определение состава и количества работающих в подразделениях и в цехе, 29 — окончательное формирование схемы материальных, энергетических и информационных потоков, 30 — расчет технико-экономнческнх показателей проекта; 31 — выбор канлучшего варианта проекта; 32 — разработка заданий do строительной, сантехнической и энергетической частям изводят построение основной системы. Для этого проводят следующие виды проектных работ: оценивают технологичность конструкции изделий в условиях автоматизированного производства; разрабатывают технологические процессы изготовления изделий, на основании которых определяют типаж основного оборудования и его количество. На заключительном этапе производят разработку требований к условиям работы технологического оборудования и заданий на проектирование нестандартного оборудования. Проектирование семи вспомогательных систем выполняют в той же последовательности, что и основной системы. Например, при проектировании системы инструментообеспечения необходимо реализовать следующие этапы: установить структуру и функции каждого подразделения в системе инструментообеспечения; разработать процессы, протекающие в ней, на основании их определить состав и количество оборудования в системе инструментообеспечения; разработать планировочное решение.
На базе разработанных производственных маршрутов изготовления изделий производят формирование всей производственной системы путем синтезирования основных и вспомогательных систем и установления единой системы материальных, энергетических и информационных связей в пространстве и во времени, реализуемых впоследствии соответственно транспортной системой, системой технического обслуживания и системой управления и подготовки производства. В основу выбора принципа формирования структурных подразделений, их состава, состава и количества оборудования в структурных подразделениях, а также построения схемы размещения оборудования в производственных подразделениях закладывают разработанные схемы материальных потоков.
Каждый вариант проектного решения производственной системы формируется путем однократного прохождения всех блоков схемы. При многократных циклах разрабатывают несколько вариантов, причем разработка каждого последующего варианта проектного решения производится только после анализа результатов предыдущего проектного решения Выбор оптимального варианта решения происходит по принятой системе критериальной оценки. Число разработанных вариантов зависит от уровня унификации проектных решений, сложности объекта проектирования и уровня автоматизации проектных операций.
В качестве исходных данных для синтезирования производственной системы в условиях автоматизированного проектирования должны быть следующие: математическое описание целевой задачи с указанием свойств, предъявляемых к системе; производственные маршруты изготовления изделий с описанием всех процессов, протекающих как в основных, так и во вспомогательных подразделениях; ограничения на показатели системы; технические характеристики принятого производственного оборудования.
Структурный синтез производственной системы осуществляют путем декомпозиции кодов целевых задач, комбинации кодов элементной базы и введения промежуточных элементов для определения материальных, энергетических и информационных связей между производственным оборудованием
Рассмотрим процесс структурного синтеза на примере проектирования складской системы и. в частности, на базе создания материальных связей. Входом в складскую систему являются поступающие в нее полуфабрикаты, которые комплектуют с целью формирования транспортной партии и транспортируют к ячейкам склада, где осуществляется хранение. Система ограничений на показатели процесса складирования поедставляется в следующем виде: срок хранения t, запас хранения q. вероятность Р выполнения складских операций, стоимость С оборудования складской системы, часть объема цеха V, занимаемая автоматизиоованным складом.
Функциональные характеристики складского оборудования задаются в виде списка комплектующих элементов, кодов преобразований и количественных показателей по принятой системе ограничений на показатели склада. Введем следующие обозначения элементов складской системы:
31 — элемент, транспортирующий и комплектующий транспортную партию, с параметрами tu qu Ри Clt IV,
32 — элемент, транспортирующий и хранящий полуфабрикат, с параметрами t3, q3, Р2, С2, V;
33 — элемент, комплектующий транспортную партию, с параметрами t3, q3, Р3, С8, V3,
Э3 — элемент, транспортирующий полуфабрикат, с параметрами tt, qit Pt, Сі, ?і\
Эъ — элемент, осуществляющий одновременно комплектование, транспортирование и хранение полуфабриката, с параметрами *6, q6, Рь, Сь, ?Б;
Э3 — элемент, осуществляющий хранение полуфабриката, с параметрами t9, qe, Р9, С„, ?„.
Основанием для кодирования состояния М полуфабриката является следующий процесс складирования: я0 — поступление полуфабрикатов на склад; яі — комплектование транспортной партии; я2 — транспортирование полуфабриката к месту хранения; п3 — хранение полуфабриката. В этом случае характеристики элементной базы описываются следующими функциями передачи:
М (Эі) — п^/я0; М (Эа) — я3/пі,
М (Э3) = rti/rt0; М (Эі) = я2/яі;
М (Эь) = Пз/я0; М (Эв) = Яд/яа.
Система ограничений на синтез производственной системы имеет следующий вид: t ;> t*- q ;> q*\ Р ]> Р*\ С С*\ V < V*.
Код целевой задачи оценивается отношением начального и конечного состояний полуфабриката: R (Ап) — я3/я0.
При комплектовании в складской системе одновременно полуфабрикатов двух наименований необходимо провести декомпо-зицию процесса их комплектования на две различные транспортные партии.
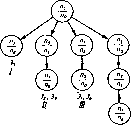
Разработка различных вариантов декомпозиции функции передачи может быть достигнута путем перебора произведений кодов элементов, причем число вариантов будет зависеть от числа элементов, из которых складывается процесс складирования (рис. 2.4).
На первом этапе синтезирования структуры, когда информации об объекте проектирования недостаточно, целесообразно на последующих этапах проектирования рассматривать несколько вариантов структур, близких к оптимальному, что позволит избежать ошибок при проектировании.
На основании анализа условий работы и структуры производственных подсистем определяют взаимные материальные, энергетические и информационные связи между ними, а также требования к условиям их работы. С этой целью выполняют анализ функций основной и вспомогательных подсистем в наиболее вероятных режимах работы, по результатам которого формулируют диапазоны изменения параметров подсистем и требования к компоновочным и планировочным решениям. Синтез производственной системы представляет собой многоступенчатую задачу, причем на каждой ступени формируется несколько конкурирующих вариантов. Общность синтезов при создании различных производственных подразделений производственной системы позволяет унифицировать проектирование и создать сквозную САПР автоматизированных участков и цехов.
Принятые методологические основы положены в основу создания сквозных и непрерывных САПР производственных систем, которые должны иметь следующую базу: нормативное и технологическое обеспечение; систему критериальной оценки как для выбора методов решения проектной задачи, так и для анализа результатов ее решения; обоснованную последовательность проектирования с учетом взаимосвязей между отдельными этапами проектирования; эффективную организационную основу, обеспечивающую оперативное управление процессами проектирования. Все это позволит создавать эффективные САПР, отвечающие современным требованиям к качеству проектирования, в заданные сроки.
З'ш' 1 ^ис- 2.4. Декомпозиция функции передачи “ методом перебора произведений кодов элементов
2.2. Принципы формирования производственных участков и цехов
Важным этапом при технологическом проектировании автоматизированных участков и цехов является выбор принципа их формирования, который, в свою очередь, зависит от сложности выпускаемой продукции, программы выпуска и режима работы производства. Существуют три принципа формирования производственных участков и цехов, определяющих форму организации производства: линейный, предметный и технологический.
При поточной форме организации производства используется линейный принцип, характеризующийся строго определенной последовательностью выполнения операций технологического процесса в каждый момент времени. Чаще всего этот принцип реализуется в виде автоматических поточных линий.
С повышением номенклатуры изготовляемых изделий становится целесообразным использовать общность технологических маршрутов и формировать производственные подразделения, используя предметный принцип. Применительно к формированию цехов — это создание механосборочных предметно-специализированных производств (например, цеха, двигателей, шасси и т. п.), где сосредоточивается все оборудование, которое необходимо для полного изготовления сборочной единицы. Формирование участков по этому принципу производится в зависимости от конструктивного вида изделий, например участок корпусных деталей, участок валов и т. п. Основным преимуществом данного принципа является повышенная ответственность за выпуск качественной продукции, короткие материальные потоки и упрощается структура управления производством.
При значительной номенклатуре изготовляемых изделий эффективен технологический принцип формирования производственных подразделений, характеризующийся выполнением однотипных операций технологического процесса и использованием однотипного технологического оборудования. Применительно к созданию цехов этот принцип реализуется путем формирования специально механических и сборочных цехов, а ..участки создают в зависимости от вида выполняемой операции (например, участок токарный, фрезерный и т. п ). К преимуществам данного принципа можно отнести единство системы управления для всех сборочных или механообрабатывающих работ, единый уровень требований к качеству деталей и выполнения сборочных работ, упрощение структуры управления на участке благодаря специализации работ.
Выбор принципа формирования участков и цехов оказывает большое влияние на синтез структуры производственной системы, т. е. обоснованное определение ее состава При формировании
Рис. 2.5. Схема расположения технологического оборудования на производственном участке
 |
|
Ц 6 5 3 3 5 5 2 |
Для выбора принципа формирования производственных подразделений можно использовать такой показатель, как степень кооперации, которую определяют исходя из среднего числа материальных связей между технологическим оборудованием: х =
N
= 2 k,/N, где kt — число материальных связей, которыми t-e
і=1 4
оборудование связано с остальным оборудованием; N — количество технологического оборудования в структурном подразделении.
При определении числа материальных связей учитывают грузопоток как от данного технологического оборудования, так и к нему. Дублирующие материальные связи учитываются однократно.
На рис 2.5 приведен пример схемы расположения технологического оборудования на производственном участке, на которой изображены материальные связи между оборудованием согласно технологическим маршрутам изготовления изделий. В этом случае 2*== 2-1 -f- 3-2+ 4-1 + 5-3-f- 6-1 = 33; k= 33/8 х як4,1 '
Для рассмотренных выше трех принципов формирования структурных подразделений производственной системы возможны четыре границы: нижняя граница линейного принципа; граница между линейным и предметно-однонаправленным принципом; граница между предметно-разнонаправленным и технологическим принципом; верхняя граница технологического принципа.
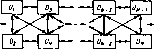
Указанные границы устанавливают исходя из принципиальных схем формирования производственных подразделений (рис. 2.6), по которым определяют число материальных связей и степень кооперации. Область использования рассмотренных принципов формирования структурных подразделений производственной системы показана на рис. 2.7. Линии, ограничивающие каждую область, построены на основании зависимостей, приведенных на рис. 2.6. Пользуясь графиками, приведенными на рис. 2.7, можно выбрать принцип формирования производственных подразделений, если известно следующее: количество оборудования каждого типа и общее число единиц оборудования
—Н °' І~Ч °г К---Ч °н-і j—Ц ок
lk; = (N-2)2+ 2-1 - 2N-2
Нижняя гранича линейного принципа
гн-г _ г
N ~2 N
О, —»- 0} -«¦ о„г} —*> Ом.,
*д??г оД--
Граница между линейным и предметно -однонаправленным движениемОн-г
!к; = (Ы-У)У +2-3+ 2-2 = УЫ-Ь
. УН- 6 N
 |
|
Ik; = (N- У) 10 + У’ 6 = I0N-I6 WN- 16 _ in К Л - ,и~ N |
 |
|
Ik; - 2N (N- I) , 2N(N— Г) _ N ~ 2N-2 |
верхняя граница технологическаго принципа
Рис. 2.в. Принципиальные схемы формирования производственных подразделений
в структурном производственном подразделении, производственные маршруты изготовления изделий, на основании которых определяются число материальных связей и степень кооперации.
В качестве примера рассмотрим выбор принципа формирования производственного участка, на котором протекают технологические процессы изготовления пяти наименований изделий. Исходные данные приведены ниже.
Изделие Технологические
маршруты
А ...... з—7—б—4—j
Б . . :......3—5—2—3—4—8
В.......2—1—6—7—8
Г........3—5—1—7—6-4
Д . . . . 2—6—4—2
Результаты расчетов сведены в табл. 2.1
2.1. Результаты расчетов по выбору принципа формирования производственных участков
|
№ стан ка | Материальная связь с другими станками | N | |
| 1 |
ч- ч- Ч- 4, 2, 6, 5, 7 | 5 | 1 |
| 2 |
Ч- ч— 5, 3, 1, 6, 4 | 5 | 3 |
| 3 |
ч- 7, 5, 2, 4 | 4 | 2 |
| 4 |
Ч- -> -4- -*• -*• 6, 1, 3, 8, 2 | 5 | 1 |
| 5 | 3, 2, 1 | 3 | 1 |
| 6 |
ч- -> ч- -*• ч- 7, 4, 1, 7, 2 | 5 | 2 |
| 7 |
ч- ч- -э- ч- 3, 6. 6, 8, 1 | 5 | 2 |
| 8 |
Ч- Ч— 4, 7 | 2 | 1 |
| Итого | 34 | 13 |
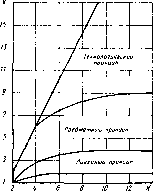
Рис. 2.7. Области использования раз- Технологические маршруты изго-
личиых принципов формирования про- товления изделий А, Б, В, Г, Д рас-изводственных подразделений сматривают последовательно, чтобы
установить материальные связи с каждым станком. Например, при рассмотрении указанных маршрутов можно устано вить, что станок № 1 имеет следующие связи в технологическом маршруте изготовления детали А со станком № 4, в технологическом маршруте изготовления детали В со станками № 2 и № 6, в технологическом маршруте изготовления детали Г со станками № 5 и № 7
Определенные таким образом связи заносят в табл 2 1, причем указывают и их направление стрелкой Дублирующие связи, например 3—5 в технологических маршрутах деталей Б и Г, учитывают однократно После расчета числа связей для каждого станка и суммирования их для всех единиц оборудования определяют степень кооперации х— 34/13 = 2,62 'В соответствии с рис 2 7 определяют принцип формирования производственного участка (в рассматриваемом случае линейный)
2.3. Технологичность конструкций изделий в условиях автоматизированного производства
Основная цель анализа всей номенклатуры изделий, изготовляемых в цехе или на участке, заключается в проверке на технологичность изделий с точки зрения автоматизации производства. Под технологичностью изделий понимают свойства изделий, заложенные в них при конструировании и позволяющие в полной мере использовать все возможности и особенности экономичного производственного процесса, обеспечивающего их требуемое качество при надлежащем объеме выпуска. Таким образом, основным показателем оценки технологичности изделия является себестоимость его изготовления
Технологичность изделий обеспечивается следующим образом снижением номенклатуры изготовляемых изделий путем унификации и стандартизации; развитием конструктивного подобия и унификацией поверхностей и комплектов поверхностей с целью типизации технологических процессов; проработкой конструктивных форм деталей для обеспечения необходимой точности, устойчивости и жесткости при установке полуфабрикатов в процессе механической обработки, сборки, транспортировании, контроле качества и т. п.; целенаправленным конструктивным оформлением единых технологических баз, позволяющих изготовить детали при минимальном числе операций; конструированием деталей с учетом использования при их изготовлении минимальной номенклатуры стандартного инструмента (не допускать наличия крепежных отверстий диаметром менее б мм), унифицированной технологической оснастки, унифицированных транспортных, складских и других средств и обеспечения условий собираемости без дополнительных пригонок по месту; конструированием сборочных единиц с учетом возможности автоматической сборки При проектировании автоматизированного механообрабатывающего производства на первых этапах производят предварительную оценку технологичности изделий по укрупненным показателям, так как еще полностью не известны технологические возможности создаваемого производства. В дальнейшем, когда будут составлены маршруты технологических процессов, определены комплекты производственного оборудования, оснастки и сформированы производственные процессы на участках и в цехе, показатель технологичности изделий может быть уточнен
В общем виде уровень технологичности изделий может быть определен путем решения следующей оптимизационной задачи. Необходимо найти пару (х*, t*), выполняющую следующие ограничения:
где x — вектор конструктивных параметров изделия; D — множество допустимых конструктивных параметров; t — вектор технологических вариантов изготовления изделия; й„ — множество допустимых пар (х, t), определяющих возможности производственной системы; К (х) — показатели качества изделия, являющиеся функцией от вектора х; К — заданный уровень качества; W — затраты на изготовление изделия; S — параметры служебного назначения.
Таким образом, конструкция изделия х* будет технологичной, если вектор х* удовлетворяет (2.2)—(2.5).
| 2.2. Коэффициенты серийности | ||||||||||||||||||||||||
|
Предварительная оценка производственной технологичности изделий в многономенклатурном производстве может быть произведена следующим образом. На первом этапе производится разбивка всей номенклатуры изделий на группы с учетом общности оборудования, оснастки и технологического процесса изготовления. При формировании групп принимают во внимание габаритные размеры и материал изделий, их геометрическую форму, общность подлежащих обработке поверхностей, точность и шероховатость поверхности, однородность заготовок и серийность выпуска.
Для выбранного изделия-представителя определяют коэффициент серийности fec.np по табл. 2.2.
Степень унификации изделий оценивается коэффициентом унификации kj4 Пр, который характеризует число оригинальных повер х ностей издел и я -п редстав ител я:
пр — Пор. пр/Пх. пр, (2.6)
где Дор. пР — число оригинальных поверхностей у изделия-представителя; /7Т. Пр — число типовых поверхностей у изделия-представителя.
Значения коэффициента &т. пр, учитывающего точность изготовления изделия-представителя, приведены ниже:
Точность изделия.........Нормальная Повышенная Высокая
feT. пр ............ 1.0 1.1 1.2
Коэффициент использования материала изделия-представителя
Аи. М. пр = М3 , пр/Мд. прі
где Л4в.цр — масса заготовки для изделия-представителя, кг; Мд. пР — масса готового изделия-представителя, кг.
Имея набор коэффициентов серийности, унификации, точности и использования материала для каждого изделия-представителя группы, приступают к оценке технологичности других изделий, находящихся в соответствующей группе по следующей эмпирической зависимости:
ATex = (Ас. пр/Ac) (Ау. пр/Ay) >(АТ. пр/Ат) (Ад. м. np/Аи. м) >
где АтеІ — коэффициент, характеризующий уровень технологии* ности изделий в соответствующей группе; /га, п, I, k — показатели степеней при соответствующих отношениях коэффициентов. Коэффициенты Ас, Ау, Ат, Аи.м для каждого изделия в группе определяют по формулам (2.6), (2.7) и табл. 2.2 и 2.3.
Показатель уровня технологичности изделия может быть использован на стадии проектирования автоматизированных участков и цехов при подборе номенклатуры изготовляемых на них изделий, обеспечивающей наиболее эффективное использование технологических возможностей производства, а также для выдачи рекомендаций конструкторам для изменения конструкции менее технологичных изделий.
2.4. Технологический процесс
как основа создания производственной
системы
Перед началом проектирования технологических процессов изготовления изделий разрабатывают основные организационно-технические направления построения автоматизированного сборочного и механического производства. При этом исходят из того, что себестоимость продукции должна быть низкой, качество — не ниже заданного техническими требованиями, а производительность труда — выше, чем у подобных производств.
Решения указанных основных задач в сборочном производстве достигают следующим образом: сокращением объемов заготовительно-пригоночных работ путем повышения качества деталей, замены различных видов обработки механической (внедрение высокоточных методов финишной механической обработки взамен шабрения) и механизацией заготовительно-пригоночных работ; внедрением организационных мероприятий, включающих увеличение объемов поточных методов сборки, типизацию сборочных процессов и специализацию рабочих мест и участков по конструкторско-технологическим признакам; внедрением современных методов технологической подготовки производства и автоматизированных систем управления, внедрением бригадных методов на сборке; внедрением средств автоматизации и механизации сборочных процессов; компоновкой сборочного оборудования из унифицированных узлов, позволяющей наращивать технологические возможности; сокращением трудоемкости сборочных операций благодаря повышению технологичности изделий, например путем замены подводящих масляных трубопроводов другими элементами, обрабатываемыми на станках; стандартизацией базовых поверхностей и методов сборки, созданием в подшипниках натягов с помощью тарельчатых пружин и т. п.; использованием прогрессивных методов сборки и закрепления дет? пей (сборка в вихревом потоке газов, с использованием электромагнитного поля, вакуума, ультразвука, адаптивных устройств и др.), а также соединением деталей с помощью упругого и пластического деформирования (склейка, сварка электронным лучом, лазером, ультразвуком и т. д.); созданием переналаживаемого и программируемого автоматического сборочного оборудования; применением типовых и групповых высокоавтоматизированных технологических процессов.
При проектировании автоматизированных механических участков и цехов следует ориентироваться на приведенные ниже организационно-технические направления.
1. Заготовки в виде отливок желательно получать с центро-литов, причем используя прогрессивные методы получения заготовок: плавку чугуна в вагранке, формообразование мелких отливок на автоматических линиях, крупные и средние отливки изготовлять из быстротвердеющих смесей с применением жакетов и профильных опок, литьем по выплавляемым моделям, путем вакуум-процесса, в оболочковые формы и центробежное литье.
Заготовки в виде поковок и штамповок желательно получать с центрокузов, путем изготовления их на кривошипных горячештамповочных прессах, на радиально-обжимных машинах с ЧПУ, на кольцераскатных станках. Находит широкое применение холодная объемная штамповка. Этим методом изготовляют поршневые пальцы, клаш лы, вторичные валы коробок скоростей, полуоси и т. д.
2. При выборе технологического оборудования для автоматизированных участков и цехов в первую очередь учитывают серийность выпуска, которая определяет уровень гибкости оборудования. В ГПС широко используют многоцелевые станки, причем с увеличением серийности становится целесообразным применение многошпиндельных насадок на этих станках Часто многошпиндельные насадки выполняют сборными из унифицированных элементов, что позволяет при ограниченном числе конструктивных элементов составлять несколько вариантов многошпиндельных насадок (рис. 2.8).
С целью повышения производительности в ряде случаев используют двусторонние, двухшпиндельные станки с инструмен-
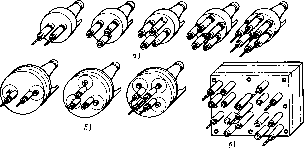 |
| Рис. 2.8. Мноюшпиндельные головки (а, б) для станков ИР320ПМФ4, ИР500МФ4, ИР800МФ4 н многошпиндельная коробка (в) для блок-центра ИР800ГШФ4 и агрегат-центра |
В последнее время технологическое оборудование оснащают микропроцессорной техникой и адаптивными системами управления, позволяющими повысить точность и производительность обработки и сборки изделий.
При выборе оборудования следует предпочитать оборудование, построенное по агрегатно-модульному принципу, что позволит увеличить гибкость автоматических комплексов, сократить объем и сроки разработки конструкторской документации, сократить сроки создания комплексов благодаря запуску в производство основных его унифицированных компонентов параллельно с разработкой конструкторской документации, снизить стоимость изготовления отдельных частей комплексов вследствие серийного изготовления унифицированных элементов на специализированных заводах, увеличить надежность работы комплексов в связи с применением апробированных конструкций унифицированных элементов.
Все основное оборудование на автоматизированном участке должно обеспечивать: полную автоматизацию цикла обработки или сборки; надежную установку полуфабрикатов в рабочей зоне оборудования; своевременное удаление стружки из зоны резания и со станка; возможность очистки базирующих и крепежных поверхностей технологической оснастки; требуемые форму и расположение рабочей зоны, позволяющие обслуживать оборудование с помощью промышленных роботов; безопасность и удобный доступ к рабочей зоне и органам управления оборудованием операторам.
3. При термической обработке деталей желательно использовать следующие прогрессивные технологические процессы: ионное азотирование, газовую нитроцементацию с закалкой в горячей среде, закалку ТВЧ в растворах полимеров или на лазерных установках.
Разработку технологического процесса механической обработки начинают с выбора метода получения заготовки, осуществляемого на основе экономических расчетов. После выбора заготовки производят анализ различных вариантов базирования и определяют комплект технологических баз, маршрут и методы обработки исходя из обеспечения требуемой точности и производительности обработки.
При назначении маршрута необходимо установить число переходов, необходимых для обеспечения точности детали по отдельным ее параметрам: точности размеров, формы и относительного положения поверхностей, шероховатости поверхности. Для этого используют таблицы средних экономично достижимых точностей, получаемых в производстве на различных видах оборудования и при различных методах обработки.
После того как разработана последовательность выполнения переходов, определяют станкоемкость каждого перехода по нормативам или монограммам.
Важным этапом при проектировании маршрутной технологии является выбор структуры операции по оперативному времени, от которого зависит производительность процесса изготовления изделия. В свою очередь, оперативное время tou (мин складывается из основного времени іа и вспомогательного времени fB, т. е. tou = tQ -{- t^.
Основное время затрачивается на изменение размеров, формы, состояния поверхностного слоя (или других физико-механических свойств) полуфабриката или на изменение его положения при сборке. Вспомогательное время затрачивается на приемы, сопутствующие изменению качественных характеристик полуфабриката. Оно складывается из следующих составляющих: времени, затрачиваемого на съем и установку полуфабриката fc.y; времени вспомогательного перемещения инструментов — подводы, отводы, повороты инструмента іъ. и; времени вспомогательного перемещения полуфабриката вместе с приспособлением t„. п.
При рассмотрении временных структур выполнения операций можно выделить следующие способы их реализации: последовательный, параллельно-последовательный и параллельный. Применительно к протеканию основного времени такие разновидности назовем классами, а применительно к вспомогательному времени — группами. Формулы, определяющие каждую разновидность временной структуры выполнения операции по оперативному времени, сведены в табл. 2.3.
Рассмотрим вначале I класс 1-й группы временной структуры выполнения операции, который характеризуется последовательным протеканием основного и вспомогательного времени. При этом
| 2.3. Формулы для расчета оперативного времени | ||||||||||||||||||
|
II класс 2-й группы характеризуется тем, что выполнение основных приемов в операции осуществляется параллельнопоследовательным способом, вспомогательные приемы совмещены, а основные и вспомогательные приемы не совмещены, т. е. протекают последовательно во времени. Такая структура операции характерна для случая, когда ряд технологических переходов выполняется одновременно, а остальные последовательно. Основное время одновременно выполняемых нескольких переходов будет определяться по времени наиболее продолжительного перехода t0jшах- Примером подобной структуры служит работа многоцелевых станков ИР320ПМФ4, ИР500МФ4, ИР800МФ4, которые позволяют вести обработку с использованием многоинструментальных (рис. 2.8, а, б) и многошпиндельных фис. 2.8, в) головок. Вспомогательные времена на этих станках могут совмещаться, например, смена полуфабриката производится в момент обработки ранее установленного полуфабриката, а время на подачу полуфабриката в рабочую зону станка совмещается с временем смены инструмента и его подвода к полуфабрикату. Формула структуры оперативного времени для II класса 2-й группы будет иметь вид ^ОП = 2 Ус.уг Ів. И< ^В. п)ши 4~ 2 <о( + 2 nun-
Ill класс 3-й группы характеризуется параллельным способом выполнения всех основных и вспомогательных приемов, а также их совмещением во времени. Это значит, что все инструменты и на всех позициях, если их несколько, работают одновременно, а вспомогательные процессы совмещены со временем формообразования. Такие процессы называют непрерывными, и к ним относится, например, обработка на роторных машинах, в которых происходит непрерывное перемещение как полуфабриката, так и режущего инструмента. Непрерывные процессы, как правило, очень эффективны в поточном производстве и характеризуются тем, что резко сокращается время изготовления деталей.
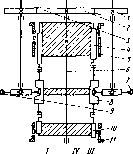
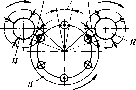
Роторные машины имеют систему инструментов, которые рас-Рис. 2.9. Схема работы роторной полагаются по окружности, а
заготовки обрабатываются при непрерывном вращении ротора, имеющего несколько рабочих позиций. На рис. 2.9 приведена схема работы роторной машины. Заготовка в зоне / устанавливается в рабочий ротор, который закреплен на валу 6, транспортным питающим ротором 13 при его непрерывном вращении. В процессе вращения рабочего ротора в зоне // происходит обработка заготовки. В зоне 111 заготовка освобождается и снимается транспортным ротором 12 посредством несущих органов 7. Несущие органы 7 и 9 приводятся в движение зубчатыми колесами 3, 2, 1. В зоне IV происходит смена инструмента. Все инструменты крепятся в блоках 8, которые при вращении ротора перемещаются ползунами 4 и 10 под действием неподвижных копиров 5 и 11. При этом в любых автоматах параллельной структуры выполнения операции возможно получение одинаковой производительности на всех операциях независимо от их продолжительности. Для этого при длительных операциях создают многопозиционную машину, а при кратковременных малопозиционную.
Формула для подсчета оперативного времени для III класса 3-Й группы будет иметь ВИД ton = (tc.y, <в.п, *o>max)max.
В этом случае оперативное время обработки будет равно времени наиболее продолжительного приема.
Производительность технологического оборудования зависит не только от оперативного времени, но и от времени, затрачиваемого на переналадки при переходе с обработки деталей одного типоразмера на обработку деталей другого типоразмера. С увеличением номенклатуры изготовляемых изделий происходит рост доли времени, затрачиваемого на переналадку технологического оборудования, так как возрастает частота переналадок, причем это время зависит от конструктивно-технологических особенностей самого оборудования.
Время, затрачиваемое на переналадку станка, в значительной мере определяется сложностью его конструкции и уровнем автоматизации процесса переналадки. Различают кинематическую и размерную переналадки станков. Создание станков с программным управлением позволило успешно решить вопрос автоматизации кинематической переналадки технологического оборудования, т. е. автоматизировать процесс изменения траектории движения исполнительных органов станка в пространстве в зависимости от параметров обрабатываемого полуфабриката. В ряде случаев кинематическая переналадка станков не обеспечивает заданной точности изготовления деталей, что требует вмешательства наладчика или использования систем автоматической размерной настройки, задачей которых является установка необходимого относительного положения баз станка, несущих обрабатываемый полуфабрикат, и инструмента. Чаще всего трудоемкость размерной настройки занимает большую долю в общем балансе времени, необходимом на наладку технологического оборудования.
Суммарное время, затрачиваемое на переналадку технологического оборудования в течение определенного времени, определяется как самим временем переналадки, так и частотой переналадок. В свою очередь, время на переналадку станка зависит не только от сложности обрабатываемой детали, но и от способа реализации структуры оперативного времени Поэтому оборудование, относящееся, например, к III классу и 3-й группе, используют в основном в поточном производстве с узкой номенклатурой выпуска деталей и низкой частотой переналадок, так как резко возрастает время на их переналадку вследствие сложности согласования времени выполнения отдельных приемов в операции, а станки более низких класса и группы, требующие меньшего времени на переналадку, применяют в мелкосерийном производстве.
Технологический процесс, протекающий в автоматической сборочной системе в случае сборки двух деталей на одной позиции, включает в себя следующие приемы: прием базовой и комплектующей деталей и загрузку их в рабочую зону; установку базовой детали и относительную координацию комплектующей детали; относительную ориентацию базовой и комплектующей деталей; соединение комплектующей детали с базовой; обеспечение требуемого взаимного расположения собранных комплектующей и базовой деталей; освобождение рабочей позиции. Для реализации этого технологического процесса автоматическое сборочное оборудование должно иметь следующие элементы, сборочное приспособление для установа на нем базовой детали; транспортирующую единицу, служащую для загрузки базовой и комплектующей деталей, а также для вывода собранной сборочной единицы из рабочей зоны; сборочный агрегат, осуществляющий прием комплектующей детали и ее сборку с базовой
Прием базовой и комплектующей деталей и их загрузка в рабочую зону могут быть осуществлены гравитационным способом, принудительным перемещением по направляющим и переносом. Гравитационная загрузка используется в основном в поточном производстве для деталей, имеющих достаточную прочность и массу, центральное расположение центра тяжести, а также геометрическую форму, позволяющую транспортировать по лоткам без заклинивания или потери ориентации. Для надежного протекания загрузки необходимы точный расчет угла наклона, параметров гравитационного полета, а также стабильное качество и чистота загружаемых деталей. Гравитационная загрузка применяется преимущественно в роторных автоматических линиях и сборочных автоматах.
Широкое применение получило принудительное перемещение собираемых объектов в рабочую зону под действием сжатого воздуха, силового поля или вакуума. Детали, перемещаемые одним из этих способов, должны иметь удобные базы для транспортирования.
В гибком производстве в основном используют метод переноса деталей в рабочую зону сборочного агрегата, обладающий универсальностью и высокой надежностью, так как при этом ограничено влияние таких случайных факторов, как изменение размеров, шероховатости и др. В этом случае транспортирующие средства и сборочный агрегат имеют незначительное число элементов, зависящее от конфигурации деталей, что позволяет компоновать оборудование унифицированных узлов.
Структура выполнения сборочных операций может быть параллельная, параллельно^последовательная и последовательная, она может также разбиваться на классы и группы, как и для случая механической обработки.
Технологические процессы реализуют на сборочном оборудовании, к которому относят однопозиционные сборочные машины, а также многопозиционные машины дискретного, непрерывного и комбинированного действия; сборочные роботы; оборудование подготовительное, требуемое для сборки, заправочное и смазочное
Автоматические сборочные позиции могут оснащаться промышленными роботами, которые должны иметь следующие конструктивные особенности; возможность автоматической смены захватов и сборочных инструментов; широкий диапазон скоростей перемещений исполнительных органов; адаптацию к определенным условиям захватывания и соединения деталей путем встройки
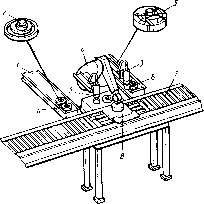 |
| Рис. 2.10. Сборочная позиция монтажа крышек алектродвигателей с помощью промышленного робота |
Специфика выполнения с помощью промышленных роботов операций соединения разнообразных по конструкции деталей требует наличия специализированных быстросменных сборочных инструментов достаточно широкой номенклатуры, таких, как захваты для перемещения и установки деталей без точного ориентирования (установка базовых деталей в приспособление, укладка прокладок, удаление собранных изделий), инструменты для захватывания, перемещения и присоединения деталей с малыми зазорами или небольшими натягами (в том числе инструменты со встроенными механизмами компенсации погрешностей взаимного положения сопрягаемых поверхностей), инструменты для захватывания, перемещения и установки нежестких деталей типа
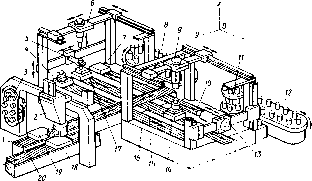 |
| Рис. 2.11. Быстропереналаживаемая автоматическая сборочная машина |
В последнее время разработаны новые конструкции быстро-переналаживаемых автоматических сборочных машин (рис. 2.11), используемых в серийном производстве. Работа такой сборочной машины осуществляется следующим образом. Собираемые детали в кассетах 18 подаются с помощью конвейера 20 к сборочной машине, в которой посредством манипулятора 2 происходит комплектование из них кассет 19. Для обеспечения захватывания различных по конфигурации деталей манипулятор 2 оснащен системой автоматической смены захватных устройств 3.
Конвейерная система, состоящая из ветвей 1, 10 и 16, подает скомплектованные кассеты 19 к соответствующим позициям сборки. На первой позиции сборки из кассет 4 и 7, установленных на позициях захватывания, детали захватываются и ориентируются относительно сборочного приспособления 17 захватно-ориентирующим устройством 5. Установка и запрессовка деталей осуществляются устройством 6, которое может перемещаться по трем координатным осям х, у, г. Устройства 5 и 6 оснащены системами автоматической смены захватных устройств и сборочных инструментов 8. \
После выполнения сборочных переходов на первой позиции сборочной машины собираемые изделия вместе с приспособлением 14 перемещаются конвейером 15 на вторую сборочную позицию, где установлены резьбозавертывающее устройство 13 и винтоверт 9, также оснащенные системами для автоматической смены сборочных инструментов 11 и 12. После выполнения необходимых сборочных переходов на второй сборочной позиции собранное изделир удаляется из сборочной машины конвейером 15.
При линейном принципе формирования производственных участков и цехов, характерном для поточного производства, в ряде случаев в автоматические линии встраивают окрасочные и моечные устройства. В связи с этим при включении в технологический процесс изготовления изделий операций по окраске и мойке целесообразно рассмотреть особенности их выполнения.
После механической обработки ряда заготовок, например корпусных деталей, производится подкраска поврежденных мест на деталях, которые перед обработкой были окрашены в специальных окрасочных цехах. После сборки изделий для придания им товарного вида выполняются шпатлевка и окраска в несколько слоев на окрасочных установках. Для сокращения производственного цикла после шпатлевки и окраски вместо естественной сушки используют специальные сушильные камеры. Сушильные камеры устанавливают при окраске изделий масляными красками и при окраске нитрокрасками изделий, выпускаемых с тактом выпуска менее 40 мин. Сушка окрашенных изделий может быть осуществлена путем обогрева паром, электронагревом или инфракрасными лучами. При использовании непрерывной конвейерной системы длину сушильной камеры, встроенной в автоматическую линию, определяют исходя из времени сушки и скорости конвейера.
На рис. 2.12 показана автоматическая линия для окрашивания машин и станков в поточном производстве. Загрузка окрашиваемых изделий на тележки пульсирующего конвейера осуществляется на позиции У посредством электрического крана 12. Тележки для удобства подготовки поверхностей и окраски со всех сторон выполнены с поворотной платформой. Подготовка поверхностей, подлежащих окрашиванию, проводится на бескамерной установке с нижним отсосом 1. На этой позиции выполняют обезжиривание поверхностей протиркой их уайт-спиритом, шлифование окрашиваемых поверхностей станка с зачисткой поврежденных мест, удаление пыли обдувкой сжатым воздухом и подгрунтовку поврежденных мест.
После подготовки окрашиваемых поверхностей на бескамерной установке 1 происходит естественная сушка загрунтованных поверхностей и выправка поврежденных мест и неровностей поверхностей нанесением слоя шпатлевки. Принудительная сушка зашпатлеванных поверхностей осуществляется в сушильной конвективной проходной камере с закрывающимися дверями 2. Охлаждение станка после сушки, шлифование зашпатлеванных мест и обдувка производятся на бескамерной установке с нижним отсосом 3. После сплошного шпатлевания наружных поверхностей станка на участке 11 конвейера станок попадает в сушильную камеру 4. Последующее шлифование зашпатлеванных поверх-
|
sooo 5000 5000 5000 5000 |
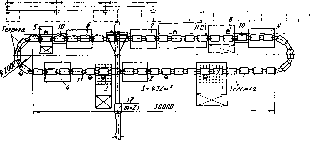 |
| Рис. 2.12. Автоматическая линия для окрашивания машин и сіанков в поточном производстве |
Нанесение первого слоя эмали,' сушка и нанесение второго слоя эмали осуществляются в проходной двухпозиционной окрасочной камере 8. После окраски производится сушка станка в сушильной камере 9. Перед снятием станка с конвейера осуществляются его охлаждение, снятие защитного слоя с неокрашиваемых поверхностей, нанесение знаков и декоративная отделка станка.
Очистка изделий — важная часть производственного процесса. Современные способы очистки деталей, сборочных единиц и технологической оснастки предусматривают комплексное механическое, химическое и физико-химическое взаимодействие моющих средств с загрязнениями и очищаемой поверхностью, в результате которого загрязнения десорбируютея с поверхности и распределяются в моющем растворе, а его компоненты адсорбируются на освобожденной от загрязнений поверхности.
Методы очистки, ее длительность и типы моющих средств выбирают в зависимости от вида и степени загрязнения, габаритных размеров и формы изделия, а также требований к очистке. Главные признаки загрязнения следующие: фазовое состояние (вязкость жидких и температура плавления твердых загрязнений), вид связи с поверхностью материала (электростатические или ионные связи), присутствие мелкодисперсных твердых частиц, возможность полимеризации компонентов загрязнений с образованием твердого слоя, химическое взаимодействие с моющей средой и глубина слоя загрязнения.
Существует несколько методов очистки.
Струйно-моннторный метод заключается в подаче на очищаемую поверхность газожидкостной смеси под большим давлением. Он обеспечивает высокое качество очистки поверхности благодаря совокупному действию динамического напора, высокой температуры и моющих средств. Он осуществляется посредством специальных установок и позволяет очищать крупногабаритные изделия.
Струйный метод заключается в том, что осуществляется одновременное химическое и механическое воздействие на очищаемую поверхность струи раствора. Он эффективен для очистки от жировых загрязнений, масел с твердыми включениями и консерва-ционных смазочных материалов. Для реализации этого метода необходимо иметь; специальное технологическое оборудование, энергоресурсы, приточно-вытяжную вентиляцию, канализацию и очистные устройства. К недостаткам следует отнести невозможность хорошей очистки изделий, имеющих глубокие полости, карманы, в которых могут скапливаться раствор и промывные воды, и крупногабаритных изделий.
Погружной метод заключается в использовании моющего раствора, перемешиваемого механически или посредством ультразвука. Метод неприемлем для очистки изделий, имеющих глухие отверстия, глубокие полости, карманы и большие габаритные размеры. При перемешивании растворов с помощью ультразвука достигается очистка изделий сложной формы.
Продувка сжатым воздухом используется в основном для очистки изделий от мелкодисперсных твердых частиц и изделий, имеющих несквозные отверстия под резьбу.
Ручная протирка характеризуется низкими эффективностью и качеством подготовки поверхностей, а также высокой трудоемкостью.
Для очистки поверхностей изделий применяют ванны, моечные машины, агрегаты струйного обезжиривания, обдувочные камеры и другие средства
На рис. 2.13 приведена схема моечной машины, которая работает следующим образом. Перед загрузкой машины от электропривода I с помощью винтовой пары поднимается дверца 9. Агрегат загрузки подает спутник с деталью на стол б, где он фиксируется и зажимается, после чего опускается дверца. Затем включается привод поворота стола 8 и стол с деталью поворачивается вокруг горизонтальной оси на 360°, а после мойки деталь возвращается в исходное положение.
Одновременно от гидростанции 4 через систему трубопроводов 2 и форсунки 3 подается эмульсия для смыва с детали стружки струей эмульсии. После возврата стола с деталью в исходное положение отключается подача эмульсии, дверца поднимается, выполняется разжим спутника с деталью и их перемещение из моечной машины на каретку агрегата загрузки. Подача масла для зажима спутника осуществляется от гидростанции 5, расположенной рядом с корпусом камеры 7.
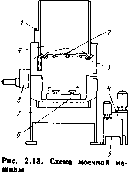
Полный технологический цикл мойки включает промывание, мойку с обезжириванием, ополаскивание, сушку и охлаждение. В производстве может быть использован неполный цикл.
Среднее время, затрачиваемое на мойку и обезжиривание чугунных деталей, составляет 3—5 мин.
При обработке деталей с охлаждением их очищают эмульсией а при обработке без СОЖ — нагретым содовым раствором. В ряде случаев могут быть использованы антикоррозионные жидкости для промывки: «Лобомид 101», «Лобомид 203» или «Оленол», при этом не требуются сушильные камеры.
Дополнительным этапом при проектировании поточного производства является синхронизация операций технологического процесса изготовления изделий. Цель синхронизации — вписать время выполнения всех операций в такт выпуска, т. е. согласовать все временные связи производственного процесса. Такт выпуска (мин) определяют по формуле Т = Фэ-60/??, где Фэ— эффективный (расчетный) годовой фонд времени работы оборудования, определяемый по табл. 2.4, ч; N — годовой обьем выпуска, шт.
Содержание операций и интенсивность их выполнения для каждого наименования изделия в поточном производстве устанавливают таким образом, чтобы их продолжительность была приблизительно равна или кратна такту выпуска. Так, например, при объеме выпуска Л7 = 106 корпусных деталей в год на автоматической линии при трехсменном режиме работы, такт выпуска Т = 5465-60/10е = 3,27 мин.
После разработки технологических карт и нормирования технологического процесса выполняют анализ продолжительности операций' и синхронизацию их по времени.
Синхронизация технологического процесса может быть выполнена путем реализации следующих мероприятий:
перегруппировки переходов по операциям, перенесения пере-
| 2.4. Эффективный (расчетный) годовой фонд времени (ч) работы оборудования | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
выбора на лимитирующих операциях более производительного технологического оборудования, т. е. с более высоким уровнем параллелизации выполнения элементов операции, например многолезвийного инструмента и многошпиндельных головок и т. п.;
применения на лимитирующих операциях быстродействующей технологической оснастки и автоматических загрузочных устройств;
«з
Р-7 S 2
повышения режимов резания на лимитирующих операциях благодаря использованию сверхтвердых режущих инструментов и скоростей вспомогательных перемещений рабочих органов технологического оборудования.
Синхронизация технологических операций может быть представлена графически (рис. 2.14). За
Тмин
Т = 5.28 мин
Рнс. 2.14. График синхронизированного технологического процесса
счет выравнивания времени выполнения операций одновременно достигается и сокращение количества технологического оборудования.
2.5. Состав и количество основного оборудования в автоматизированном поточном производстве
Одним из этапов проектирования автоматических цехов и участков является определение состава и количества основного оборудования, которое должно обеспечивать высокую эффективность производственного процесса. При выборе состава основного оборудования следует ориентироваться на основные организационно-технические направления, изложенные в разд. 2.4, и технологические процессы изготовления изделий, причем следует иметь в виду, что процесс разработки технологического процесса и выбора состава и количества основного оборудования итерационный. Критерием при решении данной оптимизационной задачи является минимум приведенных затрат.
Для обеспечения высокого общего уровня автоматизации производственных процессов при выборе технологического оборудования следует не только ориентироваться на высокую автоматизацию выполнения операций технологического процесса, но и учитывать возможность стыковки его со вспомогательным оборудованием с целью образования единой производственной системы. Так, например, конструкция станка должна брть такой, чтобы был удобен доступ в рабочую зону автоматических загрузочных устройств, должны быть предусмотрены возможность стыковки в единую систему .управления участком, надежная система стружкоудаления и т. д.
Поточное производство характеризуется незначительной номенклатурой выпуска продукции и высокой интенсивностью технологических процессов, которая может быть достигнута только при использовании параллельной и параллельно-последовательной структуры выполнения операции, т. е. высоких классов и групп (см. табл. 2.3), что следует учесть при выборе типажа оборудования. Вследствие интенсивного развития техники необходима быстрая смена выпускаемой продукции, что, в свою очередь, также накладывает отпечаток на выбор технологического оборудования для поточного производства, которое должно обеспечить возможность эффективного изготовления более широкой номенклатуры изделий. Этому требованию удовлетворяют агрегатные переналаживаемые станки с ЧПУ (рис. 2.15), позволяющие при многоинструментальной обработке с помощью многошпиндельных головок осуществлять быстрый переход с обработки деталей одного типоразмера на другой.
Агрегатный станок с ЧПУ состоит из следующих унифицированных элементов- поворотного стола 1, центральной станины 7,
Рис. 2.15. Схема агрегатного переналаживаемого станка с ЧПУ
стойки 6 (три стойки) со шпиндельной бабкой 5, устройства для автоматической смены инструмента (три устройства) 4, крестового стола 3, крестово-поворотного стола (два стола)
2. Полуфабрикат, установленный на планшайбе поворотного стола 1, может быть обработан одновременно с трех сторон тремя силовыми агрегатами, шпиндельные бабки которых перемещаются по направляющим стоек в вертикальном направлении (координаты Y, у, V). Стойка со шпиндельной бабкой установлена на агрегате / на крестовом столе и перемещается в направлениях оси шпинделя (координата Z) и перпендикулярно к этому направлению (координата у?). На агрегатах II и III стойки со шпиндельными бабками установлены на крестово-поворотные столы и перемещаются в направлении оси шпинделя (координаты R и W) и по дуге, центр которой совпадает с осью планшайбы поворотного стола (координаты D и Е).
Поворбт по координатам D и Е позволяет изменять угол между осями трех шпинделей и одновременно обработать поверхности полуфабриката, расположенные под различными углами друг к другу.
Общая схема компоновки агрегатного станка с ЧПУ аналогична схеме обычного (специального) агрегатного станка, но станок с ЧПУ позволяет перемещать каждую силовую головку по трем координатам от системы ЧПУ, что расширяет технологические возможности станка. Кроме того, силовые агрегаты станка оснащены инструментальными магазинами и устройствами для автоматической его смены по команде от ЧПУ.
На этих агрегатных станках можно автоматически производить изготовление детали за один установ и быстро переналаживать их на обработку других полуфабрикатов путем изменения управляющей программы и при необходимости — технологической оснастки для установа детали и инструментальных наладок в магазинах силовых агрегатов. Следовательно, такие агрегатные станки с широкими технологическими возможностями можно отнести к классу многоцелевых многошпиндельных станков.
Кроме рассмотренной компоновки агрегатного станка с ЧПУ, возможны и другие компоновки в зависимости от конфигурации детали и геометрических параметров обрабатываемых поверхностей: например, рабочий стол станка может быть поворотным
с вертикальной и горизонтальной осями вращения планшайбы, наклонно-поворотным и прямолинейного перемещения.
Реализация параллельно-последовательного принципа построения сборочной операции, повышающего производительность сборочного процесса, иллюстрируется схемой сборочной машины с двуруким роботом для сборки пылесосов (рис. 2.16). В этом случае используется двурукий адаптивный робот второго поколения, состоящий из левого манипулятора 1 (силовой), предназначенного для перемещения узлов по вертикали и осуществления сборочных переходов, и правого 9 (сенсорного) манипулятора, служащего для захватывания, ориентирования и передачи комплектующих узлов (фильтра в сборе 4, узла электродвигателя 8 и корпуса пылесоса с пылесборником 7) силовому манипулятору 1, а также для относительной ориентации собираемых элементов. Оба манипулятора имеют соответствующие захватные устройства, оснащенные визуальными и тактильными датчиками. Рядом с манипуляторами расположено семь телекамер, три из них (3, 5 и б) определяют ориентацию и взаимное расположение комплектующих узлов, а четыре (2, 10 и И, 12) определяют положение собираемого изделия. Управление сборочной машиной осуществляется с помощью двух сблокированных между собой ЭВМ разного уровня управления.
Повышение технологических возможностей оборудования, работающего по параллельному и параллельно-последовательному принципам, в частности их гибкости, связано с дополнительными
 |
| Рнс. 2.1в. Схема сборочной машины для сборки пылесосов |
Расчет количества технологического оборудования для поточного производства производится по точной программе и предусматривает разработку подробного технологического процесса обработки или сборки с техническим нормированием выполнения каждой операции на все изготовляемые изделия, входящие в программу выпуска.
Расчет числа станков, необходимых для каждой операции, выполняют на основании штучно-калькуляционного времени и объема выпуска каждого наименования изделия, проходящего эту операцию, по формуле
| Л |
 |
где п — число наименований изделий, проходящих данную операцию; /ш Kj и Nі соответственно штучно-калькуляционное время (мин) изготовления /-го наименования изделия на данной операции и ее годовой объем (шт.) выпуска; Фэ — эффективный годовой фонд времени работы основного оборудования, ч.
Штучно-калькуляционное время

где /onj — оперативное время изготовления изделия на данной операции, мин; /Tj — время, затрачиваемое на техническое обслуживание основного оборудования, отнесенное к одному изготовляемому изделию (время на замену, настройку и поднастройку инструмента, устранение неисправностей и т. п.), мин; /орг, — время, затрачиваемое на организационное обслуживание основного оборудования (на подготовку технологического оборудования к работе, простои, связанные с несвоевременным получением полуфабриката, сбои с доставкой инструмента и т. п.), мин; t„t — время регламентированных перерывов на отдых и естественные надобности рабочего, мин; Тп 3 — среднее подготовительно-заключительное время, затрачиваемое на переналадку при переходе на операцию изготовления /-го изделия, мин; nt — партия запуска данных изделий, шт.
При отсутствии данных по составляющим штучно-калькуляционного времени можно пользоваться формулой

где а — процент потерь времени (внецикловых) от оперативного времени; а = 6 . 18% в зависимости от сложности наладки.
При непрерывно-поточном производстве последняя составляющая штучно-калькуляционного времени не учитывается, так как в данном случае отсутствует переналадка оборудования на другие наименования изделий.
Вычисленное значение Ср округляют до ближайшего большего целого числа, получая при этом количество технологического оборудования Спр, принятое для выполнения данной операции.
Коэффициент загрузки технологического оборудования k3 на данной операции k3 = Ср/Спр, где Ср, Спр — оборудование соответственно расчетное и принятое.
Следует учесть, что всегда коэффициент загрузки k3 < 1. В случае незначительного превышения (на 5—10%) расчетного количества технологического оборудования над ближайшим целым числом необходимо пересмотреть содержание структуры выполнения операции, параметры режимов ее выполнения и состава технологического оснащения, что в итоге приведет к общему повышению коэффициента загрузки оборудования. Желательно, чтобы при проектировании поточного производства k3 0,65.
При расчете числа станций на сборочном конвейере необходимо учесть, что помимо рабочих станций на конвейере размещают 5—10% резервных для случая изменения конструкции собираемого изделия.
При выборе состава и количества основного оборудования необходимо предусмотреть построение технологической системы в виде автоматической линии.
Существуют автоматические линии для осуществления технологических процессов механической обработки, сборки, мойки, окраски, упаковки и других операций, которые могут быть классифицированы по различным признакам (рис. 2.17).
Стационарные автоматические линии характеризуются тем, что изготовляемое изделие не изменяет своего положения относительно технологического оборудования и лишь по окончании операции на очередной позиции транспортируется в следующую позицию. На роторных линиях одновременно выполняются технологическая операция и транспортирование. Вследствие ограниченных технологических возможностей роторных линий их используют в основном при сборке и механической обработке простых по конструкции изделий, требующих незначительного числа переходов.
По технологическому назначению различают линии для выполнения операции одного типа (например, механообработка, сборка, окраска и т. д.) и комбинированные линии для выполнения операций различных типов (например, сборка изделий совместно с окраской на одном конвейере, механическая обработка со сборкой и т. д.). Вследствие сложности комбинированных линий их используют довольно редко, а наибольшее применение находят специализированные линии, выполняющие однотипные операции.
По типу используемого оборудования в автоматических ли-
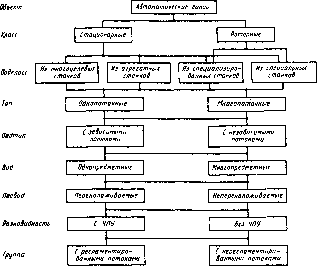 |
| Рис. 2.17. Классификация автоматических линий |
Линии из специального оборудования используют в поточном производстве в том случае, когда изделия изготовляют в течение нескольких лет в большом объеме, что позволяет благодаря концентрации переходов и параллельной структуре выполнения основных и вспомогательных приемов в операции значительно сократить станкоемкость изготовления изделий Поэтому не используют серийно выпускаемое оборудование и проектируют специальное технологическое оборудование
Линии, скомпонованные из агрегатного и специализированного оборудования (многорезцовые одношпиндельные и многошпиндельные токарные автоматы и полуавтоматы, сверлильные и другие станки, встраиваемые в автоматические линии), применяют преимущественно в поточном производстве с более широкой номенклатурой выпускаемых изделий.
Линии, состоящие из многоцелевого оборудования, используют в гибких производственных системах (ГГ1С) Они позволяют осуществлять быстрый переход с изготовления изделий одного типоразмера на изготовление изделий другого типоразмера.
Вследствие того, что в поточном производстве используют специальное оборудование и автоматические линии, очень важен выбор оптимальной структурно-компоновочной схемы оборудования, на базе которой выдается техническое задание на его проектирование. Выбор структурно-компоновочной схемы технологической системы обычно производится при комбинаторном, пошаговом решении задачи с поиском оптимального варианта. Критерием оптимальности служит минимум приведенных затрат, который учитывает объем выпускаемой продукции, станкоемкость выполнения переходов при изготовлении изделия, нормативный коэффициент экономической эффективности, потери времени на отказы оборудования, зависящие от его сложности, затраты на заработную плату обслуживающего персонала, стоимость оборудования и ряд других факторов. В качестве ограничений принимают условия обеспечения требуемого качества изделий и требуемой производительности, которую определяют по формуле
480рЛ8
"Ь Ч^об
где р=1, ..., п — число параллельных потоков изготовления изделий; — коэффициент загрузки линии как характеристика условий ее эксплуатации; tv (q) — время рабочих ходов рабочего цикла, зависящее от принятых режимов выполнения технологической операции и числа позиций; tB — время вспомогательных ходов рабочего цикла, зависящее от выбранного типа транспортнозагрузочной системы; 2 і„ — внецикловые потери по инструменту как характеристика надежности; q — число рабочих позиций (технологического оборудования) в линии; /об — ожидаемые внецикловые потери для одной единицы оборудования как характеристика надежности; п7 — число участков, на которое делится линия, 1 <] лу q; W — коэффициент возрастания простоев лимитирующего участка вследствие неполной компенсации потерь накопителями.
Ожидаемую производительность линии оценивают с учетом технических и организационных простоев. Обычно принимают коэффициент загрузки линии k3 равным 0,85—0,90. Коэффициент возрастания простоев вследствие неполной их компенсации накопителями принимают в зависимости от числа участков линии и вместимости накопителей. При вместимости накопителей, обеспечивающих работу линии в течение 30—50 мин, коэффициент W выбирают в зависимости от числа участков:
і»у............ 1 2 з 4 5 6
W............ 1,0 1,10 1,15 1,18 1,20 1,22
Оптимальное число участков в автоматической линии рассчитывают по формуле
/(2 *и + Qtоб) (О.ЗбЛ’ + Зо) q Q^bKaton ’
где 30 — годовой фонд заработной платы наладчиков и операторов; а — относительная стоимость накопителя по отношению к стоимости одной единицы оборудования в автоматической линии; ton — оперативное время; К — стоимость оборудования линии при простейшем структурном варианте с жесткой связью (пу = 1).
Сущность поиска оптимального структурно-компоновочного решения заключается в следующем. Для изготовления изделий возможно множество 0 g2, ..., gn\ вариантов компоновочных
решений, которые можно разделить на несколько видов: однопозиционное технологическое оборудование gu многопозиционное технологическое оборудование g2, система из многопозиционного оборудования (линии) gs. На первом шаге выбирают вид компоновочной схемы с минимальным значением .выбранного критерия, для которого будет продолжаться поиск. С этой целью для каждого из трех видов разрабатывают варианты с максимальной (параллельной или параллельно-последовательной) концентрацией переходов в операции, обеспечивающие минимальные значения станкоемкости изготовления изделий и числа оборудования для полного их изготовления.
Для каждого вида- компоновочного решения производят расчет приведенных затрат по формуле
т т
3l = N 2 [(6 + Р) SoTai + fl|] + Еш 2 Мі.
/=1 L /=1
где N — годовой объем выпуска изделий; т — общее число концентрированных операций изготовления изделий; 6, р — коэффициент доплат и накладных расходов в относительных единицах; S0 — минутная заработная плата оператора; Тв1 — трудоемкость изготовления і-го изделия; А* — годовые затраты на оборудование; а, — число однотипного оборудования на каждой операции; Ея — нормативный коэффициент экономической эффективности.
Трудоемкость изготовления изделия Тв = TJf, где Тс — станкоемкость выполнения операции или время цикла станка; f> 2 — коэффициент многостаночного обслуживания.
Так как расчеты выполняют на ранних этапах проектирования и они носят укрупненный характер, в них не учитывают затраты на электроэнергию и инструмент, отнесенные к единице продукции, амортизационные отчисления рассчитывают по нормативным коэффициентам в зависимости от стоимости. Аналогичным образом учитывают и затраты на текущий ремонт и обслуживание, не учитывают сумму удельных потерь времени вследствие отказов оборудования, замены и настройки инструментов, ожидания наладчика.
На последующих шагах поиска производят выбор класса и группы выполнения операции из генерируемых вариантов. Этот выбор может быть выполнен по уточненному критерию с учетом всех вышеперечисленных факторов. При этом оптимальный вариант структурно-компоновочного решения не всегда будет иметь параллельную структуру выполнения операции. Разница между максимальной и оптимальной концентрацией тем больше, чем сложнее рассматриваемое оборудование и чем меньше объем выпуска изделий. При выборе оптимального варианта следует учитывать конкурирующие варианты, и поэтому можно воспользоваться результатами предыдущих расчетов.
Целенаправленный поиск оптимального структурно-компоновочного решения технологического оборудования позволяет сократить число рассматриваемых вариантов структуры выполнения операций, причем на последних шагах поиска используют уточненный критерий. Все эію приводит к значительному сокращению трудоемкости проектных работ.
При окончательном выборе структурно-компоновочной схемы технологического оборудования необходимо учесть ограничения, накладываемые конструкцией изготовляемых изделий (например, минимально возможное расстояние между шпинделями в многошпиндельной головке, доступность для обработки или сборки с одного установа и т. п.), технологическую последовательность выполнения операции и жесткость технологической системы, обеспечивающие выполнение требований к качеству изготовляемых изделий, надежность и габаритные размеры технологического оборудования. При начальных стадиях проектирования учесть эти ограничения невозможно вследствие значительного усложнения целевой функции, по которой просчитывают множество вариантов проектных решений.
Принятие оптимального решения по выбору компоновочного варианта технологического оборудования может осуществлять ЭВМ, выполняющая как расчетные работы, так и моделирование процессов изготовления изделий. Вследствие сложности формализации сквозного проектирования автоматических линий ЭВМ чаще всего используют в режиме диалога специалиста-технолога и ЭВМ. При этом творческие вопросы проектирования решает технолог, а рутинные вычислительные работы, оценку решений и определение направления поиска оптимального варианта выполняет ЭВМ.
После определения состава и количества основного оборудования разрабатывают технические задания на специальное оборудование. В условиях поточного производства количество специального оборудования составляет 30—80 % от общего количества основного оборудования.
При разработке технического задания необходимо: выявить
и четко сформулировать служебное назначение технологического оборудования, задать структуру выполнения операции; выбрать базовые поверхности на обрабатываемом полуфабрикате или комплектующей детали; определить точность поступающей на специальный станок заготовки или комплектующих деталей на сборочную машину; определить геометрические размеры и точность, которую необходимо обеспечить в процессе механической обработки или сборки; разработать технологические наладки на операцию; указать требуемую стойкость инструмента; определить требование к производительности технологического оборудования (штучное время) и уровню автоматизации; указать время, затрачиваемое на наладку и подналадку; выдать ожидаемую компоновку специального оборудования и указать, как оно будет встраиваться в автоматическую линию. _
Техническое задание составляют по форме проектирующей организации и после его согласования оформляют протокол, в котором указывают дополнительные уточнения, разногласия, сроки проектирования и изготовления.
2.6. Состав и количество основного оборудования в ГПС
При выборе состава технологического оборудования для ГПС следует в первую очередь ориентироваться на результаты расчета экономической эффективности, а также учитывать возможность встраивания его в автоматический комплекс с учетом как автоматизации загрузки и разгрузки его, так и стыковки системы управления оборудования с централизованной ЭВМ. Расчет экономической эффективности должен основываться на учете следующих факторов: номенклатуры и объема выпуска изделий, характера выполняемых операций, числа переходов в них и степени параллелизации их выполнения, стоимости оборудования, необходимого количества обслуживающего персонала и др. Широта номенклатуры гибкого производства вынуждает использовать основное оборудование, которое может быстро переналаживаться при смене выпускаемой продукции. Этим требованиям отвечают станки с ЧПУ, которые позволяют осуществлять быструю кинематическую переналадку, а при оснащении их системами автоматической размерной настройки — точностную переналадку.
Таким образом, в состав гибких автоматизированных участков (ГАУ) следует включать оборудование, отвечающее заданным требованиям для конкретных условий изготовления продукции и при использовании которого будет достигнута минимальная себестоимость изготовления. Для ориентации при выборе состава оборудования в зависимости от типа производства можно пользоваться графиком, приведенным на рис. 2.18. Из графика видно,
Тип производства
Экспери- мелко- Крупно- _
|
Широкоини Нереальные станки I MOIU I •К Н- | |
| Стоимость производства одной детапи | 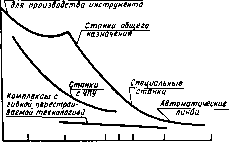 |
|
1 3 10 100 300 1000 Годовой объем выпуска детапей Рис. 2.18. Области использования различного технологического оборудования в зависимости от типа производства |
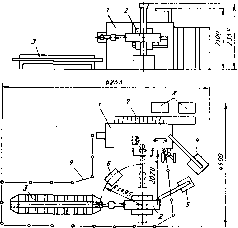 |
| Рис. 2.1?. Роботизированный технологический комплекс мод. 16В16ПФЗРМ 68 |
В ГПС широко используются гибкие производственные модули (ГПМ), состоящие из технологического оборудования и загрузочноразгрузочных устройств в виде промышленных роботов, а также встроенных накопителей. Примером такого технологического модуля может служить роботизированный технологический комплекс 16В16ПФЗРМ (рис. 2.19). Он предназначен для изготовления деталей типа тел вращения со ступенчатым и криволинейным профилем диаметром до 200 мм и длиной до 500 мм. Промышленный робот 2 напольного типа, работающий в цилиндрической системе координат, выполняет загрузку заготовок в токарный станок 1 мод. 16Б16Ф331 и укладку обработанных деталей на одну или несколько позиций тактового стола 3. Промышленный робот имеет два захвата на руке, что сокращает время на смену обрабатываемых заготовок, и, кроме того, он также способен выполнять ориентированную укладку деталей в тару. Управление станком в технологическом модуле выполняется от устройства 4, а промышленным роботом — от устройства 5. Уборка стружки от станка осуществляется посредством конвейера 7. Для того чтобы была возможна обработка валов с двух сторон, на модуле предусмотрен стол кантования 6. Питание всего электрооборудования технологического модуля осуществляется от электрошкафа 8. Безопасная работа на нем обеспечивается путем установки специального ограждения 9.
Подобные технологические модули позволяют не только автоматически выполнять технологические операции, но и осуществлять функции автоматической транспортно-накопительной системы.
Использование технологического оборудования с системами ЧПУ в составе автоматизированных участков позволяет сократить потери времени на переналадку его, а также уменьшить затраты оборотных средств, связанных с незавершенным производством, так как в этом случае значительно сокращается цикл производства изготовления изделия и повышается оперативность управления всем цехом. Наибольший эффект, достигаемый в результате использования систем ЧПУ в составе автоматизированных комплексов, достигается при изготовлении сложных деталей малыми партиями, так как в этом случае сокращается время на подготовку и смену управляющих программ за счет централизованного управления от ЭВМ.
Затраты на переналадку технологического оборудования, приходящиеся на одно изготовляемое изделие,
¦^п = ^ оп^нал^нал/зап/У ’
где яоп — число операций, для которых по технологическому процессу необходима переналадка на изготовление изделий нового наименования; ^нал — средняя продолжительность переналадки, ч; гнал — часовая ставка наладчика, учитывающая премию и накладные расходы на обслуживание производства, руб.; — частота запуска партий изделий в течение года; N — годовой объем выпуска изделий, шт. •
Следовательно, затраты на переналадку технологического оборудования, приходящиеся на одну деталь, прямо пропорциональны сложности переналадки, частоте запуска партий изделий в течение года и обратно пропорциональны годовому объему выпуска изделий, т. е. они будут наиболее значительны в ГПС.
Затраты в результате связывания оборотных средств в незавершенном производстве, приходящиеся на одно изделие,
Зое = [(2 Гм„ + tc0kc0) N/Un + <«. о (п - 1)],
где С„ — полная себестоимость изделия, руб.; knoT — коэффициент, учитывающий потери от связывания оборотных средств в незавершенном производстве fenox = 0,1; Фя — число рабочих дней в году; 2 ^мех — годовая трудоемкость механической обработки на всех операциях, дни; tc0 — время пролеживания детали до сборки, дни; fec6 — коэффициент, усредняющий время пролеживания деталей, входящих в партию, до сборки; tK п — среднее время пролеживания между операциями, дни; п — число операций.
Из приведенной формулы вытекает, что с увеличением частоты запуска деталей в производство и уменьшением партии деталей л„ = N/fB&n затраты от связывания оборотных средств в незавершенном производстве будут снижаться.
Суммарные затраты, приходящиеся на одну деталь, от переналадки автономного оборудования с ЧПУ и связывания оборотных средств в незавершенном производстве, приведены на рис. 2.20. Из графика можно определить оптимальную частоту запуска, обеспечивающую минимум затрат.
Особенность определения количества основного оборудования в ГПС, характеризующейся широкой номенклатурой выпускаемых изделий, заключается в том, что в большинстве случаев невозможно разработать технологические процессы на каждое наименование изделия. В то ще время для расчета количества основного оборудования необходимо знать суммарную станкоемкость обработки или машиноемкость в условиях автоматизированной сборки по операциям Tz, так как количество технологического оборудования
Ср =
(2.7)
Т 1 z
Фэ-60-
Для расчета количества основного оборудования в ГПС исполь-
Рис. 2.20. График зависимости затрат, приходящихся на одну деталь, от переналадки автономного оборудования с ЧПУ и связывания оборотных средств в незавершенном производстве
З,рі/В 6
Зіітип *
г
| ||||||
|
1 2 J 4 5 6 ftan f зап опт |
На первом этапе осуществляют разбивку всех деталей и сборочных единиц на группы по конструктивному и технологическому подобию. Для разбивки на группы необходимо классифицировать изделия с целью статистического описания совокупности изделий и их основных характеристик, для чего разработаны соответствующие классификационные признаки. Состав классификационных признаков обеспечивает возможность разбиения изделий на технологические группы, в основе которых заложена не только общность технологических маршрутов изготовления, но и возможности используемого технологического оборудования. Поэтому наиболее целесообразна классификация деталей, в основу которой положены технологические возможности металлорежущих станков. В этом случае любая деталь из всего множества номенклатуры, входящей в определенную группу, может быть описана набором классификационных признаков Р — {Р4 : і = 1,2, ...,п}.
Классификация деталей по конструктивно-технологическим признакам, увязанным с возможностями технологического оборудования, приведена в табл. 2.5.
Кроме габаритных параметров, могут быть следующие: вид заготовки, определяющий особенности основного оборудования и технологический процесс изготовления, материал изготовляемой детали, определяющий условия стружкоудаления, и т. п.
Классификация сборочных единиц также осуществляется по конструктивно-технологическим признакам на базе общности применяемого сборочного оборудования и технологической оснастки. В качестве конструктивно-технологических признаков учитывают: габаритные размеры, массу и геометрическую форму объектов сборки, их материал, геометрическую форму и размеры сопрягаемых поверхностей и баз, способность объектов сборки к загрузке в оборудование, точность относительной ориентации объектов на позиции сборки, вид сборочной операции и др.
В условиях автоматизированного проектирования классификация деталей может быть проведена по методике Оргстанкин-
| Класс деталей | Подкласс деталей | Основные размеры группы деталей, мм |
| Типа тел вращения | Типа осей, валов, шпинделей (L > 2D) |
D до ЗОХ L до 500, (30 ... 50) X X (500 ... 1000); (40 ... 125) X X (710 ... 1400); (50 ... 160) X X (1000 ... 1400); (50 ... 160) X X (1400 ... 2000) |
| Типа фланцев (L <; 2D) |
160X 200 250Х 200 320X250 400X250 | |
| Плоскостные > В; |
300Х 300 500Х 500 800X 800 1000Х 1000 | |
| Призматические | Корпусные и базовые (L > >В>Н) |
300Х 300Х 300 500Х 500 X 500 800X 800X 800 1120Х 1250Х 1000 1250Х 1500Х 1250 |
Затем проводится выявление и анализ характеристик совокупности деталей с целью определения основных требований к станкам и выбора деталей-представителей для проектирования технологических процессов.
Путем машинной обработки данных о деталях выявляют их распределения, характеризующие всю совокупность де+алей определенного класса, в частности — трехмерные распределения: размеры — сложность деталей, размеры — масса деталей, размеры — точность деталей; тип элементарной поверхности — по-
ложение относительно основной базы, тип элементарной поверхности — точность, тип элементарной поверхности — размер и др.
В распределениях, имеющих размерный параметр детали, можно выделить ряд деталей по размерным характеристикам станков и иметь для этих интервалов описание совокупности деталей, которые по существу являются характеристикой комплексной детали.
Следует иметь в виду, что точность расчетов с использованием методов приведения программы выпуска в значительной степени зависит от формирования групп и выбора изделий-представителей.
Исходя из данных о распределении основных параметров изделий, определяют изделия-представители для класса изделий в выбранных размерных группах, отражающие характерный технологический маршрут изготовления изделий данной группы.
Рекомендуются следующие соотношения массы Мпр и годового объема выпуска Ыщ, изделия-представителя к соответствующим показателям в группе: О.бЛІшах < М < 2Мт1а\ 0,1 Nmax < ^ 10^Vmin, где Млщ, mm и N шах» ^ min соответственно наибольшие и наименьшие значения массы и годового объема выпуска изделий, входящих в соответствующую группу. При невыполнении данных соотношений выполняют дополнительное разбиение изделий на группы.
На основании данных об элементарных поверхностях деталей и их положении относитедьно основной базы выявляются параметры переходов для обработки элементарных поверхностей, а также относительные' координатные перемещения инструмента и точность обработки для каждого типа элементарной поверхности. Нормируя переходы в операциях, определяют суммарную станкоемкость обработки или машиноемкость в условиях автоматизированной сборки для каждого изделия-представителя.
При проектировании технологического процесса на изделие-представитель в условиях ГПС необходимо ориентироваться на основное оборудование, оснащенное системами ЧПУ, так как оно позволяет сокращать время на настройку при переходе с изготовления деталей одного типоразмера на изготовление деталей другого типоразмера и выбирать оборудование более низких класса и группы.
Расчет количества технологического оборудования с использованием методов приведения программы выпуска может быть осуществлен по одному из следующих способов.
При первом способе разрабатывают технологические процессы и определяют станкоемкости изготовления изделий-представителей по операциям, имеющим наибольшую, среднюю и наименьшую сложность в группе. Поскольку будет известно значение станкоемкости в крайних интервалах (размах) и закон распределения (логарифмически нормальный), можно определить математическое ожидание станкоемкости по каждой операции и, умножив ее на число изделий, изготовляемых на данной операции, определить станкоемкость на годовую программу выпуска. Затем по формуле (2.8) рассчитывают количество технологического оборудования, требуемое для каждой операции.
Второй способ заключается в том, что из каждой группы выбирают три—пять изделий-представителей, для которых рассчитывают станкоемкость изготовления Тсі по типам используемого оборудования в технологическом процессе изготовления. Разделив полученную станкоемкость на массу Mt соответствующих изделий-представителей, определяют станкоемкость изготовления одного килограмма изделия, которую и принимают как среднюю для всей рассматриваемой группы, из которой взяты изделия-представители. Умножив массу всей группы изделий М] на среднюю станкоемкость 1 кг этой группы по типам оборудования и просуммировав полученные произведения, определяют общую станкоемкость, необходимую для изготовления изделий заданной программы выпуска по формуле
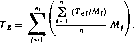
где п — число изделий-представителей; m — число групп.
При расчете количества основного оборудования третьим способом определяют общий коэффициент приведения kap, характеризующий отношение станкоемкости (машиноемкости) изготовления приводимого изделия к станкоемкости (машиноемкости) изделия-представителя. Он может быть определен через коэффициенты: массы kM, серийности &сер, точности kT и оригинальности ^о* формуле ki&kCfspk'fkQ.
Коэффициент kM, учитывающий различие в массе собираемого приводимого изделия Мпр и изделия-представителя Мпред, определяют по следующей эмпирической формуле: kM = (Мпр/Мпред)0,66.
При механической обработке расчет выполняют по этой же формуле, только берут отношение площадей обрабатываемых поверхностей приводимого изделия и изделия-представителя.
Коэффициент серийности kcep учитывает изменение машиноемкости (станкоемкости) изготовления при изменении объема выпуска изделий. Он отражает влияние объема выпуска изделий на время переналадок технологического оборудования и определяется ПО формуле kcep ~ (N pp/N пред)06» где Nup И У пред соответственно объем выпуска приводимого изделия и изделия-представителя; а = 0,2 ... 0,33 — показатель степени, зависящий от габаритных размеров изделий.
Коэффициент приведения по точности feT учитывает влияние точности изготовления изделий на станкоемкость (машиноемкость) операций. Напргімер, ужесточение требований к точности или шероховатости обрабатываемых поверхностей приводит к росту станкоемкости обработки деталей за счет увеличения числа переходов или снижения режимов резания. В общем случае при сборке изделий нормальной точности kT = 1,0, изделий повышенной точности kT = 1,1 и изделий высокой точности kT = 1,2. При механической обработке коэффициент kT учитывает средний квалитет Т и среднее значение параметра шероховатости поверхностей детали Ra. Среднее значение квалитета приводимого изделия и изделия-представителя
т S (T,nt)
S«i ’
где Г, — і-й квалитет; nt — число размеров і-го квалитета.
Среднее значение параметра шероховатости поверхностей приводимого изделия и изделия-представителя
Ra =
2 Rajnj
1>Г’ где Ra} — /-е значение Ra; п} — число поверхностей, имеющих значение Ra = ].
Для определения коэффициента kK, характеризующего квалитет изделия, рекомендуется использовать следующие зависимости:
Величина km зависит от среднего параметра шероховатости поверхностей детали:
При механической обработке
? _ ^н. пр ^Ш. Пр
Т ^н. пред ^ш. пред
Пример. Определим коэффициент приведения по точности для корпусной детали, имеющей средний квалитет, равный 13, и среднее значение параметра шероховатости поверхности Ra = 20 мкм. В то же время изделие-представнтель имеет следующие значения аналогичных параметров Т = 8 и Ra = 5 мкм.
Используя нормативные данные, определим
= 0,69.
t 0,8 0,95
т~ 1,1 1,0
В сборочном производстве определяют коэффициент k0, учитывающий число оригинальных деталей в сборочных единицах, из зависимости k0 = (Лпр/Лпред)0’6» где лпр — число наименований оригинальных деталей в приводимом изделии; лпред — число наименований оригинальных деталей в изделии-представителе.
Произведение всех коэффициентов приведения даст общий коэффициент приведения &пр, который позволит определить станкоемкость обработки детали или машиноемкость сборки узла в автоматизированном производстве, не разрабатывая при этом технологический процесс изготовления рассматриваемого изделия. Для этого умножают коэффициент приведения &пр на станкоемкость (машиноемкость) изделия-представителя Те пред: Тс. пр =
— ь т
— Лпр1 С. пред*
Определив коэффициент приведения для каждого изделия в группе, можно найти суммарную станкоемкость (машиноемкость) изготовления изделий всей группы.
Проектирование экспериментальных сборочных и механических производств выполняют по условной программе, так как для них характерна нестабильность номенклатуры выпускаемых изделий. В этом случае выбирают условное изделие, на которое имеются чертежи, в таком количестве, чтобы их масса была равна массе изделий, планируемых к выпуску в данном производстве. На все детали этого изделия разрабатывают технологические про-дессы и определяют суммарную станкоемкость по типам необходимого оборудования (по операциям) на годовой выпуск деталей по заданной программе. Аналогичным образом рассчитывают количество основного оборудования в сборочном производстве.
При реконструкции или техническом перевооружении действующих цехов используют способ расчета количества основного оборудования, основывающийся на наличии заводских данных о трудоемкости (станкоемкости) изготовления изделий и планируемого снижения трудоемкости за счет внедрения прогрессивной технологии и повышения уровня автоматизации проектируемого производства.
Наибольший эффект достигается в результате внедрения нового оборудования на лимитирующих операциях технологического процесса, поэтому при изучении действующего процесса необходимо их выявить и выяснить их фактическую трудоемкость и уровень технологического оснащения. Повышение производительности на лимитирующих операциях позволит резко повысить производительность всего производственного процесса.
Сущность расчета количества основного оборудования заключается в следующем. Собирают данные о фактической трудоемкости (станкоемкости) выполнения каждой операции технологического процесса изготовления трех-четырех изделий-предста-вителей в каждой группе. На рсновании анализа полученных данных определяют лимитирующие операции, на которых следует использовать более прогрессивное оборудование. Имеющиеся станкоемкости по каждому виду работ корректируют с учетом изменения объема выпуска изделий и снижения станкоемкости изготовления благодаря использованию более производственного оборудования. Коррекция осуществляется путем введения коэффициента коррекции станкоемкости feHp, определяемого по формуле
Уі (Т’пр^пр) /=1
кр —
2 (гб^б) <=1
где Тб и Тпр — соответственно базовая и проектная станкоемкость выполнения операции; N6 и Nnp — соответственно базовый и проектный объем выпуска изделий-представителей; п — число изделий-представителей в выбранной группе.
Для определения проектной станкоемкости Тпр разрабатывают новый прогрессивный технологический процесс для реконструируемого производства. Коэффициент коррекции станкоемкости зависит от сложности изготовляемых изделий, технического уровня действующего производства и партии запуска. Чем сложнее изготовляемое изделие, ниже технический уровень действующего производства и меньше партия запуска, тем меньше коэффициент коррекции станкоемкости, и наоборот.
Полученный расчетным путем средний коэффициент коррекции станкоемкости относят ко всем изделиям в группе и, пользуясь им, определяют проектную, новую станкоемкость изготовления всех изделий в группе, не разрабатывая при этом технологического процесса их изготовления. Проектную станкоемкость определяют по формуле Тпр, = TBik„р.
Аналогичные расчеты проводят для каждой группы изделий и, суммируя эти значения для каждой операции, определяют количество технологического оборудования.
На стадии предпроектного периода при технико-экономическом обосновании проекта используют укрупненный способ определения количества основного оборудования, основанный на использовании технико-экономических показателей. При этом способе в качестве исходных данных должны быть известны показатели продукции по массе, габаритным размерам, сложности, точности и соответствующие нормативные технико-экономические показатели. Технико-экономические показатели устанавливают на основании анализа изготовления аналогичных изделий на передовых заводах страны и за рубежом, проведенного специальными отраслевыми технологическими институтами.
При этом способе технологический процесс изготовления изделий не разрабатывают, а в основу расчетов принимают Следующие обобщающие технико-экономические показатели:
станкоемкость механической обработки или трудоемкость (машиноемкость) сборочных работ 1 т массы изделий;
годовой выпуск продукции, осуществляемый единицей технологического оборудования для принятого режима работы в натуральном выражении (т, шт.);
годовой выпуск изделий, осуществляемый единицей технологического оборудования в денежном выражении (вследствие непостоянства показателя он используется редко).
Точность расчетов, выполненных этим способом, в основном зависит от точности принятых в основу технико-экономических показателей.
Расчет по показателю станкоемкости осуществляют в следующей последовательности. Выбрав из аналогичных производств подобное изделие, которое будет изготовляться в проектируемом цехе, и зная станкоемкость изготовления 1 т его массы, берут этот показатель в качестве исходногб. Суммарная станкоемкость изготовления всех изделий — TBM„Nkaep, где Ти — нормативная станкоемкость изготовления 1 т изделий, станко-ч; Мл — масса изделия, т; N — годовой объем выпуска данного изделия, шт.; kcep — коэффициент серийности.
Коэффициент серийности kcep отражает изменение объема выпуска изделия для проектируемого цеха Nap по отношению к базовому производству Na и определяется по следующим нормативным данным:
Na/Nm............. 0,10 0,20 0,30 0,40 0,50 0,65 0,90
Лсвр ............ 0,73 0,78 0,83 0,87 0,90 0,94 0,99
Зная суммарную станкоемкость изготовления изделий, можно по формуле (2.8) рассчитать количество основного оборудования для проектируемого автоматизированного цеха или участка.
2.7. Построение схем плана расположения технологического оборудования на производственных участках
После определения состава и количества основного оборудования в цехе переходят к формированию производственных участков. При создании автоматизированных участков количество основного оборудования на них целесообразно принимать в размере 6—18 единиц. При этом исходят из того, что менее шести единиц нецелесообразно обслуживать мини-ЭВМ; при числе технологического оборудования свыше 18 усложняется система программного управления автоматизированным участком. Для обеспечения надежной работы автоматизированного участка при выходе из строя или плановом ремонте одного из станков желательно в составе автоматизированного участка иметь дублирующее оборудование.
Число производственных участков автоматизированного цеха ориентировочно можно определить по формуле Пу да Сц/Су, где Сц — общее количество основного оборудования в цехе; Су — среднее количество оборудования на одном участке.
Выбор состава и количества основного оборудования на производственных участках тесно связан с распределением номенклатуры изготовляемых изделий по участкам.
При формировании автоматических участков, построенных по линейному принципу, желательно количество основного оборудования на них принимать с учетом полного изготовления одного или нескольких изделий на участке. При технологическом принципе формирования стремятся создавать равновеликие (по количеству основного оборудования) участки, идя в ряде случаев на создание участков с двумя и более различными типами станков, например фрезерно-сверлильный, токарно-расточной участок и т. п. Несколько сложнее формирование участков, построенных по предметному принципу. В этом случае подбирают группы изделий с целью создания равновеликих участков, тогда
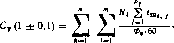
где п — число групп изделий, закрепляемых за участком; т — число наименований изделий в А-й группе; — годовой объем выпуска і-го изделия; pt — число операций изготовления і-го изделия; іш, j — штучное время /-й операции изготовления ?-го изделия; Фа — эффективный годовой фонд времени работы оборудования.
После того как будет распределена номенклатура изготовляемых изделий по участкам и определен состав и количество основного оборудования на них, переходят к построению схемы расположения технологического оборудования на участках.
Схема размещения основного и вспомогательного оборудования на площадях цехов и участков, называемая топологией производства, — важный этап проектирования нового и реконструкции существующего производства. На этом этапе происходит формирование системы материальных связей, на базе которых в дальнейшем проектируют информационные и энергетические потоки. При функционировании действующего производства в ряде случаев экономически целесообразно при смене номенклатуры выпускаемых изделий изменять топологию производства, предусматривая дополнительные капитальные затраты на создание крановых пролетов, которые в дальнейшем окупятся за счет сокращения затрат на транспортирование, увеличения загрузки технологического оборудования, повышения гибкости производства, оперативности управления и т. п.
Задачи формирования системы материальных потоков при синтезе топологии ГПС имеют большую размерность и требуют значительного времени на их решение. В качестве критерия для оценки оптимальности выполнения синтеза топологии принимают мощность материального потока, которую определяют по формуле (2.1).
В общем виде задача синтеза топологии технологической системы формулируется следующим образом. Заданы множество технологического оборудования С = {сг, с2, ..., сп), материальные связи между ними Q = {qu q2, ..., qp} и габаритные размеры оборудования V = (щ, ?г, ..., um}, а также ограничения на размещение оборудования. Следует найти такое взаимное однозначное расположение множества С в объеме цеха или участка и взаимные материальные связи между ними Q, которые обеспечивают экстремум целевой функции
К ограничениям на размещение технологического оборудования относят нецелесообразность размещения рядом станков, изготовляющих высокоточные и низкой точности детали, ввиду влияния вибрации на точность обработки, нецелесообразность размещения шлифовальных станков рядом со сборочным оборудованием, существующие нормы расположения технологического оборудования, расположение элементов консгрукций зданий и др.
При размещении технологического оборудования должны быть соблюдены нормы технологического проектирования, регламентирующие ширину проходов и проездов (не магистральных), расстояние между станками и станков от стен и колонн. В табл. 2.6 даны расстояния: а — между проездом и станками, расположенными фронтально (рис. 2.21); б — между проездом и тыльной стороной станка; в — между проездом и боковой стороной станка;
| 2.6. Нормы размещения станков | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| * Значения в числителе для ГПС, в знаменателе — для поточного производства. |
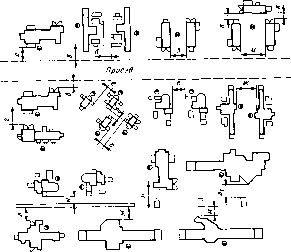 |
| Рнс. 2.21. Варианты размещения станков от проезда, относительно друг друга, от стен н колонн здания |
Расстояния в табл. 2.6 включают крайние положения движущихся частей, открывающихся дверок и постоянных ограждений. Нормы расстояний между станками с разными габаритными размерами выбирают по большему из этих станков. В случае обслуживания станков подвесными транспортными средствами расстояния от стен и колонн до станков принимают с учетом возможности их обслуживания подвесным транспортом.
При расположении канала для транспортирования стружки между тыльными сторонами двух рядов станков, установленных на общей фундаментной плите, расстояние между ними принимается при транспортировании дробленой стружки (д), витой стружки (д + 0,4 м). Для станков, установленных на индивидуальные фундаменты, расстояние между фундаментами должно быть не менее, м: при транспортировании дробленой стружки — 0,8, витой стружки — 1,0.
В табл. 2.7 даны нормы расстояний между оборудованием при использовании автоматизированных транспортных средств, в частности между станком и передвижной консольной секцией приемопередаточного стола Д, от станка до оргоснастки или транспортного средства Е, между приемо-передаточными столами Г и между транспортными средствами Ж.
Ширину К межоперационного транспорта и ширину В приемопередаточных столов стеллажного оборудования принимают в соответствии, с габаритными размерами обрабатываемых заготовок. Ширина А% пешеходного прохода между тыльными .сторонами станков, встроенных в автоматизированные участки, должна быть 1,4 м.
Нормы расстояний между сборочными конвейерами и стационарными рабочими местами и для автоматизированных линий сборки приведены в табл. 2.8.
Расстояние от конвейера до стационарного рабочего места может быть при соответствующем обосновании увеличено в зависимости от габаритных размеров собираемых изделий, средств автоматизации сборки и автоматизированных систем подачи комплектующих изделий. Размер К определяется конструкцией оборудования. При двустороннем обслуживании вертикально-замкнутого конвейера ширину рабочей зоны принимают равной 1,0 м с каждой стороны.
В качестве исходных данных при синтезе топологии производственной системы необходимо иметь состав технологического оборудования в проектируемом подразделении, технологические маршруты изготовления изделий на нем, грузопоток для каждого маршрута, а также габаритные размеры оборудования и ограничения на размещение его. Для удобства расчетов технологические маршруты изготовления изделий с величиной грузопотока целесообразно задать матрицей смежности А, а структуру установочных мест — матрицей D:
| 0 | Я вх, вых | Явх | Явх, 1 • | ¦ Я вх, п | |
| Чьих, ВХ | 0 | Я ВЫХ, 1 | Я ВЫХ, 1 • | • Я вых, п | |
| Яп, вх | Яі, вых | 0 | Яі,і ¦ | ¦ Яі, п | |
| А = | Я*, вх | Я*, вых | Яі, 1 | 0 . | • Яі, п |
| Яп, вх | Яп, вых | Яп, 1 | Яп, * • | . 0 |
| 0 | ^вх, вых | ^ВХ, 1 | ^ВХ, 2 ¦ | • • ^вх, в, |
| вых, вх | 0 | ^ВЫХ, 1 | ^вых, 2 • | ' • • ^вых. |
| т, вх | ^1, вых | 0 | U, 2 • | ... І1.П |
|
'і, вх * | ^2, вых |
1% 1 г » • | 0 . | • • U.n |
| •7», ВХ | ^п,в ых | 1 | ^п, 2 • | .. 0 |
Наиболее удобное и распространенное расположение технологического оборудования — вдоль транспортной трассы. Поперечное расположение применяют в случае, когда может быть достигнуто лучшее использование площади или когда при продольном расположении получаются слишком длинные линии. Под углом к транспортной трассе технологическое оборудование располагают в случае, когда длина оборудования значительно превышает его ширину, например для расточных, продольно-фрезерных, продольно-строгальных, прутковых автоматов и револьверных станков. Такое расположение оборудования обеспечивает лучшее использование площадей. Револьверные станки и автоматы при прутковой работе ставят под углом 15—20° или несколько больше в зависимости от ширины и длины отводимой под них площади; при этом их располагают загрузочной стороной к транспортной магистрали.
Кольцевое расположение технологического оборудования целесообразно для многостаночного обслуживания с помощью промышленных роботов, работающих в цилиндрической системе координат, но создает трудности для использования межоперационного транспорта и инженерных коммуникаций, а также требует больших площадей.
Типовые схемы установочных мест при линейном расположении технологического оборудования (Т. О.) приведены на рис. 2.22. Оптимальное значение мощности грузопотока достигается при двустороннем расположении оборудования вдоль транспортной трассы (рис. 2.22, а, б). Схемы, приведенные на рис. 2.22, в, а, используют чаще всего при реконструкции производства. При совмещении входа и выхода с участка происходит
2.7. Нормы расстояний при использовании автоматизированных транспортных средств
¦Ж
Транспорт
| Эскиз |
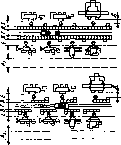 |
1,07
0,9
0,4
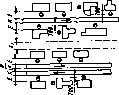
Стационарный
конвейер
0,9
Подвесной конвейер или тали на монорельсе
0,9
Не менее 0,3
| С=эСЬ ? с^ЬП |
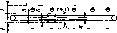 |
|
о г-іо&Ь о^о в TZ) [Р ^ ? ? |
1.2
Не менее 0,3
2.8. Нормы расстояний между оборудованием ¦ автоматизированном сборочном производстве
|
Конвейер Свена конвейерной явная |
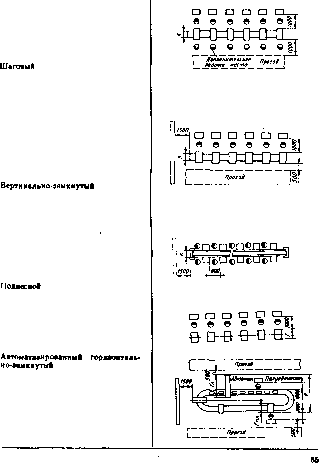 |
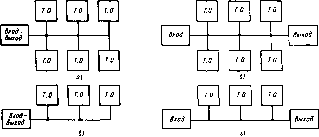 |
| Рис. 2.22. Типовые схемы установочных мест |
При подсчете нижней границы целевой функции Wі для оценки начальной вершины дерева графа сначала необходимо ребра графа, характеризующие материальные потоки, расположить в порядке убывания их значений, а ребра графа, отображающие структуру установочных мест, — в порядке возрастания их величин, а затем найти покомпонентное произведение этих двух последовательностей.
Алгоритм размещения вершин графа на позиции имеет приведенную ниже последовательность.
1. Пусть j — 1, где / — номер шага алгоритма.
2. Для каждой вершины xt построить распределение других вершин по позициям, минимизирующим длины материальных связей, выходящих из /-го оборудования.
3. Найти в каждом распределении позицию, относительно которой следует определять назначение вершин графа материальных связей (для неразмещенных вершин такой позицией является та, относительно которой составлено распределение, для размещения вершин хр — ближайшая незанятая позиция относительно позиции, на которой закреплена вершина хр).
4. Из множества ближайших позиций выбрать такую р*, которая приводит к наименьшему приращению суммарной мощности грузопотока.
5. Из множества вершин, претендующих на р*-ю позицию, выбрать вершину х3», дающую наименьшее приращение суммарной мощности грузопотока, вызванное установкой в распределениях вершины xs. на р*-ю позицию.
6. Поставить в распределениях вершину х,. на позицию р*.
7. Построить с учетом выбранного назначения для каждой вершины новые распределения.
8. Увеличить индекс / на единицу.
9. Если / < п — 1, то перейти к п. 3, в противном случае формирование решения закончить.
При линейном принципе формирования производственного участка задача размещения основного оборудования упрощается, так как его расставляют по ходу технологического процесса изготовления изделий.
2.8. Разработка требований к условиям работы основного оборудования
У
При проектировании автоматизированных участков и цехов механообрабатывающего и сборочного производства следует учитывать специальные требования к условиям работы технологического оборудования, обусловленные особенностями достижения требуемых параметров качества изготовления изделий. Постоянное повышение уровня точности изготовляемых изделий, вызванное увеличением мощности и скорости машин и механизмов, приводит к росту доли прецизионного производства. Тенденция к повышению точности современных машин оказывает влияние на их условия изготовления: температуру, влажность, чистоту помещения, воздухообмен, освещенность, виброизоляцию оборудования и допустимый уровень звукового давления. •
Для прецизионной механической обработки деталей используют станки повышенных классов точности: (В — высокий, А — особо высокой точности и С — особо точные). На них изготовляют высокоточные детали, станков и машин, а сборку и юстировку узлов к ним производят в термоконстантных помещениях, параметры микроклимата которых имеют малые допуски.
Основные требования к температурному режиму и скорости воздушных потоков для механических и сборочных прецизионных производств даны в табл. 2.9.
Заготовки, детали, узлы, инструмент и другие изделия, поступающие в термоконстантные помещения извне, выдерживают до достижения температуры помещения на соответствующем складе или площадке для хранения.
| ||||||||||||||||||||||||||||||||||||||
| Примечание. Ббльшие значения допустимых отклонений назначаются при массе станков или собираемых изделий до 1 т, меньшие — при массе св. 1 т |
В термоконстантных помещениях должна поддерживаться относительная влажность воздуха 50 ± 10%, так как технологическое прецизионное оборудование и контрольно-измерительные приборы, находящиеся в них, не должны быть подвержены коррозии.
При расчетах теплообмена и влажности воздуха в помещениях со специальным микроклиматом учитывают выделение теплоты и влаги от обслуживающего персонала (один рабочий выделяет 380 кДж/ч теплоты и 140 г/ч влаги, один человек из управляющего персонала — соответственно 355 кДж/ч и 75 г/ч). В связи с этим
доступ в термоконстантные помещения должен быть ограничен, так как присутствие дополнительного персонала может нарушить требования к параметрам микроклимата. Число ворот, наружных дверей и наружных стен в этих помещениях должно быть минимальным, а помещения с более жестким режимом должны быть изолированы от наружных стен коридором тепловой защиты.
Особые требования предъявляются к чистоте термоконстантных помещений, которые должны иметь специальный режим уборки, а стены в них покрывают матовой облицовочной плиткой, не имеющей бликов, полы — метлахской или пластмассовой плиткой.
Наряду с общей уборкой регламентируется чистота воздуха, которая характеризуется размерами частиц пыли (мкм) и наибольшим числом пылинок, оседающих на 1 сма в течение 1 ч. Нормы допустимой запыленности при изготовлении изделий классов В, А и С приведены в табл. 2.10.
Для контроля запыленности воздуха пластинку черного цвета устанавливают на расстоянии 1 м от пола и выдерживают в этом положении в течение 1 ч. Количество осевшей пыли и ее размер определяют оптическим методом.
Термоконстантные помещения в большинстве случаев оборудуют централизованной системой удаления пыли от рабочих мест, но в отдельных случаях допускается применение передвижных промышленных пылесосов. Для обдува и обеспыливания поступающих грузов и персонала на входе в термоконстантные помещения устраивают специальные шлюзы с вертикальным потоком воздуха. Обдувка изготавливаемых изделий сжатым воздухом в этих помещениях категорически запрещена.
Для предотвращения попадания пыли извне в термоконстантных помещениях поддерживают давление ПО—120 кПа. При кондиционировании воздуха в этих помещениях обеспечивается четырехкратный обмен воздуха в течение 1 ч. Приточно-вытяж-
| 2.10. Нормы запыленности воздуха | ||||||||||||
|
На качестве и производительности изготовления изделий значительно сказывается утомление обслуживающего персонала, вызванное плохой освещенностью, помимо этого у него ослабляется зрение. Отрицательное воздействие на работоспособность персонала оказывает и искусственное освещение, которое следует применять только в исключительных случаях, например в помещениях измерительных лабораторий для работы на делительных машинах и компараторах высокой точности, для которых строго регламентировано колебание температуры, которое может быть обеспечено только при условии применения искусственного освещения, выполненного на газоразрядных лампах, выделяющих незначительное количество теплоты.
Общая освещенность помещений в сборочных и механических цехах должна быть не менее 500 лк. Кроме этого, при необходимости устанавливают дополнительное освещение.
При естественном освещении для предохранения от попадания прямых солнечных лучей (инсоляции), вызывающих местный нагрев и снижение точности изготавливаемой продукции, предусматриваются ориентация окон и фонарей на север, система специальных солнцезащитных жалюзи и панелей, тройное остекление с кондиционированием пространства между переплетами или применение специального свето- и теплозащитного стекла или пленки, не пропускающих инфракрасных лучей.
С целью обеспечения требуемой точности изготовления изделий используют виброизоляцию металлорежущего оборудования и сборочных стендов путем установки его на виброизолирующие опоры (рис. 2.23, рис. 2.24) и виброизолирующие фундаменты на резиновых ковриках. Уровень частоты собственных колебаний для каждого типа оборудования не должен превышать установленные нормы.
Виброизолирующие опоры ОВ-ЗО и ОВ-31, имеющие в качестве упругого элемента прокладки из резины (рис. 2.23, а, б), а также опоры с проволочной сеткой (рис. 2.23, в, г) и пневматические выравнивающие опоры (рис. 2.24), обеспечивают изоляцию от вибраций, вызываемых соседним оборудованием. В таких опорах в зависимости от частоты собственных колебаний используют следующие упругие элементы: при частоте более 20 Гц — фетр, пробку, пластмассы, армированные волокнистыми материалами, свинцово-асбестовые прокладки; при частоте 20—10 Гц — резину, проволочную сетку объемного плетения, толстые фетровые и пробковые прокладки; при частоте 10—5 Гц — резину, работающую на сдвиг, проволочную сетку объемного плетения; при частоте менее 5 Гц — спиральные и листовые пружины, пневматические опоры.
При установке оборудования на виброизолирующие прокладки следует обеспечить достаточное прилегание прокладки как к полу,
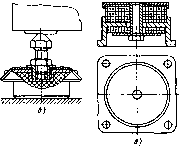 |
| Рис. 2.23. Вибронзолнрующне опоры для установки прецизионного оборудования |
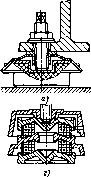
так и к станине, в противном случае могут возникнуть местные перегрузки в прокладках, что приведет к преждевременному их изнашиванию и изменению частоты собственных колебаний. Для обеспечения этого условия к качеству поверхности пола под установку прецизионного оборудования предъявляются повышенные требования. Помимо этого, для предохранения виброизолирующих прокладок от преждевременного изнашивания необходимо предотвратить течь масла и СОЖ на пол.
В процессе сборки и проверки изделий для обеспечения возможности работы с точными измерительными средствами конструкция виброизолированного стенда должна быть такой, чтобы было возможно переключение стенда с упругих опор на жесткие.
| 7 в / г ч J |
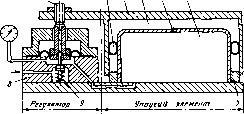 |
|
Рис. 2.24. Внбронзолнрующая выравнивающая пневматическая опора: / — опорная площадка; 2 — воздушная камера; 3 — демпферная камера, 4 — демпфер мое отверстие, 6 — упорное кольцо; 6 — уплотняющая трубчатая кольцевая диафрагма 7 — регулировочный болт; 8 — клапан; 9 — пружина |
| Помещенвя ж рабочее места | Уровень звукового давленая, дБ, в октавнвх волосах со среднегеометрическими частотами, Гц |
Уровень звука, ДВА | ||||
| 63 | 126 | 260 | 1000 | 4000 | ||
| Помещения управления, рабочие комнаты - | 79 | 70 | 68 | 55 | 50 | 60 |
| Помещения и участки точной сборки | 83 | 74 | 68 | 60 | 55 | 65 |
| Постоянные рабочие места и рабочие зоны в производственных помещениях | 99 | 92 | 86 | 80 | 76 | 85 |
В случае превышения допустимых уровней звукового давления необходимо провести мероприятия, обеспечивающие снижение уровня звукового давления в пределах санитарных норм.
Для обеспечения нормального функционирования технологического оборудования в производственной системе необходимо вокруг него предусмотреть площадь для проходов и проездов к нему для технического и организационного обслуживания (кроме площади магистрального проезда), для хранения полуфабрикатов, для размещения оператора, промышленного робота и других средств. Поэтому при укрупненном предварительном расчете площадей автоматизированных участков пользуются понятием удельной площади, т. е. площади, занимаемой единицей технологического оборудования, в которую включают, помимо площади, занимаемой непосредственно самим оборудованием, площадь, необходимую для обеспечения нормального его функционирования. Окончательное значение удельной площади устанавливают после выполнения планировочного решения автоматизированного участка, когда будет расставлено все технологическое и вспомогательное оборудование на нем с учетом его обслуживания.
Удельная площадь зависит от вида производства и габаритных размеров принятого технологического оборудования, которые, в свою очередь, связаны с геометрическими размерами изготавливаемых изделий.
Укрупненный расчет площади рабочего места для сборки изделий выполняют по формуле
See ~ Si -Ь S, -Ь Sз,
где Si — площадь, занимаемая самим изделием, с учетом проходов (0,5—0,75 м с каждой стороны); S, — площадь рабочего
| Участки по изготовлению технологических групп деталей | Габаритные размеры (длина X ширина), мм, до | Удельная общая площадь, м\ до |
| Базовые детали (станины, плиты, траверсы, | 8000X 3000 | 200 |
| поперечины и т. п.) | 4000 x 2000 | 150 |
| Корпусные детали | 3000X1500 | 100 |
| 2000X1000 | 70 | |
| 1000X 500 | 40 | |
| Планки, рычаги, кронштейны, вилки и т. п. | 700 X 500 | 30 |
| Крупные тела вращения (планшайбы, зуб- | Диаметр св. 1000, | 120 |
| чатые колеса, шкивы, шпиндели, колонны | длина св. 3000 | |
| и т. п.) | Диаметр св. 320, длина св. 700 | 80 |
| Тела вращения (шестерни, валы, винты. | Диаметр 200—320, | 45 |
| скалки и т. п.) | длина до 700 | |
| Диаметр до 200 | 35 | |
| Токарно-револьверные детали (штифты, вин- | Диаметр до 65, | 25 |
| ты, гайки крепежные, втулки, кольца, ро- | длина до 100 | |
| ликн, шайбы, штуцера н т. п.) | Диаметр до 25 | 20 |
Нормы удельной общей площади, приходящейся на единицу основного оборудования по механообрабатывающим цехам, приведены в табл. 2.12.
При проектировании ГПС площадь, приходящуюся на единицу технологического оборудования, прийимают с коэффициентом 2, если при расчетах не учитывают площадь, занимаемую таким вспомогательным оборудованием, как автоматизированным складом, приемно-передающими устройствами и т. п.
Контрольные вопросы
1 Приведите концептуальную модель производственной системы.
2. Назовите критерии выбора оптимального проектного решения
3. Расскажите о последовательности проектирования производственных систем.
4. Что вы знаете о принципах формирования производственных участков
и цехов? .
5. Как определить технологичность конструкций изделий?
6. Расскажите об основных организационно-технических направлениях при проектировании автоматизированных участков и цехов.
7. Как рассчитать количество основного оборудования в поточном производстве?
8. Как выбрать состав и количество основного оборудования в ГПС?
9. Сформулируйте задачу синтеза топологии технологической системы.
10. Какие требования к условиям работы основного оборудования необходимо разработать проектанту?
ПРОЕКТИРОВАНИЕ АВТОМАТИЗИРОВАННОЙ СКЛАДСКОЙ системы

3.1. Принципы построения и структура складской системы
Складская система предназначена для обеспечения своевременного снабжения технологического оборудования полуфабрикатами в подготовленном для транспортирования виде и хранения готовых изделий.
Производственный процесс начинается и заканчивается на складах, причем склад выполняет роль демпфирующего элемента при нестабильных дискретных входных и выходных грузопотоках. На складах происходит преобразование грузопотоков с целью обеспечения запланированного хода производства. Количественные, геометрические и временные параметры входящих и выходящих грузопотоков на склад могут быть детерминированными, что характерно для поточного производства, или могут носить случайный характер, типичный для непоточного производства.
Характерным для непоточного производства является значительная длительность складирования, которая достигает 70— 90% от всего цикла производства. Это объясняется необходимостью создания запасов полуфабрикатов в производстве с целью компенсации неравномерности и дискретности поступления полуфабрикатов ? цех, колебаний станкоемкости выполнения операций производственного процесса, отказов оборудования, режущего инструмента и других случайных факторов.
Таким образом, цель создания и функционирования складской системы заключается в том, чтобы принимать с транспортной системы грузопоток с одними параметрами, перерабатывать и выдавать его опять на транспортную систему с другими параметрами и выполнять это преобразование с минимальными приведенными затратами с условием обеспечения сохранения качества.
Классификацию складских систем осуществляют следующим образом:
по организационной структуре: децентрализованная, централизованная и комбинированная;
по функциональному назначению: цеховой склад, склад на производственном участке, накопитель у технологического оборудования;
по виду хранящегося груза: склад металла и заготовок, межоперационный склад, склад комплектующих изделий, склад технологической оснастки, склад готовой продукции;
по технологии работ: комплектовочные и склады, предназначенные для хранения грузов, поступающих в таре;
по способу складирования: штабельные и стеллажные;
по высоте хранения: низкие (до 5 м), средние (5—8 м) и высотные (свыше 8 м);
по компоновке склада по отношению к приемо-сдаточным секциям: прямоточные и тупиковые.
Децентрализованная складская система предусматривает хранение полуфабрикатов и технологической оснастки непосредственно на складах, расположенных на производственных участках. Такие системы чаще всего используют в производственных системах, построенных по предметному принципу.
Централизованная складская система состоит из единого материального склада, с которого полуфабрикаты поступают непосредственно на технологическое оборудование без промежуточного хранения на производственном участке. Такую систему используют преимущественно при незначительных сроках и объемах хранения полуфабрикатов.
Комбинированная складская система предусматривает наличие центрального цехового склада и складов на производственных участках. Такие системы чаще всего применяют при технологическом принципе построения производства, так как они обладают большими гибкостью и вместимостью складирующих устройств.
В комплектовочных складах комплектуют транспортную партию в соответствии с плановым заданием; эти склады разделяются на склады, выдающие комплекты полуфабрикатов одного наименования, и склады, выдающие комплекты полуфабрикатов разных наименований.
Принцип построения складской системы выбирают исходя из экономических соображений, а проектирование ее выполняют с учетом расположения накопителей на производственных участках, годового грузопотока в цех, нормативного запаса грузов, общего числа наименований грузов, одновременно хранящихся на складе, и числа групп подобных грузов в номенклатуре. К основным направлениям при проектировании складской системы следует отнести использование автоматизированных кранов-шта-белеров, высотных стеллажей, унифицированной тары, специальных погрузчиков.
Построение любой складской системы начинается с разработки технологического процесса складирования, который состоит из следующих этапов: приемки грузов, размещения и хранения их, отпуска груза со склада.
В процессе приемки грузов в механосборочных цехах осуществляются следующие основные операции: разгрузка на приемную площадку; проверка соответствия фактически поступивших грузов по наименованию и количеству; проверка качества грузов; подготовка транспортной партии (установка на спутники, укладка в поддоны, в кассеты и т. п.); перемещение грузов в отде ление консервации (при необходимости); введение сведений о по ступивших грузах в ЭВМ.
В процессе размещения и организации хранения грузов предусматриваются следующие технологические операции: определение свободных мест хранения; перемещение транспортной партии к соответствующей ячейке на складе; укладка на постоянные места хранения; хранение; введение информации в ЭВМ о расположении каждого груза.
Отпуск грузов включает в себя следующие операции: перемещение грузов соответствующих наименований в зону комплектования; подготовку производственных комплектов; перемещение груза на участок расконсервации и расконсервация (при необходимости); перемещение производственных комплектов и хранение их на приемо-сдаточной секции склада; погрузку на транспортную систему; выдачу информации о готовности к транспортированию соответствующего производственного комплекта.
При разработке технологических процессов складирования следует рассмотреть вопрос возможности совмещения ряда операций во времёни (например, при подготовке транспортной партии могут одновременно осуществляться укладка в ячейки стеллажа, подготовка производственных комплектов и перемещение грузов на приемо-сдаточную секцию), а также сокращения числа операций в соответствии с конкретными производственными условиями (например, отсутствие операций по консервации и расконсервации полуфабрикатов на складе сокращает две—четыре операции перемещения).
В общем случае складская система с учетом технологического процесса выполнения складских работ имеет следующую структуру: автоматизированный склад в цехе и на участках для хранения полуфабрикатов, готовых изделий и технологической оснастки, приемо-сдаточные секции, отделение сборки и разборки технологической оснастки, отделение установки и съема полуфабрикатов, отделение мойки и консервации технологической оснастки, накопители у технологического оборудования.
3.2. Расчет основных параметров автоматизированных складов
Склады проектируют за одну стадию (рабочий проект) или за две стадии (проект и рабочая документация). Рабочий проект склада выполняют обычно за два этапа. На первом этапе определяют техническую возможность и экономическую целесообразность основных технологических, конструктивных и объемно-планировочных решений складской системы, а на втором разрабатывают рабочие чертежи склада.
Расчет основных параметров складской системы начинают с выбора нормы запаса хранения (табл. 3.1).
| 3.1. Нормы запаса хранения | |||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||
| Примечание. К крупным изделиям относятся изделия массой свыше 100 кг, к средним и мелким — массой до 100 кг. |
При выборе основных параметров складской системы необходимо учитывать характеристики грузов — габаритные размеры, геометрическую форму, массу, подверженность повреждениям, необходимость пространственной ориентации при хранении и перемещении, а также строительные характеристики здания. В зависимости от перечисленных характеристик определяют тип, количество и параметры складского оборудования в соответствии с технологическим процессом переработки грузов, количеством перерабатываемого груза и периодичностью его поступления и отправления.
При проектировании механизированных и автоматизированных складов возможны следующие варианты информации о параметрах производственной тары: тип и параметры тары заданы, так как грузы поступают в цех в таре; тип и параметры тары не определены, но предусмотрен ряд ограничений по выбору параметров тары, например, исходя из использования унифицированных элементов в пристаночных накопителях или в транспортной системе; при выборе типа и параметров тары нет никаких прямых ограничений.
Выбор типа и параметров производственной тары является одним из первых этапов проектирования складской системы, так как посредством тары увязывается между собой номенклатура перерабатываемых грузов, определяются интенсивность грузопотоков, условия транспортирования и изготовления изделий, а также основные параметры самой складской системы. К производственной таре относят поддоны, кассеты, спутники и специальную тару. При выборе или конструировании производственной тары следует стремиться к ее унификации (по габаритным размерам и направляющим элементам, используемым при транспортировании).
Увязка тары с внешними и внутренними грузопотоками должна выполняться посредством лучшего заполнения транспортных средств, т. е. путем увеличения объема транспортной партии и обеспечения бесперевалочного процесса транспортирования и складирования грузов. Увеличение транспортной партии может быть достигнуто путем компактного размещения грузов в производственной таре, а также контейнерной перевозки грузов.
, Поддоны классифицируют следующим образом: по назначению универсальные (для грузов широкой номенклатуры) и специальные (для определенного наименования грузов); по конструкции ящичные, стоечные и плоские; по материалу металлические и пластмассовые.
В зависимости от типов и размеров изготовляемых изделий, а также условий транспортирования и складирования размеры тары в плане выбирают из следующего стандартного ряда: 150 х Х200, 200 x 300, 300 x 400, 400 x 600, 600 x 800, 800 x 800, 800 х х 1200, 1000x1200, 1600x1000, 1600x1200 мм. Для длинномерных грузов (например, металлопроката) в ГОСТе преду-
| s.2. Параметры ащшві металлических поддонов высокой грузоподъемности (см. рис. 3.1) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| Поддон | |||||||||||||||||||||||||||||||||||||||||||||||
|
Параметры ящичных металлических поддонов высокой грузоподъемности приведены в табл. 3.2 и на рис. 3.1, а параметры плоских металлических поддонов на рис. 3.2. Параметры ящичных металлических поддонов конструкции НПО «Оргстанкинпром» приведены в табл. 3.3 и на рис. 3.3.
Используемые в механосборочном производстве поддоны чаще всего имеют специальные ножки, позволяющие не только устойчиво стоять на полу, но и перемещаться по транспортной системе. Кроме того, высота и конструкция ножек позволяют подхватывать поддон вильчатым погрузчиком. В таре подобного типа груз может перемещаться на транспортных системах большинства конструкций, в том числе и на подвесных конвейерах с автоматической погрузкой и выгрузкой. Помимо представленных конструкций поддонов, используют тару со съемными и открывающимися стенками, каркасную, ящичную и др.
В ряде случаев для транспортирования крупногабаритных изделий применяют платформу, установленную на ножках, или пйлеты (сменные столы станков). Мелкие изделия типа крепежных нормалей, арматуры хранят и транспортируют в таре без
Рис. 3.1. Ящичные металлические поддоны высокой грузоподъемности
 |
| Рис. 3.2. Плоские металлические поддоны грузоподъемностью 500 (а) и 1000 кг (в) |
 |
| Рис. 3.3. Ящичные металлические поддоны малой грузоподъемности |
Доставка скомплектованных деталей для сборки и мелких полуфабрикатов для механической обработки, а также их хранение могут быть осуществлены с помощью магазинов типа кассет.
Потребное число единиц производственной тары на складе рассчитывают по формуле
2 -А
2т< ~ ст< ’
где Si — запас хранения груза соответствующего наименования, т; си — средняя грузовместимость тары выбранного типа, т.
Средняя грузовместимость сті = qka, где q — максимальная грузовместимость данного типа тары, т; — 0,2 ... 0,85 — коэффициент использования данного типоразмера тары по грузоподъемности.
Число спутников рассчитывают исходя из выбранного режима работы автоматизированного производства В практике этот расчет часто производят, учитывая необходимость обеспечения работы автоматизированного участка или цеха в течение двух малолюдных смен и наличие запаса спутников с установленными заготовками еще на одну смену, что объясняется необходимостью работы автоматизированного производства в последующие сутки Помимо того, на складе должен быть как минимум суточный запас спутников для изготовления изделий новых партий, т. е. гс = = (2і -f zt) k3, где 2і — число спутников с заготовками, составляющее суточное задание ГПС; z2 — число спутников для выполнения задания на следующие сутки; kb = 1,1 — коэффициент запаса, учитывающий неодинаковую продолжительность операций В ряде случаев принимают Zi = г2 Число спутников Zi для выполнения суточного задания можно рассчитать по формуле
, СпФй гі — rr~t—,
где Сп — число многоцелевых .станков, необходимых для изготовления корпусных деталей; Фв — эффективный годовой фонд
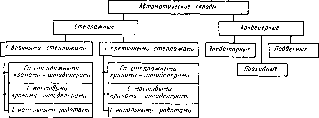 |
| Рас. 3.4. Классификация антоматичеасях складов по талам оборудовали |
Средняя продолжительность (ч) изготовления корпусной детали на многоцелевом станке tc„ при габаритных размерах деталей: до 300x300x300 мм — 0,29 ч, до 500x500x500 — 0,58 ч, до 800x800x800 — 1,03 ч.
При выборе типа склада можно пользоваться классификацией, приведенной на рис. 3.4. За основные признаки приняты наличие стеллажных конструкций, типы и конструкция стеллажей и штабелирующих устройств.
Большое распространение в автоматизированном производстве получили склады с автоматическими стеллажными кранами-штабелерами (рис. 3.5, а, б), поскольку они занимают небольшие

| •АА А Д Д А Д ДД'ЛЛДДДДч | ||||||
|
* іі ? | гАДДДйГ7У7л7лДсх |
V } а i j 5-2 | ||||
|
і 1 | 1 | f | тайки | / | 1 |
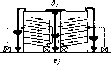
| |||||||
| а) 6) 6) г) |
площади и имеют высокую производительность. К недостаткам складов стеллажных конструкций следует отнести их малую гибкость к изменению планировки (так как для создания подобного склада требуются специальные фундаменты) и небольшую грузовместимость одной секции, особенно при незначительной высоте помещения. Для достижения достаточной вместимости стеллажного склада требуется сооружать длинные стеллажи, что приводит к снижению производительности крана-штабелера вследствие перемещения на большие расстояния.
Подвесные автоматические склады применяют в производстве, когда в качестве внутрицехового и межоперационного транспорта используют _ подвесной толкающий конвейер- с автоматическим адресованием грузов (рис. 3.5, ж).
Автоматизированные склады с блочными гравитационными стеллажами (рис. 3.5, е) применяют при незначительной номенклатуре грузов, хранимых в больших запасах.
Склады с элеваторными стеллажами (рис. 3.5, з) целесообразно применять при малых грузопотоках, небольших сроках и запасах хранения грузов и малых размерах самих изделий.
Склады с мостовыми кранами-штабелерами (рис. 3.5, в, г) используют при больших запасах хранения, крупных грузах и незначительных грузопотоках.
Для расчета параметров складской системы при широкой номенклатуре грузов следует разбить всю номенклатуру на группы в зависимости от габаритных размеров, массы или технологии переработки грузов на складе. Из каждой группы выбирают типичные представители и определяют общий запас грузов по рас-
к
сматриваемой группе: St, где St — запас хранения гру-
і=і
зов t-го наименования, т; k — число наименований грузов в рассматриваемой группе.
Длину типичного представителя грузов определяют с учетом математического ожидания:
к
fi = AfUil=
i=t
где /, —длина груза t-го наименования.
По аналогичной формуле рассчитывают ширину bt и высоту Л, типичного представителя.
Математическое ожидание объема, занимаемого типичным представителем рассматриваемой группы грузов, вычисляют следую-
_ к
щим образом: V = АД?Д == 2 libthtSt/S.
і=і
Затем определяют_произведение М [/,] М [АД М [АД и сравнивают с величиной V. Если их значения равны, то окончательно принимают I — lt\ 6 ~ 6t; h = ht.
Если эти величины не равны, то производят соответствующую корректировку величин lt, 6t, fij таким образом, чтобы соблюдались указанные равенства.
Массу типичного представителя группы грузов вычисляют
А
по формуле g = 2 giSi/S, где gt — масса груза і-го наименова-
(=і
ния.
Характеристики внешних материальных потоков, учитывающие их неравномерность, задают в виде коэффициентов неравномерности или в виде математической модели, учитывающей стохастический характер грузопотока.
При укрупненном расчете число стеллажей склада Рст определяют по формуле Рст — SmaJWCT, где №ст — полезная вместимость стеллажа выбранного типа, т; 5„„x — максимальный запас хранения грузов соответствующего наименования, т.
При уточненном расчете число стеллажей определяют исходя из потребного числа ячеек Ря:
* уи>якв *
где у — объемная масса хранящегося груза, т/м8; шя — объем ячейки, м3; kB — коэффициент заполнения ячейки.
При изготовлении широкой номенклатуры изделий создают запас ячеек в стеллажах около 10%.
Основные расчетные параметры при проектировании автоматизированного склада следующие: геометрические размеры ячеек, число ярусов по высоте, высота подъема грузозахвата штабелера, занимаемая площадь.
Высоту яруса стеллажа можно определить, зная высоту или
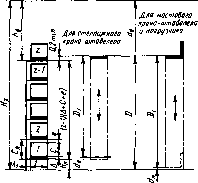 |
| Рис. З.?. Расчетная схема автоматического склада |
о + А + е.
Для бесполочных стеллажей принимают е = 60 ... 100 мм, для каркасных е — ПО ... 220 мм (в зависимости от толщины полки), а при штабельном хранении е — 0.
Высота складского помещения в зоне хранения грузов Нх определяется стандартными строительными размерами здания (см. гл. 10).
Число ярусов рассчитывают по формуле г = е{ -*",]+ 1,
где Лд — высота над полом нижнего яруса; Ав — расстояние по высоте от низа строительных конструкций покрытия здания до опорной поверхности верхнего яруса стеллажей или штабеля (для стеллажных кранов-штабелеров Ав = 1,5 м; для мостовых кранов-штабелеров А, = 1,8 ... 4,1 м).
Выражение е {• • •} означает, что берется целая часть от расчетного числа.
При использовании мостовых кранов-штабелеров, напольных штабелеров и погрузчиков принимают высоту уровня первого яруса над полом А,, = 0, так как нижняя тара устанавливается непосредственно на пол.
При применении на складе стеллажных кранов-штабелеров высоту Ля определяют по формуле А„ = d„ + Я, — е0, где d„ — минимальное приближение грузозахвата крана-штабелера к уровню опорной поверхности стеллажей; А, — зазор между низом тары и верхней поверхностью грузозахвата; е0 — высота ножек тары.
Число рядов в зоне хранения у = Ря/(ршг), где рт — коли: чество тары по ширине ячейки.
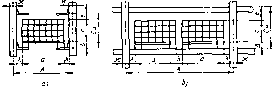 |
| Рнс. 3.7. Схемы установки производственной тары в ячейки бесполочного (в) и каркасного (б) стеллажей |
дли бесполочных стеллажей (рис. 3.7, а)
Let = у А = у (а + 2Х + х);
для каркасных стеллажей (рис. 3.7, 6)
Let = (Рла + (Рп + 1) X + х|,
где А — длина ячейки стеллажа; а — длина грузовой единицы (размер вдоль зоны хранения); х — толщина стоек стеллажей; рд — количество тары по длине ячейки каркасного стеллажа (рд = 2 ... 3 при установке тары длинной стороной вдоль стеллажей и рд = 3 ... 4 при установке их длинной стороной в глубь стеллажа); X — зазоры между грузовыми единицами или между грузовой единицей и стойкой стеллажа (А, = 0,03 ... 0,05 м — при хранении в стеллажах; X = 0,05 ... 0,1 м — при хранении в штабелях).
При определении площади зоны хранения учитывают ширину стеллажа, рассчитывают по формуле (рис. 3.6) Вст — рг = Ь + + Х1, где b — ширина грузовой складской единицы, т. е. размер, в направлении которого ее устанавливают в глубь стеллажа, м; Хг = 0,05 ... 0,1 м — зазор между грузом и краем стеллажа или менаду грузами; рг — количество тары по глубине ячейки.
Выбор штабелирующего оборудования производят с учетом величины рабочего хода стеллажных и мостовых кранов-штабе-леров DT = Нх — da — dB и высоты подъема грузозахвата D — — Нх — dB для электропогрузчиков.
При выполнении планировочных решений зоны складирования следует учесть возможность выполнения различных схем расположения стеллажей относительно штабелирующих устройств. На рис. 3.5, а—е представлены типовые схемы расположения стеллажей в зоне хранения.
Ширину Впр продольного проезда для штабелирующей машины рассчитывают в зависимости от типа машины: для электро-штабелеров и электропогрузчиков с поворотным грузозахватом Впр = 1,6 ... 1,8 м; для стеллажного крана-штабелера Впр = = b + 0,2 м( для мостового крана-штабелера без кабины Впр = = Ь + (0,4 ... 0,6) м; для мостового крана-штабелера с кабиной Вщ, = Ь + (1,2 ... 1,5) м (рис. 3.5) [22].
При проектировании автоматизированного склада возможны следующие схемы планировок стеллажей совместно со штабелирующим оборудованием: с одним стеллажом и одним штабелером; с одним стеллажом и двумя штабелерами, расположенными по обе его стороны; с одним стеллажом и двумя штабелерами, расположенными с-одной его стороны; с двумя стеллажами и одним штабелером, перемещающимся между стеллажами. Планировочное решение с двумя штабелерами, расположенными с одной стороны стеллажа, применяется редко, так как при этом значительно усложняется система управления штабелерами, которая должна обеспечить их четкую взаимную и безаварийную работу.
Для приема грузов на склад, а также выдачи их со склада на транспортную систему рядом с автоматизированным складом обычно располагают приемо-сдаточную секцию. Она является составной частью складской системы. Планировочное решение этой секции должно обеспечить удобство подъезда или стыковки с транспортными средствами, доставляющими грузы на склад и отправляющими грузы на производственные участки. Для осуществления приемки и отправки грузов приемо-сдаточные секции оснащаются следующими перегрузочными устройствами: стационарными столами с толкателями, передвижными консольными секциями, гравитационными роликовыми конвейерами, накопителями, встроенными в конструкцию стеллажей, подъемными столами.
Площадь приемо-сдаточной секции определяют по формуле _ Qc (^пр + ^о) * ч
где Qc — годовой материальный поток на склад, т; Апр =1,3 — соответственно коэффициент неравномерности поступления грузов на склад; А*0 = 1,5 — коэффициент, учитывающий неравномерность отпуска грузов; t — время нахождения груза на площадке секции, дни; пд — число рабочих дней в году; q — нагрузка на 1 м2 площади приемо-сдаточной секции (принимается равной 0,5 средней нагрузки на полезную площадь склада), т.
Число разгрузочных устройств в приемо-сдаточной секции определяют исходя из нормы на разгрузку транспортной партии (при разгрузке электротележек и прицепных тележек 5—8 мин)
3.3. Проектирование отделений по подготовке транспортных партий
Важным этапом в технологическом процессе складирования является комплектация грузов — совокупность операций по перемещению грузов с разных мест хранения в одно место временного накопления с целью формирования единой транспортной партии.
Полуфабрикаты и готовые изделия могут быть доставлены к технологическому оборудованию по транспортной системе в специальной таре, поддонах, кассетах, спутниках или без использования данных средств. В связи с этим в складской системе необходимо предусмотреть.складирование указанной оснастки, а также складирование элементов универсально-сборной оснастки (УСО), необходимых для установки полуфабрикатов на спутники. Отработавшие спутники с УСО перед их складированием разбирают, моют и консервируют. Для выполнения указанных работ в складских системах предусматривают следующие отделения: сборки и разборки технологической оснастки, установки и съема полуфабрикатов, мойки и консервации техоснастки.
Отделение сборки и разборки техоснастки предназначено для хранения оборотного запаса производственной тары, хранения оборотного запаса элементов УСО, комплектации элементов УСО и установки их на производственную тару (спутники, кассеты, поддоны), своевременного обеспечения ею рабочих мест для установки и съема полуфабрикатов, разборки УСО, своевременной передачи элементов УСО на мойку и консервацию. В этом отделении для выполнения технологических процессов сборки и разборки технологической оснастки используют поворотные столы, слесарные верстаки и манипуляторы. Число слесарей-сборщиков в отделении рассчитывают по формуле
УДоп и
Фэ. р-60
где Nr — количество производственной тары, на которую устанавливается технологическая оснастка, шт/год; tan — время выполнения операций по сборке и разборке оснастки, мин; Ф3.р — эффективный годовой фонд времени работы рабочего, ч; кв = = 1,2 —- коэффициент, учитывающий вспомогательные работы.
Число элеваторных стеллажей для хранения УСО
а. у —
У* о8 t,
Q Ка' где NT0 — количество оборотной тары; g = 0,1 т — масса одного комплекта УСО; Q = 10 т — вместимость одного элеваторного стеллажа; kn =0,6 — доля УСО, находящаяся на хранении.
Число элеваторных стеллажей для хранения производственной тары у?э. х рассчитывают по аналогичной формуле, только принимают среднюю массу одного спутника g = 0,3 т, а массу поддонов выбирают по табл. 3.2, 3.3.
Площадь, занимаемая элеваторными стеллажами, FB = = (у?э. 7 + N3, т)/і, где /і =10 м2 — производственная удельная площадь, занимаемая стеллажом.
Общую площадь, занимаемую отделением сборки и разборки техоснастки, вычисляют по формуле
PoU
Лсб *
F0 = F.+
где /2 = 16 м2 — производственная удельная площадь, занимаемая одним рабочим-сборщиком; псб — режим работы сборщиков.
Отделение установки и съема полуфабрикатов предназначено для установки, выверки и закрепления полуфабрикатов на спутники, укладки в кассеты и в поддоны, своевременного обеспечения автоматизированных участков спутниками с установленными
Рис. 3.8. Погрузочный манипулятор МП 100
на них полуфабрикатами, кассетами или поддонами, снятия полуфабрикатов с технологической оснастки после изготовления и своевременной отправки их на хранение на склад и технологической оснастки на разборку. В этом отделении обычно устанавливают сборочные поворотные столы, рольганговые станции с подвижной консольной секцией, кантователи, слесарные верстаки, разметочные и измерительные машины, подъемно-транспортные средства. Число рабочих и площадь, зани. маемую ими, рассчитывают по приведенным выше формулам.
В качестве подъемно-транспортного средства может быть использован электромеханический манипулятор МП100 (рис. 3.8) сбалансированного типа. Погрузочный манипулятор состоит из силового привода /, рычажного механизма 2 и грузового блока 3. Рычажный механизм и грузовой блок могут поворачиваться на 360°, причем на грузовом блоке могут быть смонтированы сменные захватные устройства. Грузоподъемность манипулятора 100 кг, максимальные горизонтальное и вертикальное перемещения груза 1500 мм, максимальная скорость вертикального перемещения 200 мм/с. Манипулятор с помощью кронштейна 4 устанавливают на вертикальную стойку стеллажа склада
Отделение мойки и консервации технологической оснастки предназначено для выполнения следующих процессов: промывки, сушки и пассивирования элементов УСО и спутников; своевременной передачи промытых элементов УСО и спутников в зону хранения, в отделение сборки и разборки технологической оснастки. В этом отделении располагают моечную машину, сушильную камеру и пассивировочную камеру для гальванического покрытия чугунных деталей. Площадь данного отделения принимают равной 80—100 м2.
3.4. Построение накопительной системы на производственных участках
Накопительная система на производственных участках предназначена для размещения в ней задела полуфабрикатов с целью обеспечения равномерной загрузки технологического оборудования. Вместимость накопительной системы должна обеспечивать высокий коэффициент загрузки основного оборудования при колебаниях продолжительности выполнения операций технологического процесса и интервалов времени поступления
| в-в | |
| Рис. | 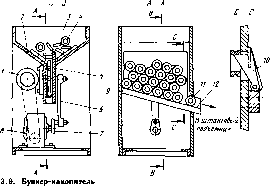 |
В качестве накопителей могут быть использованы межоперационная транспортная система, стеллажи, поворотные столы, бункеры, накопительные ячейки и т. п.
Полуфабрикаты могут размещаться в накопителях двумя способами: навалом и в ориентированном состоянии. В ориентированном состоянии полуфабрикаты размещают в кассетах, поддонах или спутниках. Устройства, принимающие кассеты и поддоны, разделяют на шиберные, дисковые и координатные столы. Устройства, в которых полуфабрикаты находятся навалом, могут ориентировать полуфабрикаты контактным и бесконтактным способами. Контактные устройства бывают вибрационные или с активным ворошением. Вибрационные устройства бывают вибробункерные и вибролотковые, а устройства с активным ворошением разделяют на шиберные и дисковые. Бесконтактные устройства могут быть электромагнитными и пневматическими.
Бункерные устройства (дисковые, секторные, вибрационные и т. д.) осуществляют штучную выдачу в транспортную систему ориентированных полуфабрикатов. Для межоперационных заделов изделий простейшей формы применяют бункеры с шиберной подачей (рис. 3.9); от электродвигателя 1 через редуктор 8, кривошип 7 и шатун 6 возвратно-поступательное движение передается плоскому шиберу 5. Шибер воздействует на кольца 4 в бункере 3 и направляет их в щель, образованную стенкой 2 и шибером 5. По наклонному дну 9 кольца поступают к выходному окну 11. Для устранения сводов, образуемых кольцами между стенкой бункера и дном Р, перед выходным окном 11 на шибере
закрепляют подпружиненную собачку 10, которая непрерывно разрушает образующиеся своды и позволяет кольцам по лотку 12 поступать в штанговый подъемник.
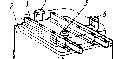

Требуемая вместимость пристаночных накопителей, предназначенных для приема ориентированных полуфабрикатов, может быть обеспечена путем установки различного числа оперативных ячеек. Конструкция оперативной ячейки типа координатного стола показана на рис. 3.10. На сварной раме 1 ячейки оперативного накопителя смонтирована плита 2, на которой имеются направляющие планки 3 Рис. 3.10. Ячейка one- и УП0Р 4- Производственная тара при ративного накопителя загрузке на ячейку перемещается по
направляющим планкам до упора, и с помощью подпружиненной защелки 5 предотвращается произвольное смещение тары. Номер кода производственной тары, установленной на ячейку, считывается бесконтактным датчиком 6. Переналадка ячейки оперативного накопителя на установку производственной тары различных типоразмеров производится путем замены направляющих планок и смещения упора.
В производственном процессе накопители могут выполнять следующие функции:
принимать изделия с предыдущего технологического оборудования и не выдавать их на последующее (работа на накопление);
выдавать полуфабрикаты на последующее технологическое оборудование и не принимать с предыдущего (работа на расход);
принимать полуфабрикаты с предыдущего технологического оборудования и посылать их на последующее, т. е. работать напрямую, причем прием и выдача могут осуществляться различными темпами при меняющейся производительности оборудования.
Вследствие различия производительности основного оборудования в производственной цепочке также необходимо устанавливать накопители. Например, накопители большой вместимости располагают между механообрабатывающим и термическим оборудованием, поскольку механообрабатывающее оборудование часто работает в две смены, а термическое — непрерывно.
Расчет вместимости накопительной системы и выбор принципа их размещения на автоматическом участке определяются серийностью выпуска, колебанием станкоемкости изготовления изделий н ритмичностью поставок полуфабрикатов на участки.
В поточном производстве накопители практически не устанавливают между технологическим оборудованием, обычно их размещают в начале и в конце поточной линии, а также между участками линии.
В непоточном производстве накопители чаще всего располагают после группы технологического оборудования или около каждого оборудования. Это объясняется тем, что вследствие широкой номенклатуры изготовляемых изделий постоянно изменяется продолжительность выполнения технологических операций, и для обеспечения равномерной загрузки технологического оборудования необходимо иметь накопители.
Существуют два основных принципа выбора числа групп, через которые устанавливают накопители: технологический, согласно которому число групп основного оборудования связано с местами перебазировки изделия; принцип равновеликих потерь, согласно которому выбирают такбе количество групп, при котором каждая имеет одинаковые потери времени.
Число групп технологического оборудования рассчитывают по формуле
_ Qy<n /?р» — 1 — Q,7y
где Qj — производительность ' участка; tn — внецикловые потери, которые включают в себя затраты времени на техническое обслуживание оборудования, на простои оборудования по организационным причинам, а также время, затрачиваемое на выпуск некачественной продукции; Тц — время цикла, которое равно сумме основного и вспомогательного времени, а также времени на транспортирование между рабочими позициями.
Установку накопителей после каждого технологического оборудования на автоматическом участке производить не рекомендуется при выпуске изделий значительными сериями даже при коэффициенте использования основного оборудования = 0,8, так как при каком-то оптимальном числе групп достигается почти максимальная производительность, а рост числа накопителей более оптимального может лишь незначительно увеличить производительность участка. При этом произойдет значительное повышение капитальных затрат на создание автоматического' участка. Накопители устанавливают после каждого технологического оборудования в том случае, если на производственном участке имеются многошпиндельные станки с коэффициентом их использования т] 0,8 или многоцелевые станки.
Схема функционирования накопителей зависит от способов транспортирования изделий, их числа и номенклатуры. Типовые схемы функционирования накопителей приведены на рис. 3.11. Схему, показанную на рис. 3.11, а, используют в тех случаях, когда вместимость участка конвейера 1 между технологическим оборудованием (ТО) 2 достаточна для обеспечения необходимого задела. При недостаточной вместимости используют дополнительно встроенные накопители кольцевого типа (рис. 3.11, б), тупикового типа (рис. 3.11, в) и комбинированного типа (рис. 3.11, г).
б) I ТО I в) I ТО I г) I ТО I
ила2 ш,
—СН^—СН
а)
[2,3
_I_zH_=fc—Рис. 3.11. Типовые схемы функционирования накопителей
Оборотные заделы, доставляемые межоперационной транспортной системой 4, размещают в пристаночных накопителях, и при необходимости они автоматически выдают и принимают полуфабрикаты с загрузочной позиции 3. Схемы, показанные на рис. 3.11, б—г, позволяют подавать полуфабрикаты на загрузоч-ну о позицию в любой заданной последовательности, однако схемы, приведенные на рис. 3.11, б, в, удовлетворяют указанному требованию только при использовании межоперационной транспортной системы, а комбинированная схема позволяет это выполнить благодаря циркуляции полуфабрикатов в накопителе. Повышение вместимости накопителей может быть достигнуто путем установки специальных магазинов или выполнения накопителей в несколько рядов (рис. 3.11, г).
3.5. Компоновочно-планировочные решения складской системы
Для выполнения компоновочно-планировочных решений необходимо, в первую очередь, определить общую площадь, занимаемую складской системой. Ее рассчитывают по формуле F0. о = FCK + Fn. с + F0 + F7. с + Е„. к + Fu, где FCK — площадь, занимаемая автоматизированным складом в цехе и на производственных участках; Fn. с — площадь, занимаемая приемосдаточными секциями; F0 — площадь, занимаемая отделением сборки и разборки технологической оснастки, Еу. 0 — площадь, занимаемая отделением установки и съема полуфабрикатов; Ем. к — площадь, занимаемая отделением мойки и консервации технологической оснастки; Fa — площадь, занимаемая накопителями.
Критерием выполнения компоновочно-планировочных решений является мощность грузопотока, минимальное значение которого позволит сократить затраты на транспортирование полуфабрикатов, повысить коэффициент использования технологического оборудования и мобильность всей производственной системы.
Принятие компоновочно-планировочного решения складской системы зависит от типа и характера производства, производственной программы выпуска продукции, типов транспортных
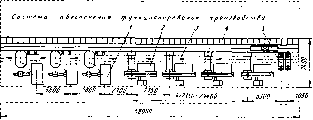 |
|
Рнс. 3.12. Автоматизированный участок для изготовления деталей типа тел вращения линейной планировки: / — РТК-16К20ФЗР232Н004; 2 — РТК-1Д38, 3 — кавал для отвода стружки; 4 — автоматизированный склад; б — накопитель |
По признаку направления материальных потоков относительно зон хранения к зонам изготовления изделий различают следующие виды планировочных решений: радиальные, линейные, Т-образные, замкнутые (кольцевые), вертикальные и комбинированные.
Радиальная планировка предусматривает передачу полуфабриката от склада, расположенного на производственном участке или в цехе, к оборудованию, находящемуся вокруг зоны хранения. Подобные решения целесообразно использовать в производственных системах, имеющих раздельные входные и выходные материальные потоки. ¦
Линейная планировка характеризуется расположением технологического оборудования вдоль зоны хранения. Планировку такого типа используют при незначительном количестве технологического оборудования и ограниченных площадях, что характерно для условий реконструкции производства. Пример линейной планировки приведен на рис. 3.12. Перемещение грузов вдоль линии станков 1,2 в ГПС для изготовления деталей типа тел вращения осуществляется краном-штабелером, который производит обмен полуфабрикатов между складом 4 и накопителем 5. Удаление стружки от станков осуществляет конвейер 3.
При Т-образной планировке одна или несколько трасс транспортных средств перпендикулярны к зоне хранения. Такой тип планировки позволяет рационально использовать производственную площадь, без значительных затрат наращивать производственную мощность за счет удлинения или увеличения числа линий. На рис. 3.13, а приведен пример решения такого типа планировки.
Кольцевой тип планировки характерен замкнутой трассой движения транспортных средств и расположением зоны хранения
| 2 |
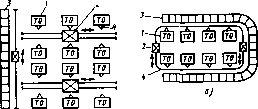 |
|
а) Рис. 3.13. Варианты планировочных решений складской системы: а — Т-образная; б — кольцевая |
В вертикальных планировках зоны хранения и транспортирования расположены на разных уровнях с вертикальной передачей грузов от склада к технологическому оборудованию. Пример такого типа планировки показан на рис. 3.5, з, она позволяет экономить производственную площадь.
Комбинированные планировочные решения позволяют обеспечить максимальную гибкость, минимальные транспортные грузопотоки и компактность при разнообразном расположении производственного оборудования.
При проектировании автоматизированного склада возможны две схемы планировочных решений: тупиковая и сквозная. При тупиковой схеме приемо-сдаточная секция склада находится с одной стороны по отношению к зоне хранения и входные и выходные грузопотоки совмещены, а при сквозной — приемная секция расположена с одной стороны, сдаточная — с другой.
В производственных системах с незначительным грузопотоком (до 3 тыс. т/год) целесообразно использовать автоматические склады, построенные по тупиковой схеме, что объясняется следующими преимуществами: лучшим использованием приемо-сдаточной секции вследствие концентрации работ; повышением производительности штабелирующего оборудования в зоне хранения грузов благодаря сокращению порожних рейсов; возможностью рационального размещения грузов в стеллажах в соответствии с их оборачиваемостью.
Для складов со значительным грузопотоком (свыше 3—4 тыс. т/год на каждую секцию с одним стеллажным краном-штабелером) рекомендуется использовать сквозную планировку с разделением входных и быходных грузопотоков. При этом следует учесть, что сквозная планировка требует увеличенного транспортного пути из условия обеспечения возможности двустороннего выхода штабелирующего устройства для приема и выдачи грузов, разворота или перехода из одного проезда в другой при многосекционных складах.
При выполнении компоновочного решения складской системы следует исходить из места расположения входных и выходных грузопотоков, производственных маршрутов изготовления изделий и материальных потоков. Так, например, при компоновке в корпусе складов готовых деталей и комплектующих изделий необходимо объединять их в единый склад, приближенный к узловой сборке.
Контрольные вопросы
1. Какие классификационные признаки складских систем вы знаете?
2. Какова методика расчета основных параметров автоматизированных складов?
3. Надавите назначение отделения сборки и разборки технологической оаснастки.
4. Какие принципы размещения накопителей в поточном и гибком производстве вы знаете?
5. Расскажите о видах планировочных решений складских систем?
ПОСТРОЕНИЕ АВТОМАТИЗИРОВАННОЙ ТРАНСПОРТНОЙ СИСТЕМЫ

4.1 Материальные потоки — основа проектирования транспортной системы
В механическом (механосборочном) цехе выполняют различные транспортно-загрузочные операции: загрузку полуфабрикатов, заготовок, инструмента, приспособлений и изделий для хранения на склад и их выгрузку по требованию; перемещение этих предметов со складов к рабочим местам (сборочным позициям, станкам) и обратно, а также межоперационные перемещения заготовок между станками. Эти операции осуществляют с помощью транспортных систем (ТС).
Автоматическая транспортная система — совокупность взаимосвязанных автоматически действующих средств для транспортирования приведенных выше предметов в системе автоматически работающих машин (станков).
Автоматизированная транспортная система отличается от автоматической тем, что транспортно-загрузочные операции автоматизированы частично. Такие системы используют в поточных АЛ. Комплексная автоматизация транспортно-загрузочных операций позволяет транспортные процессы осуществлять почти непрерывно. Основой для проектирования транспортной системы является схема материальных потоков, цеха и участков, которая должна быть составлена с учетом обеспечения мощности грузопотоков. Грузовые потоки цеха представляют собой определенную схему движения предметов труда в соответствии с цоследователь-ностью производственного процесса. Грузопотоки классифицируют по следующим признакам в зависимости от массы — миниатюрные (до 0,01 кг), легкие (0,01—0,05 кг), средние (0,5—16 кг), переходной массы (16—125 кг), тяжелые (более 125 кг); в зависимости от способа загрузки — в таре, без тары, навалом, ориентированные, кассетированные в пакетах, на спутниках; в зависимости от формы — тела вращения, корпусные и др.; в зависимости от материала — металлические, неметаллические и т. д.; в зависимости от свойств материала — твердые, хрупкие, пластичные, магнитные.
Расчет интенсивности грузопотоков и определение их оптимальных схем является одной из составляющих частей проекта цеха. Например, для подачи отливок со склада в цех годовой грузопоток Г, = 2 MBlNBi, где л, — число наименований эаго-
товок, направляемых в цех; Мв — масса каждой заготовки данного наименования, кг; NB — годовая программма по каждой заготовке, шт. Все виды перемещаемых в цехе заготовок и деталей составляют полный грузопоток Г„.д, входящий в цех грузов;
А
Г, д = 2 Г8, где k — число видов грузов, поступающих в цех.
' і=і
На величину Гв. д следует рассчитывать межцеховой транспорт.
Организация оптимальных грузопотоков включает в себя решение таких задач, как сокращение общей длины транспортных путей, пересечений и разветвлений, исключение транспортных петель и возвратных трасс, обеспечение ремонтопригодности транспортных средств. Это приводит к снижению капитальных и эксплуатационных затрат. В общем случае транспортная система состоит из транспортных средств (TCP) доставки грузов и загрузочно-разгрузочных средств, обеспечивающих связь с технологическим оборудованием.
В зависимости от характеристик перемещаемых грузов возможны различные основные варианты построения транспортной системы (рис. 4.1). В качестве транспорта применяют узколент-ные и широколентные железнодорожные пути, ручные и автоматические тележки (робокары), электрокары, электропогрузчики, мостовые и поворотные краны, подвесные кранбалки (с нижним управлением), ленточные, роликовые, шаговые, подвесные конвейеры для перемещения деталей, поворотные устройства (столы) и т. д. Составными элементами транспортной системы являются загрузочно-разгрузочные устройства (автооператоры АО), встроенные непосредственно в оборудование или расположенные рядом
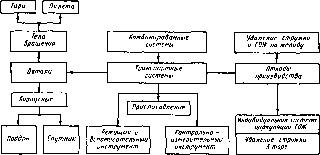 |
| Рис. 4.1. Классификация транспортных систем в зависимости от транспортируемых грузов |
Транспортные системы АЛ (рис. 4.2). В синхронных системах станки 1—3 связаны конвейером 4. Заготовки 7 по окончании их обработки на всех станках одновременно перемещаются конвейером на следующие позиции, где происходит последующая обработка. В несинхронных системах станки и конвейеры работают независимо. Перед каждым из них расположен накопитель 5. Обрабатываемые заготовки от каждого станка транспортируются в этот накопитель конвейером 4 и при необходимости поступают из него к следующему станку. Независимость работы транспортной системы от работы станков позволяет при отказе одного или нескольких станков не прекращать некоторое время работу.
АЛ имеют транспортные, спутниковые и бесспутниковые системы. В первых заготовки 7 перемещаются и обрабатываются на спутниках 6. После обработки детали с них снимаются, а спутники возвращаются конвейерами возврата. В бесспутниковых системах заготовки перемещаются конвейером и обрабатываются без спутников. Различают транспортные системы со сквозной и несквозной трассами транспортирования. В первых заготовки 7 перемещаются из одной зоны обработки в другую межоперационным конвейером 4, во вторых — заготовки перемещаются в три приема, вначале из зоны обработки АО 8 на конвейер 4, затем перемещаются последним на один шаг, после чего загружаются АО в зоны обработки. В некоторых системах, кроме межоперационного конвейера 4, используются загрузочно-разгрузочные устройства, АО, ПР.
В зависимости от способа компоновки транспортные системы подразделяют на ветвящиеся и неветвящиеся. Ветвящиеся системы оснащены устройствами, которые делят поток деталей на несколько потоков или, наоборот, объединяют несколько потоков в один в зависимости от того, к скольким параллельно работающим станкам нужно подать заготовки. Неветвящиеся системы характеризуются наличием одного потока заготовок и отсутствием устройств деления потока. Транспортные системы подразделяют в зависимости от способа использования сил для перемещения деталей. В принудительных системах применяют ПР, АО и конвейеры (шаговые, роторные, ленточные, цепные и др.). Принцип действия самотечных систем основан на использовании силы тяжести перемещаемых деталей и спутников, полусамотечных — на использовании силы тяжести и устройств, уменьшающих силы трения. Транспортные системы разделяют на действующие периодически и непрерывно.
Транспортные системы ГПС. Они могут быть различных типов, в том числе межцеховыми, цеховыми и межоперационными.
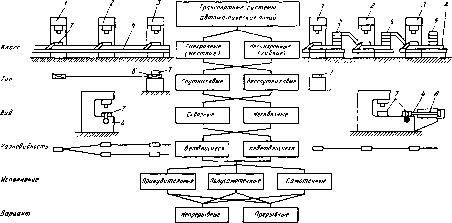 |
| Рк. 4J. Классификация транспортных систем автоматических линий |
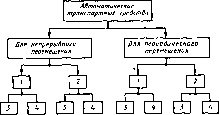 |
|
Рис. 4.3. Классификация транспортных систем по организационно-техническим требованиям для потоков: 1 — ветвящихся, 2 — неветвящихся, 3 — возвратных, 4 — прямоточных |
Для ГПС типа участка можно выделить межучастковый (внесистемный), межоперационный и операционный транспорт. Первый обеспечивает связь ГПС с другими производственными подразделениями и, прежде всего, с системой более высокого управления, обеспечи.чающей- ГПС заготовками и средствами оснащения и определяющей дальнейшее транспортирование готовых изделий к потребителю. Роль этого транспорта меняется в зависимости от степени автономности ГПС. Основное средство для связи рабочих мест в ГПС — межоперационный транспорт. Операционные транспортные средства перемещают грузы (заготовки, полуфабрикаты, готовые изделия, средства оснащения, стружку, ц СОЖ) в пределах технических операционных единиц (ГПМ, позиции контроля, комплектации, кантования и т. ц.). В качестве транспортных средств используют АО, например, для замены инструмента, ПР для установки заготовок и смены деталей, устройства перемещения тары, спутников, палет. Применение спутников является основным способом перемещения корпусных деталей в ГПС.
Схема транспортных потоков определяется технологическими и организационными решениями, полученными на этапе пред-
| ||||||||||
|
Т Ушроишбо передачи еру за 1 ~ JL |
верительной разработки ГПС. На рис. 4.4 показаны варианты транспортных систем для различного состояния заготовок на входе, взаимодействия внесистемного и межоперационного транспорта ГПС (транспортные перемещения для простоты показаны однонаправленными), заготовки, которые предварительно ориентированы, не требуют в ГПС операций комплектации, г. е. ориентации и сборки их с приспособлениями-спутниками или ячеистой тарой. В некоторых случаях, что характерно для ГПС для изготовления тел вращения, комплектация выполняется непосредственно на ГПМ (автоматически или вручную). Поэтому в зависимости от типа ГПМ и способа подачи заготовок можно использовать один из вариантов комплектации: внесистемы на специальных ра-' бочих местах ГПС; непосредственно на ГПМ.
Для стыковки различных транспортных средств нужно предусматривать устройства передачи грузов (УПГ). Они могут быть выполнены как автономные объекты, а также встроены в одно из средств транспортирования или хранения грузов.
Позиция Входа заготовок, выхода готовых деталей
_L
УПГ
JL
Центральный накопитель
щт
I
УПГ
г7*-
Позиция загрузки - Выгрузки
УПГ
-«?•
-И-
Транспортное средство ГПС
j I
УПГ
-1-Г
Операционные средство
12-
Резервное песто хранения, ЦП К
т
|~ ^Очередное операционное средство ГПС
4.2. Разработка структуры транспортной системы, циклов транспортирования внутри цеха и участков
Структура транспортной системы определяется конструктивно-технологическими характеристиками изготовляемых в цехе изделий, масштабом производства, используемым технологическим оборудованием, конфигурацией и длиной грузов, которые Должны соответствовать размерам отдельных участков
| Склад | Склад | Склад |
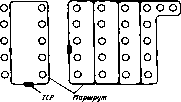 |
|
S) в) Рис. 43. Компоновочные схемы транспортных систем: |
о
о
о
<4
устройства
о)
а — линейная; б — петлеобразная; в — разветвленная
цеха, АЛ и ГПС, частоте заявок на транспортное обслуживание и расположению технологического оборудования.
От конструктивно-технологических характеристик изготовляемых изделий зависит характер связи между технологическим оборудованием (прямой или косвенной). При прямой связи транспорт подает заготовки (детали, сборочные единицы) со склада к оборудованию и после обработки на одном станке (сборке на одной позиции) перемещает на другой станок (позицию) для последующей обработки (сборки), минуя склад. Затраты на транспортирование невелики. Косвенная связь между оборудованием осуществляется через склад при высокой частоте транспортирования. При этом затраты на транспортирование возрастают. Однако при механической обработке такая организация межоперационного транспортирования при серийном производстве имеет преимущества: весь производственный процесс контролируется и управляется с центрального пульта управления, и к станку подается минимальное число заготовок; их новая партия адресуется к станку только тогда, когда заканчивается обработка предыдущей партии. Это уменьшает вместимость накопителей, упрощает контроль и управление производственным процессом
В общем случае в ГПС различают следующие основные структурные (топологические) схемы транспортной системы: с прямой трассой обслуживания (линейная) (рис. 4.5, а); петлеобраз-ную(рис. 4.5, б), разветвленную (рис. 4.5, в). Переход от линейной схемы к разветвленной усложняет систему управления транспортными перемещениями. При разветвленной структуре часто применяют более чем одно транспортное средство. Поэтому следует предусматривать места для обгона или разъезда транспорта; принцип управления должен быть таким, чтобы исключить возможные столкновения транспортных средств и обеспечить их равномерную загрузку.
Рис. 4.6. Схемы взаимодействия ВТ и ГПМ:
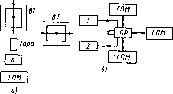
а — с комплектацией на рабочем месте (К — поэяцця комплектации), б — с использованием накопителей (/ — входного, 2 — выходного) и ПР
Связь между внесистемным транспортом (ВТ) и операционными средствами может выполняться различными способами и средствами. В одних случаях возможна передача груза напрямую (блоки 1, 2, 11 на рис. 4.4), в других груз проходит через все средства.
Транспортные схемы могут быть решены конструктивно различными способами. Простая транспортная система, включающая в себя внесистемный транспорт, доставляет к ГПМ грузы в таре в ориентированном положении (рис. 4.6, а). На ГПМ непосредственно выполняется комплектация (ручная или автоматическая), например, посредством бункерных устройств или адаптивных роботов. Такая структурная схема может быть использована для ГПС, где число операций обработки каждой заготовки меняется от единицы до двух, или для первого ГПМ по ходу технологического маршрута.
Схема взаимодействия ВТ и ГПС из трех станков приведена на рис. 4.6, б. Транспортные перемещения между станками выполняет ПР, расположенный в центре системы. Кроме такой компоновки, может быть использовано линейное расположение оборудования с транспортным напольным или портальным роботом.
В транспортной системе с центральным накопителем (ЦНК) в виде замкнутого конвейера или барабана большого диаметра (рис. 4.7, а) транспортные перемещения между ЦНК и станками осуществляют ПР или АО. Заготовки перемещаются после остановки вращающегося ЦНК. Недостатки этой системы следующие: большое число вспомогательных перемещений, ограниченная вместимость ЦНК, необходимость большой производственной площади. Система может быть рекомендована для крупносерийного производства с одновременными технологическими маршрутами без возвратов.
Автоматизированные самостоятельные транспортные средства в ГПС отсутствуют при использовании стеллажного склада, штабелер (Шт) которого работает непосредственно с накопителями станков и позициями загрузки-выгрузки (рис. 4.7, б). Перемещения Шт, который выполняет прием и выгрузку заготовок, полуфабрикатов и готовых изделий, невелики из-за его большой массы, частых остановок и пусков. Кроме того, сложно согласовать длину склада и количество применяемого оборудования, которое размещается в линию вдоль склада. Поэтому
 | ВТ |
| и | н | к |
| |||||||
| Рис. 4.7. Схема транспортно-накопительной системы' (ТНС): а — с центральна»! накопителем ЦНК типа конвейера я ПР нля АО; б — с ЦНК типа «стеллахнвй склад* в штабелером Шт\ в — с ЦНК типа стеллажного склада, Шт н транспортной тележкой ТТ |
| М"І | ІГГ | ||
| —ГЙГІ-— | |||
| ППІ | гп» | рпі | 1п t |
| ГПМ | ГПМ | ГПМ 1 | ГПМ |
| п |
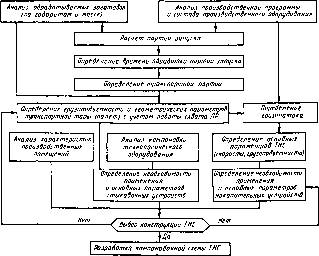
Рнс. 4.8. Схема последовательности выбора компоновки ТНС
124
4.1. Основные виды перемещений в зависимости от компоновок ТНС
| Комвововка |
Направление перемещения | Положение рабочих по* ввпий относительно линии транспортирования | Последовательность прохождении рабочие позиций | ||
| жесткая беа пропусков | жесткая с пропуском | любая | |||
| Линейная | Одностороннее |
На линии В стороне |
+ + | + | — |
| Двустороннее |
На линии В стоооне | + | + | + | |
| Замкнутая | Одностороннее |
На линии В стороне |
+ + | + | + |
| Двустороннее |
На линии В стороне | + | + | + |
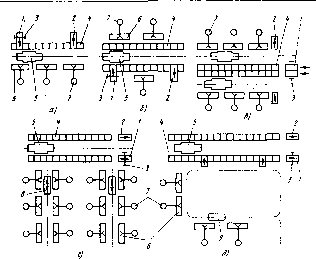 |
| Рис. 4,9. Варианты компоновок ТНС линейного типа: |
Структурные схемы перемещений и конструкция транспорта взаимосвязаны с накопителями системы. Поэтому процессы транспортирования грузов при проектировании ГПС следует рассматривать в рамках транспортно-накопительной системы (ТНС).
Петлеобразные и разветвленные трассы, обслуживаемые ТНС, относятся к замкнутым трассам. Автоматизированные ТНС разделяют на линейные и замкнутые (табл. 4.1). При линейном принципе компоновки в качестве транспорта применяются машины циклического действия (краны-штабелеры, транспортные манипуляторы, робототрайлеры и т. д.). Замкнутые системы выполняют на базе транспорта прерывного и непрерывного действия (напольные и подвесные конвейеры и т. д.). Размещение
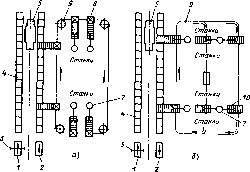 |
| 1 Станки 7 10 |
| -/+ 12 |
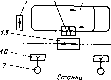 |
| Рис. 4. ІО. Компоновка ТНС замкнутого типа на базе подвижного транспорта: 1,2 — эагруэочно разгрузочные устройства; 3 — устройство для контроля габаритов груза, 4 — стеллажи; 6 — кран-штабелер, б — подвесной грузонесущнй конвейер; 7 — промышленный робот (автоматический манипулятор); 8 — приемно-передающее устройство с опускным столом, 9 — монорельсовая дорога; 10 — приемно-передающее устройство; 11 — конвейерный подвесной манипулятор. 12 — подвесной толкающий конвейер. 13 — передаточная тележка; 14 — опускная секция |
 |
| ’ О |
в)
технологического оборудования и транспортно-накопительной системы на возможно меньших площадях достигается при объем нрй компоновке ячеек ГПС. Компоновка ТНС может быть выбрана на основании схемы, представленной на рис. 4.8. Типовые принципиальные схемы компоновок ТНС представлены на рис. 4.9, 4.10.
4.3. Расчет состава и количества транспортных средств
В цехах в качестве межцехового и межучасткового транспорта используют вильчатые электропогрузчики и электрокары с подъемной платформой грузоподъемностью до 1 т. Они могут транспортировать крупные детали и тару и являются универсальным средством, так как позволяют быстро перевезти груз в нужное место. Вильчатые электропогрузчики осуществляют подъем груза на высоту до 2,8 м, что обеспечивает многоярусное хранение тары. Потребное количество транспорта (шт.) можно определить по формуле К9 = Гв. д ^р^н/3320 при двухсменной работе, где Га. д — годовой грузооборот заготовок, деталей, т; tv — время одного рейса с учетом подъема и опускания тары, ч; йн > 1 — коэффициент неравномерности.
В цехах серийного производства применяют безрельсовые ' электропоезда без водителя. Тягач поезда имеет впереди контактное буферное устройство, которое при самом легком прикосновении останавливает электропоезд, который следует по заранее определенной замкнутой трассе, определяемой проложенным под полом кабелем.
В цехе используют подвесной транспорт. Различают непрерывный конвейерный транспорт, в том числе конвейерный толкающего типа, и периодический транспорт в виде подвесных (на монорельсах) электровозов, автоматически подающих груз в заданное место по программе.
Транспортные средства в ГПС относятся к колесному транспорту и конвейерам. Последние иногда используют как операционный транспорт для удаления отходов, перемещения специальной тары типа спутников, палет, хранения и перемещения инструмента. Классификация конвейеров приведена в ГОСТ 18501—73. При выборе конвейеров исходят из целей их использования и грузоподъемности можно пользоваться данными табл. 4.2. Конвейеры могут выполнять функции магистрального транспорта, а также дополнительные функции. В частности, ленточными и роликовыми конвейерами можно оснащать автоматические транспортные тележки, подъемно-поворотные столы, приемные устройства у складов для обеспечения автоматической загрузки и выгрузки.
Для перемещения грузов в ГПС наиболее часто используют колесный транспорт, в частности автоматические тележки, груз
| 4.2. Назначение н область использования конвейеров | |||||||||||||||
|
Автоматические тележки оснащают индивидуальным приводом, они информационно связаны с ЭВМ верхнего уровня ГПС и могут быть адресованы к различным операционным средствам и накопителям ГПС. Различают рельсовые и безрельсовые тележки. Первые отличаются более простой системой управления для отслеживания маршрута. Для изменения маршрута используют стрелочные переводы. Изменять планировку ГПС, обслуживаемую рельсовой тележкой, сложнее, чем ГПС, обслуживаемую безрельсовой тележкой. Для отработки маршрута движения безрельсовых тележек применяют различные способы.
Существуют также следующие транспортные тележки: с индуктивной связью, движущиеся по белой светоотражающей или флуорисцирующей полосе (оптоэлектрическая связь); с управлением по лучу (лазер, инфракрасное излучение, радиолуч сверхвысокой частоты); с наведением по маякам, радиосвязью; с жесткими направляющими типа желоба или выпуклого трассировочного элемента. Наиболее часто используют тележки с индуктивной связью, маршрут которых зависит от схемы расположения заложенного в полу проводника. В отечественных тележках МП-12Т и МП-14Т используют в основном оптоэлектрическую связь для отработки маршрута движения. Тележка МП-12Т оснащена роботом для перемещения грузов в палетах, грузоподъемность 200 кг, число адресных точек 62. масса 800 кг.
Важным элементом функционирования транспортно-накопительной системы является контроль наличия груза на соответствующих позициях. На основании этой информации происходит включение или отключение загрузочных и транспортных устройств. Для контроля наличия груза используют контактные и бесконтактные датчики, из бесконтактных чаще применяют фотодатчики.
Условия работы автоматизированной транспортно-накопительной системы соответствуют условиям работы систем массового обслуживания (СМО), характеризуемым пуассоновским законом распределения времени заявок на обслуживание транспортом рабочих мест. Интенсивность потока заявок на TCP
К = tJ[2Tср (пс — пс. „)] + 2гас. п,
где Тср — выборочная средняя станкоемкость технологической операции, ч (в случае группового транспортирования деталей Тср = ? Тср tqT}; qTj — вместимость транспортной тары (среднее число заготовок j-ro типа, укладываемых в тару, шт.); пс — число обслуживаемых станков; гас. „ — число станков, подлежащих переналадке за расчетный период времени tc.
Первое слагаемое в формуле учитывает операции по подаче деталей (тары с деталями при групповом способе транспортирования к станку и обратно), второе — подачу технологической оснастки к станкам, когда она осуществляется при участии системы.
Длительность обслуживания заявки определяется типом транспорта, его скоростными характеристиками и протяженностью трассы. Для циклических транспортных средств длительность обслуживания (мин) при двухадресном режиме работы to6 = = 2 (tp + tT + t0 + п), где tp — время разгона транспорта,
мин; — время его торможения, мин; tv — время движения на маршевой скорости, мин; tB, п — время отработки цикла взять— поставить, мин. Для расчета to6 обычно используют средний путь движения на маршевой скорости, который равен 0,3— 0,5 длины трассы.
Интенсивность обслуживания р = 1 Доб. Основное условие работы автоматизированной транспортно-накопительной системы— соблюдение неравенства а < пт. ср, где а = Х,/р; гат. ср — число транспортных средств.
Входящий в систему поток заявок на обслуживание исходит от обслуживаемых объектов (пс > Гт. ср), и объект вновь становится потенциальным источником заявки на обслуживание, т. е. находится внутри системы и генерирует ограниченный поток заявок. Поэтому система является замкнутой СМО, для которой длина очереди (шт.) определяется по формуле
ЛС
^оч = 2 (k ср) Р
где k — число заявок на обслуживание; Ph — вероятность того, что в системе на обслуживании и в очереди имеется k требований;
I п01 akPjk\(п0 — k) при 1 < k < пс к \ncakP0/n$7wcpl(nc — k) при nT.cp<fe<nc.
"с
Величину Р0 находят из условий нормировки 2 Ph ПРИ
“ *=і
k — 1, 2, 3, .... п0. Среднее число обслуживаемых и ожидаю-
пс
щих обслуживания требований LT= 2 kPh. Коэффициент
к~ат. ср
использования оборудования ka. 0 = 1—(LT/nc). Коэффициент простоя оборудования в ожидании обслуживания ka- 0 = L04MC. Коэффициент ?п. 0 характеризует интенсивность эксплуатации обслуживаемого технологического оборудования: он практически равен вероятности того, что данный станок в любой момент времени эксплуатируется. Это справедливо при отсутствии буферного накопителя. При его наличии во избежание простоя оборудования нужно соблюсти условие L04 -< 10б. ср» гДе ^об. ср — среднее время обработки детали или транспортного комплекта.
Для непрерывного транспорта — конвейеров различного вида— транспортно-накопительную систему можно рассматривать как СМО с неограниченным числом обслуживающих агрегатов, т. е. пт.ср = оо, и при любой интенсивности входящий поток требований начинает сразу обслуживаться, так как в системе имеются свободные агрегаты.
4.4. Расчет основных параметров транспортной системы
В общем виде производительность транспортного средства Qcp = Qn (1 —kB) шт/мин, где Q4 — цикловая производительность обслуживаемого технологического оборудования (единицы или нескольких единиц оборудования, работающих параллельно), шт/мин; А>н = 0,2 ... 0,3 — коэффициент нестабильности работы транспорта.
Производительность транспорта зависит от скорости перемещения груза. В табл. 4.3, 4.4 приведены рекомендуемые скорости соответственно перемещения деталей конвейерами и подъемниками, а также самотечного перемещения заготовок и изделий в лотковых конвейерах.
Скорость (мм/с) перемещения груза ленточным, цепным, роликовым, вибрационным подъемниками ?т = QcpZ,r/(60 68 г). где LT — размер груза в направлении движения, мм; kB. г — коэффициент заполнения транспорта грузом. Частота вращения (минг1) приводного барабана (ролика, звездочки) п = 1000t»r/(nd 4.3. Рекомендуемые скорости принудительного перемещения деталей конвейерами и подъемниками
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Примечание. D — диаметр детали; т — масса. |
| Матернал детали |
Масса, кг | Скольжение | Качение | Скатывание на роликах | |||
|
заготов ки | детали |
заго товки | детали |
заго товки | детали | ||
| Чугун | 0,1—0,5 | 93—66 | 51—36 | 60—42 | 39—30 | 72—51 | 51—36 |
| Бронза | 1—4 | 48—24 | 30—15 | 33—15 | 21—9 | 36—18 | 30—15 |
| Латунь, сталь | 0,2—1 | 105—78 | 51—36 | 72—51 | 51—36 | 78—57 | 60—42 |
| незакаленная | 2—8 | 54—27 | 30—15 | 36—18 | 30—15 | 42—21 | 33—15 |
| Сталь закален- | 0,3—1,5 | 114—90 | 72—51 | 78—57 | 60—42 | 90—75 | 72—51 |
| ная | 3—12 | 72—36 | 36—18 | 42—21 | 33—15 | 60—24 | 36—18 |
| Медь | 0,1—0,5 | 78—57 | 45—30 | 51—36 | 36—27 | 60—42 | 39—30 |
| Алюминий | 1—4 | 42—21 | 21—9 | 24—15 | 18—9 | 33—15 | 21—9 |
Для двухвалкового конвейера частота вращения (мин"1) валков лв = v,/[ndcp tg фср) ], где ?, — скорость подачи при обработке заготовки на бесцентровых круглошлифовальных станках, мм/мин; d„р — средний диаметр валка, мм; — угол наклона валков, ф = 0,85 ... 0,9 — коэффициент скольжения.
Частота вращения (мин"1) винтов винтового конвейера лвив = = 1000пг/Р, где Р — шаг винта, мм.
Число двойных ходов в минуту приводного механизма перекладывающих, пилообразных, гребенчатых конвейеров, толкающих и шаговых подъемников пт — 1000і>г/2L, где L — ход планки (гребенки, ползуна, каретки), ^м.
Контрольные вопросы
1. Что является основой проектирования автоматизированной транспортной системы?
2. Как классифицируют транспортные системы АЛ?
3. Как классифицируют транспортные системы ГПС?
4. Как разрабатывают структуру транспортной системы?
5. Как осуществляют расчет состава и количества транспортных средств?
6. Как выполняют расчет основных параметров транспортной системы?
ИНСТРУМЕНТООБЕСПЕЧЕНИЕ АВТОМАТИЗИРОВАННЫХ УЧАСТКОВ И ЦЕХОВ

5.1. Назначение системы инструментообеспечен ия
Технологические возможности оборудования во многом зависят от системы инструментального обеспечения (СИО). Структурно-компоновочное решение СИО влияет на выбор компоновки поточных АЛ и ГПС и их технико-экономические показатели. Способы формирования и реализации потоков инструмента, а также управления ими отражаются на текущих материальных затратах и производительности технологической системы. Уровень автоматизации потока инструмента определяет численность технического персонала, обслуживающего СИО.
Основное назначение автоматизированных СИО следующее: постоянная инвентаризация общего количества слесарно-сборочного, режущего и измерительного инструмента по всей номенклатуре корпусов (оправок) и сменных режущих вставок, установленного количества дублеров инструмента; отслеживание его местонахождения на различном оборудовании; статистический анализ расхода количества режущего инструмента и его номенклатуры, а также выхода из строя оправок и корпусов; получение через САПР—АСТПП задания на обеспечение всеми видами инструмента оборудования для изготовления изделий и сравнение заданного количества инструментом, имеющимся в наличии согласно инвентаризации; сборка, разборка, очистка инструментов и при необходимости их ремонт, заточка режущего инструмента; кодирование инструментальных оправок; складирование, распределение и доставка инструмента по запросам инструментальных участков и различного оборудования, устройств и приборов для настройки инструмента; управление и связь с децентрализованными участками.
Функции децентрализованных инструментальных участков следующие: обеспечение, заказ и накопление всего инструмента, необходимого для изготовления деталей на данном оборудовании; осмотр, очистка и замена повторно не затачиваемых режущих вставок; осмотр, очистка и раскомплектование сменных магазинов инструментов; предварительная настройка инструмента и комплектация сменных магазинов или своих складов, общих для всех станков данного участка; обеспечение работы централизованных транспортных средств доставки инструмента, магазинов и средств, перегружающих инструмент в магазины станков; ремонт инструментальной оснастки.
5.2. Определение номенклатуры и количества используемого инструмента
Режущие инструменты для АЛ поточного производства должны обеспечить быструю наладку и подналадку станков, должны быть взаимозаменяемыми, обладать высокой стойкостью, формировать и дробить стружку для стабилизации времени цикла обработки, обеспечивать высокую степень концентрации технологических переходов. Инструмент, как правило, настраивают на размер вне станков.
Номенклатура режущего инструмента для АЛ определяется согласно технологическому процессу изготовления деталей на данной АЛ. Расход режущего инструмента (шт.) на обработку заготовки данной детали определяется по формуле NB = = /м/Т’п (п + 1), где /м — машинное время на обработку одной заготовки, мин; Та — стойкость инструмента между повторными заточками, мин; п — число повторных заточек.
Для АЛ стойкость режущего инструмента определяется числом обрабатываемых заготовок. Стойкость между повторными заточками обычно определяют как временем, в течение которого инструмент может обрабатывать заготовку без повторных заточек, так и числом обрабатываемых за это время деталей. Путем умножения стойкости, выраженной в заготовках, на ритм работы АЛ можно определить стойкость инструмента в единицах времени.
Расход режущего инструмента на годовую программу Nr = = N-pJT (п + 1), шт., где Nд— годовая производственная программа по деталям, обрабатываемым на данном оборудовании; Т — стойкость инструмента между повторными заточками, шт.
На многорезцовых, многосуппортных автоматах и многошпиндельных сверлильных головках используют инструментальные наладки параллельного действия. В этих случаях заготовка обрабатывается большим числом режущих инструментов, поэтому сокращается /м, повышается производительность, но снижается гибкость оборудования. Каждая параллельная инструментальная наладка связана с увеличением подготовительнозаключительного времени /п. „ и времени технологической подготовки производства (изготовление специальных резцовых блоков, многошпиндельных насадок и др.).
Режущий инструмент для станков с ЧПУ и ГПС, на которых обрабатываются заготовки сложных деталей широкой номенклатуры, должен обладать следующими свойствами: высокой режущей способностью и надежностью; универсальностью, позволяющей вести обработку за один автоматический цикл. Применяют многоцелевой комбинированный и регулируемый инструмент с элементами для устойчивого формирования и дробления стружки, не мешающей автоматическому циклу работы станков. Его изготовляют из твердых и сверхтвердых сплавов, быстрорежущей стали с покрытием. Режущий инструмент подвергают заточке алмазными кругами. Это не изменяет структуры материала режущего инструмента.
Вспомогательный инструмент должен обеспечить быструю и точную замену режущего инструмента, его настройку вне станка, регулирование положения режущей кромки, возможность закрепления в стандартном и специальном положении.
На станках с ЧПУ используют, как правило, инструментальные наладки последовательного действия. В каждый момент заготовка обрабатывается одним инструментом, что увеличивает гибкость оборудования, но требует других эффективных способов повышения производительности. При работе на автономных станках с ЧПУ при переходе на обработку партии новых заготовок ранее использованные инструментальные наладки обычно разбирают и настраивают новые. Это приводит к простоям оборудования при проверке на станках работы каждого инструмента. В условиях ГПС, в отличие от работы не автономно работающих станков, инструментальные наладки должны постоянно сохраняться для всей номенклатуры изготовляемых в данной системе деталей для того, чтобы обеспечивать автоматическое изготовление годной детали при каждом последующем запуске в обработку новой партии. При этом сокращаются потери времени на наладки, но увеличивается число инструментальных наладок, находящихся в производстве.
При изготовлении деталей большой номенклатуры и частой смене их партий требуется значительное количество режущего и вспомогательного инструмента. Этот инструмент выбирают из разработанного ВНИИинструментом и ЭНИМС типажа инструментальной оснастки для станков с ЧПУ различных групп и типов. Комплект выбранного инструмента для автоматизированного комплекса должен быть унифицирован и обоснованно ограничен. Его рациональную номенклатуру определяют на основе анализа деталей-представителей и конструктивно-техно-' логической классификации деталей данного типа. При этом следует учитывать следующее: размер конуса шпинделя станка, наибольшую массу инструмента, вместимость q и размеры магазина или револьверной головки, размер стола станка. Структуру комплекта определяют на основе анализа деталей-представителей, который позволяет выявить применяемость различных типов инструмента при обработке заготовок по различным видам работ.
Для проектирования инструментального потока в ГПС необходима информация о следующих параметрах: времени работы каждого инструмента и его стойкости; времени простоев станков (в том числе вследствие ожидания инструмента); материальных затратах на инструмент; технических средствах его доставки и хранения; времени переналадки при переходе к обработке другой партии деталей. Общая потребность в инструменте определяется числом инструментов, необходимых для выполнения автоматического цикла обработки, смены изношенного и замены отказавшего инструмента. Число инструментов, необходимое для обработки партии заготовок, определяется числом различных инструментов, необходимых для пооперационной обработки каждой заготовки (причем каждый инструмент учитывается только один раз). Число инструментов, необходимых для замены изношенных, определяют расчетным путем с учетом их стойкости.
В условиях ГПС инструмент назначается автоматически
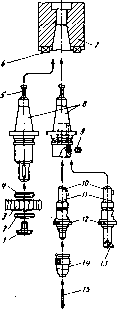
ЭВМ. Поэтому при разработке комплекта нужно соблюдать принцип его технологической однозначности, т. е. каждый технологический цикл должен выполняться определенным инструментом. Состав комплекта определяется суммарной станкоемкостью обработки деталей по различным видам работ. Число инструментов уточняют, исходя из того, что одна инструментальная наладка работает на станке, а другая готовится к выполнению следующей операции. Кроме того, должно быть запасное число дублеров, определяемое коэффициентом kB, для режущего инструмента kB = 10 ... 30, а для вспомогательного ks = 1,4 ... 1,6.
Система унифицированных вспомогательных инструментов для многоцелевых станков (кроме токарных) включает наборы элементов для инструментальных оправок с конусностью 7 : 24, размерами (по ИСО) 30, 40, 45, 50 и 60 мм. В каждый из наборов, кроме
Рис. 5.1. Схема построения инструментального комплекта:
1 — винт; 2, 4 — шайба; 3 — фреза; 5 — хвостовик; 6 — шпонка; 7 — шпиндель; 8 — инструментальная оправка; 9 — винт; 10 — шпонка. И — переходная оправка, 12 — регулировочная гайка вылета переходной оправки; 13 — резец; 14 — патрон, 15 — сверло
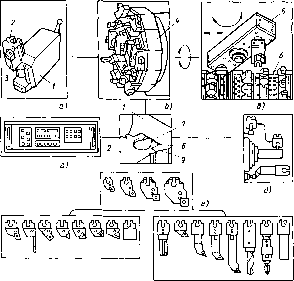 |
|
Рнс. 5.2. Система блочного инструмента: а — головка н державка; б — револьверная головка; в — магаэнн инструментов; а — инструментальный монитор; д — схема измерения детали в определение взноса режущего внструмента; е — головки с режущим инструментом |
Система унифицированного вспомогательного инструмента для станков с ЧПУ разработана ЭНИМС. Система включает три подсистемы: 1 — для станков с коническим посадочным отверстием шпинделя; 2, 3 — для токарных станков.
Для многоцелевых токарных станков применяют систему блочного инструмента. Державка реза составная, состоит из корпуса 1 (рис. 5.2, а) и головки 2. Корпус постоянно закреплен в револьверной головке 4 (рис. 5.2, б) или суппорте. При автоматической смене инструмента посредством автооператора АО 5 из магазина 6 (рис. 5.2, в) заменяется только головка. Каждая головка оснащена сменной многогранной пластиной 3. По мере изнашивания пластина заменяется или поворачивается. Головки компактные и легкие, а магазины для их размещения малогабаритные. Один и тот же корпус может быть оснащен различными головками. Головка закрепляется на корпусе специальным соединительным узлом. В цилиндрический паз головки 2 входит тяга 7 с цилиндрическим участком на конце. При включении зажима нижние лепестки 8 головки упруго деформируются и прижимают ее к базирующим выступам У корпуса 1. При зажиме головки практически исключается зазор в любом направлении. Зажим может быть ручной или автоматический. Для управления системой блочного инструмента используют инструментальные мониторы (рис. 5.2, г) — специализированные вычислительные машины для сбора, хранения и преобразования первичной информации о работе системы и выдачи соответствующих команд управления. Монитор позволяет выполнять измерение размеров детали на станке с ЧПУ (рис. 5.2, д).
5.3. Разработка организационных принципов работы системы инструментообеспечения
В общем случае система инструментообеспечения СИО включает: цеховой склад инструмента (ЦСИ), отделение по восстановлению инструмента; участок размерной настройки
инструмента; пункт его контроля; отделение ремонта оснастки.
Системы оперативного обеспечения инструментами станков
с ЧПУ. Реализация потока инструмента, требуемого для выполнения технологического процесса обработки заготовки, осуществляется оперативной СИО станка. Она включает магазин станка и устройство автоматической смены инструментов (АСИ).
При разработке СИО следует учитывать, что существуют два типа систем оперативного обеспечения инструментом станков с ЧПУ. В системе первого типа смену инструмента в шпинделе станка выполняет АО (время 3—12 с). При этом поиск следующего инструмента производится в процессе обработки. Это уменьшает время, затрачиваемое на смену, однако могут возникнуть вибрации вследствие работы магазина и устройства автоматической смены инструмента, неблагоприятно влияющие на качество обработки.
В системе второго типа смена инструмента осуществляется самим магазином. При смене обработка на станке не выполняется, что ведет к его простоям. В таких системах магазины должны иметь небольшую вместимость q, так как в противном случае увеличиваются простои станка. Так как СИО расположена на станке, она является еще одним источником вибраций, что отрицательно влияет на динамические характеристики станка. Оперативные СИО должны отвечать следующим требованиям: ма-
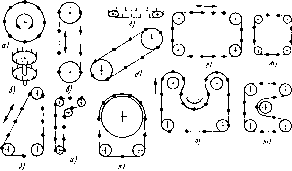 |
|
Рис. 6.3. Типы магазинов инструментов для многоцелевых станков: а, б — дисковые и барабанные; в—м — цепные |
Выбор типа магазина и его вместимости (рис. 5.3) зависит от компоновки станка, числа инструментов, требуемых для обработки заготовок, и организации потока заготовок. Наиболее распространены магагины вместимостью до 30 инструментов, преимущественно барабанные и дисковые. Цепные магазины чаще всего имеют q = 40 ... 60 инструментов. Крупные станки оснащают магазинами с q = 100 ... 120 инструментов и более. В гнездах магазинов современных станков с ЧПУ хранятся также и измерительные инструменты. При обработке заготовок, требующей большого числа инструментов, для уменьшения габаритных размеров станка и сокращения времени смены инструмента устанавливают вместо одного магазина большой вместимости два или три магазина с ограниченной вместимостью. С целью устранения вибраций технологической системы, обусловленных работой СИО, применяют магазины напольного типа. Они имеют ряд преимуществ; увеличенную вместимость; свободный доступ к инструменту; удобство визуального контроля, обслуживания и ремонта; возможность использования напольных транспортных средств для обмена инструмента между центральным магазином инструментов (ЦМИ) и магазинами станков.
Системы инструментального обеспечения ГПС. Современные ГПС имеют СИО, организованную по двухуровневой иерархии. На первом уровне каждый станок оснащен индивидуальным магазином. На втором уровне находится автоматизированный склад (накопитель) — центральный магазин инструментов ЦМИ. Последний связан с индивидуальными магазинами станков автоматическим транспортным средством (автооператором, портальным роботом, робокаром). Центральный магазин должен быть максимально приближен к станкам ГПС, а его вместимость должна обеспечить длительное функционирование ГПС в автоматическом режиме. При переходе на изготовление деталей другой номенклатуры автоматически по программе выполняется смена магазинокомплектов инструмента на станках. Смена инструмента в магазине может осуществляться поштучно, кассетами и полностью всего комплекта. СИО ГПС могут иметь различные технические решения.
На рис. 5.4 в качестве примера представлена СИО автоматизированного комплекса мод. АЛП-3-1. СИО состоит из эстакады 1, на которой смонтирован двухлинейный центральный магазин инструментов 5, двух АО 3 (№ 1, № 2), двух агрегатов инструментальных кассет 7. Эстакада обеспечивает свободный проход обслуживающего персонала к станкам #, 10. На ней размещены: блоки 2 с направляющими и зубчатыми рейками для перемещения АО 3; два пульта управления 6 подвижными кассетами 7; пульт связи с ЭВМ, площадка для обслуживания АО. В центральном магазине 5, состоящем из расположенных рядами отдельных подвижных блоков (кассет), имеются 140 гнезд (шаг 125,6 мм). В гнездо 4 первого ряда вмонтировано устройство считывания кадров инструментальных наладок, уста-
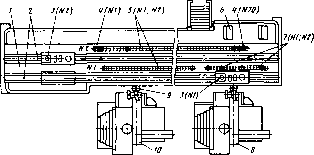 |
| Рис. 5.4. Система инструментального обеспечения комплекса мод. АЛП-3-1 140 |
В токарной группе станков с ЧПУ заменяются инструментальные блоки. На позицию приема этот инструмент поступает в таре в строго фиксированном положении. Из тары ПР выкладывает его на промежуточный стол. Затем снимает со станка и помещает в тару подлежащий замене инструментальный блок. После этого берет новый блок с промежуточного стола и устанавливает его на рабочее место. Снятый со станка блок отправляется в таре на склад. Такие работы может выполнять подвижной ПР и робокара с манипулятором. '
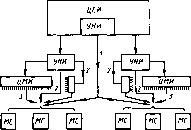
Организация подачи инструмента с центрального склада на станки. В цехе, в состав которого входят несколько автоматизированных участков из ГПС, организуется, как правило, цеховой склад инструментов (ЦСИ), который служит для хранения режущего, в том числе абразивного, вспомогательного и слесарносборочного инструмента, технологической оснастки. Абразивный инструмент хранится в вертикальном положении. Возможны три принципиальные схемы организации подачи инструмента с цехового склада на станки (МС) (рис. 5.5): 1) непосредственно к станкам через участок настройки инструментов (УНИ) цехового склада; 2) на учя-стки настройки инструментов отдельных ГПС и далее к станкам и загрузкой в стационарные магазины инструментов (МИ) станков или подачей сменными магазинами; 3) на участки настройки инструмента от-
Рис. 5.5. Варианты организации подачи инструментов с центрального инструментального склада дельных ГПС и затем через центральный магазин в стационарные магазины станков с загрузкой роботом.
Для доставки инструмента используют различные транспортные средства. Доставка инструмента многоцелевого станка непосредственно с центрального склада ограничивает автономность работы ГПС. При наличии в цехе большого числа ГПС, обслуживаемых цеховым складом инструментов, увеличиваются частота транспортных потоков и объем работы склада. Следует делать выбор между второй и третьей схемами, каждая из которых имеет преимущества и недостатки. Так, например, по второй схеме требуется наличие станков со сменными магазинами. Подача каждому станку своего магазина требует дополнительных устройств установки и транспортировки разных магазинов, увеличивает транспортные потоки и вероятность простоев вследствие ожидания магазина. Третья схема обеспечивает автоматизированную загрузку инструмента роботами в магазин как новых, так и существующих станков. Загрузка с центрального магазина (см. рис. 5.4) позволяет иметь на станке магазин, небольшой по вместимости, или вообще его не иметь. Возможно использование станков, имеющих магазины различной конструкции. Наличие центрального магазина сокращает общее число инструментов, находящихся в обороте. Однако, если в одной ГПС имеется большое число станков, то создание центрального магазина и использование для загрузки инструмента ПР могут затруднить рациональную планировку оборудования ГПС. В этом случае предпочтительнее применение сменных или дополнительных магазинов.
Кодирование инструментов. Для эффективной работы СИО отдельных ГПС и цеха в целом создают библиотеку инструментальных данных и используют кодированный инструмент. Применяют различные системы кодирования. Информационное содержание библиотеки инструментальных данных, состоящей из данных по режущему и вспомогательному инструменту и порядку их сборки, вводится в ЭВМ, которая может автоматически выдавать бланки операционных карт и карт комплектации.
Автоматический выбор инструмента из магазина осуществляется в зависимости от принятого метода кодирования. Кодироваться могут гнезда магазина и инструмент. Гнезда магазина можно кодировать непосредственно или косвенно. В первом случае счет гнезд осуществляется посредством кулачков, закрепленных на магазине, и считывающего устройства (системы конечных выключателей бесконтактного типа). При бесконтактном методе считывания кода в качестве считывающего устройства применяют фотоэлектрические, индуктивные или пневматические считывающие головки. При косвенном кодировании гнезд магазина счет гнезд выполняется устройством, расположенным в приводе, вращающемся синхронно с магазином. Этот способ кодирования позволяет использовать простые стандартные оправки,
Рис. 5.в. Способы кодирования инструментов:
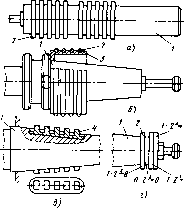
а, б. в — подбором колец, г — кодовой гребенкой
однако загрузка магазина занимает много времени и не исключена ошибка при установке инструмента. При этом необходимость возврата использованного инструмента в свое гнездо требует дополнительных перемещений магазина. Последний недостаток отсутствует в устройстве автоматической смены, где при возврате использованного инструмента в памяти УЧПУ выполняется перекодировка гнезд магазина
Кодирование инструментальных оправок выполняют с помощью различных элементов: набора колец, кодовых гребенок, проточек, лысок и т. п. (рис. 5.6). Для кодирования используют набор колец 2 (рис. 5.6, а, б, г). Набор колец 2, размещаемых перед хвостовиком /, увеличивает длину оправки. Первые пять колец определяют группу инструмента, вторые пять — номер в группе. Посредством такой системы можно закодировать 961 инструмент.
Использование барабана 3 с кольцами 2 (рис, 5.6, б) не увеличивает длину оправки. Для кодирования используют хвостовик 1. Каждое кольцо 2 (рис. 5.6, г) соответствует разряду двоичной системы считывания. В данном примере номер оправки 8 + + 2 + 1 = 11. Кодирование выполняют также кодовыми гребенками 4, устанавливаемыми в пазы в хвостовике 7 (рис. 5.6, в). С помощью гребенок набирают номер инструментальной наладки в двоичном коде (комплекс АЛП-3-1, см. рис. 5.4). При поиске инструмента на работающем станке датчики магазина дают команду на останов его поворота в момент, когда в положение смены поступает гнездо с инструментом того номера, который задан для данного перехода программы обработки.
Организация замены инструментов. Размерная настройка режущего инструмента позволяет организовать регламентированное обеспечение им оборудования, под которым подразумевается выполнение двух видов работ: принудительной (регламентированной) и внеплановой (экстренной) замены инструмента. Регламентированная замена инструмента сокращает время простоя оборудования при наладке, уменьшает потери от брака вследствие недопустимого износа инструмента, снижает его расход.
Оптимальные периоды Т0 замены режущего инструмента поточных АЛ можно определить по формуле
_і_
Tot ~ аі [(^СМ t^c Сі)/Сс (Ісм t - ten. П. <)] -
Здесь a = T/kb — постоянная, зависящая от среднего значения стойкости Т и коэффициентов къ и Ь, определяющих форму кривой распределения Вейбулла (распределения времени безотказной работы инструментов); tCKl — время на замену; Сс — стоимость 1 мин работы станка; Ct = UJ(k +1) — стоимость инструмента, где Ца — его цена; к — среднее число повторных заточек; tCK ш—время на принудительную смену.
На АЛ возможны следующие способы замены режущего инструмента:
по отказам, когда каждый отказывающий инструмент заменяется по мере его выхода из строя через случайный период времени безотказной работы xt;
смешанный способ, при котором каждый /-й инструмент заменяется принудительно через промежуток времени T0J; если он вышел из строя раньше этого периода, заменяют по отказу. При этом способе часть инструмента будет заменена до использования ими полного ресурса работоспособности. Способ требует наличия счетчиков циклов для каждого инструмента или их группу, настроенных на период их замены Т0]\
«жесткая» профилактика, когда группа режущего инструмента с одинаковым средним значением стойкости и одним законом ее распределения заменяется одновременно по мере достижения ими периода Т0 независимо от времени установки каждого инструмента. Преимущество способа — время на замену одного инструмента уменьшается по сравнению с индивидуальной принудительной заменой, так как замена выполняется группами;
модифицированная «жесткая» профилактика, при которой по мере достижения периода Т0 заменяется не весь инструмент, а только тот, который был заменен в течение времени t (t < Т0). Этот способ дает выигрыш за счет более полного использования возможностей инструментов, чем при предыдущем способе;
параллельная замена, когда все инструменты заменяются одновременно по мере отказа одного из них. Способ не требует счетчиков циклов. Он имеет преимущества групповой замены, но резко снижается срок службы инструмента;
параллельная профилактическая замена, при которой весь инструмент заменяют одновременно принудительным порядком в период времени Т0, но при случайном отказе одного инструмента заменяют все остальные;
индивидуальная замена, когда инструмент, отказавший в период времени t, в отличие от предыдущего способа заменяется индивидуально.
Условием рациональной замены инструмента на станках с ЧПУ является правильное определение его стойкости между повторными заточками. Для этого необходимо выполнить расчеты по определению стойкости для каждой операции в календарном времени. Стойкость в календарном времени рассчитывают по формуле Тп — Тм (*шт/*м), где Тп — стойкость инструмента между повторными заточками, мин; Ти — стойкость между повторными заточками по машинному времени, мин (выбирается по нормативам или опытным путем); <шт — норма 'штучного времени на операцию, мин; — время машинной работы (время работы инструмента на одну заготовку), мин. Если ГПС оснащена системой диагностирования состояния инструмента, то вамена выполняется по его отказам. При отсутствии данной системы вамена осуществляется смешанным способом.
Организация контроля состояния режущего инструмента. К основным видам нарушений работоспособности режущего инструмента относятся износ, выкрашивание, поломки или скалывания. В период нормальной эксплуатации инструмента его размерный износ в среднем можно прогнозировать. Поломки случайны, не поддаются прогнозированию и наиболее опасны для работы оборудования. Поэтому ГПС оснащают системами автоматического контроля состояния режущего инструмента. Функции обработки информации в подсистеме возлагаются на микроЭВМ СЧПУ.
Контроль состояния режущего инструмента можно осуществлять различными способами, в том числе основанными на использовании прямых и косвенных методов оценки фактического состояния инструмента. Во время обработки контролируют: параметры процесса резания, функционально связанные с износом инструмента, например, период стойкости, силу тока двигателя, мощность привода главного движения; силу резания (с помоіцью специальных подшипников с тензометрическими датчиками) и др. До и после обработки идентифицируют с помощью поворотных щупов оптическими и другими способами состояние инструмента. Способ контроля параметров резания используют только для одиночных инструментов. Предварительно для каждого инструмента при фиксированных припусках, твердости^ обрабатываемого материала, подаче, скорости резания экспериментально устанавливают зависимость контролируемого параметра от износа по соответствующему критерию. В процессе обработки заготовки периодически измеряют силовой параметр и по полученной зависимости определяют износ.
Автоматическое измерение размеров инструмента непосредственно на станке выполняют прямым или косвенным способом. Датчики касания позволяют непосредственно измерять длину резцов, сверл, разверток и других инструментов. Степень изнашивания инструмента и его целостность проверяют с помощью специальных подшипников, смонтированных в шпинделе станка. Для определения поломок применяют различные методы. Наиболее простым является следующий Проверяемый инструмент после предварительного вызова подпрограммы автоматически вставляется в шпиндель станка и подается на устройство измерения длины, расположенное в рабочей зоне станка с ЧПУ так, что оно занимает определенное положение относительно заданной (нулевой) точки. Щупом измеряется его длина, и полученное значение сравнивается с программируемым В результате определяется, сломан инструмент или нет.
Организация участка размерной настройки инструментов для станков с ЧПУ. Для централизованного обеспечения станков с ЧПУ инструментами организуют участок настройки инструментов (УНИ), который подчинен заместителю начальника цеха по технологической подготовке (при централизованной организации производства начальнику инструментального отдела). Работой участка руководит мастер Участок размещают в цехобом складе инструмента. Кроме этого, каждая ГПС или автоматизированный участок могут иметь свой участок настройки (см рис. 5.5).
Вылет режущих кромок инструмента в радиальном и осевом направлениях определяют при разработке УП и заносят его в карты настройки Согласно этим картам выполняют размерную настройку. Для настройки инструмента для станков токарной группы используют прибор мод. БВ-2026 горизонтального исполнения (точность настройки 0,001 мм), а для станков сверлильно-фрезерно-расточной группы — прибор мод. БВ-2027 вертикального исполнения.
Единым документом, регламентирующим объем и последовательность по обеспечению рабочих мест инструментом, является сменное задание Количество настраиваемого и подаваемого инструмента на каждое рабочее место определяется с учетом обеспечения одной смены, но не менее одной партии запуска деталей. Время настройки и подачи комплектов инструмента проставляют в заданиях на настройку инструмента согласно сменно-суточному заданию с учетом опережения запуска деталей минимум полсмены.
При автоматизированном управлении производством ЭВМ инструментообеспечение станков с ЧПУ достигается подсистемой управления технологической подготовкой производства АСУТП Функционирование подсистемы обеспечения инструментом осуществляется через пульт связи участка настройки с управлением вычислительным комплексом (УВК). Подсистема выдает плановые задания на комплектацию, размерную настройку и размещение инструмента в секции их хранения. Для реализации работы подсистемы информационная база данных должна содержать: номенклатуру обрабатываемых на участке или цехе деталей; номенклатуру требуемых инструментов, ресурса их нормативной и статистической стойкости; данные о состоянии имеющегося в наличии инструмента.
5.4. Разработка структуры и алгоритма функционирования системы инструментообеспечения
Структуру СИО ГПС в зависимости от потоков инструмента можно подразделить на следующие группы: автономную (дифференцированные); централизованную; комбинированную (рис. 5.7).
В условиях автономных (рис. 5.7, а) потоков инструмента станки в ГПС оснащены магазинами инструментов (МИ). Номенклатура и число инструментов в магазине определяют технологические возможности каждого станка. Устройства автоматической смены инструмента оперативно обеспечивают изменение реализуемых технологических переходов. Однако это изменение ограничено номенклатурой инструментов, находящихся в магазине. Это номенклатура и вместимость qt характеризуют степень полноты обработки заготовки d ? Dt (i = 1, п) за один установ, число установов, необходимых для ее полной обработки, диапазон оперативно изменяемых технологических переходов и коэффициент &и использования инструмента. Простои станка вследствие ожидания смены инструмента минимальны. С увеличением числа инструментов оперативные технологические возможности станка расширяются, однако увеличиваются простои станков при переходе к изготовлению новой партии деталей, что обусловлено необходимостью изменения состава инструмента. При этом снижается &и, что ведет к росту текущих материальных затрат.
При использовании групповых' инструментальных наладок оперативное изменение технологических возможностей станка
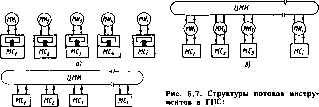 |
| а — автономная; б — централизованная; в — комбинированная |
При централизованном потоке инструмента (рис. 5.7, б) требуемый инструмент из центрального магазина инструментов (ЦМИ) подается в шпиндель станка автономным или программируемым АО, который обслуживает все станки ГПС. Обмен инструментов между станками обеспечивает ЦМИ. При этом повышается &и и уменьшается общее число инструментов, необходимое для обработки заданной совокупности заготовок деталей. Технологические возможности станков при централизованной СИО примерно равны, и это дает возможность оперативно программным способом варьировать технологические функции между станками. Отказ какого-либо станка практически не влияет на работу остальных станков ГПС. Заданная совокупность заготовок будет полностью обработана на исправных станках с некоторым опозданием по отношению к плановым срокам.
Недостатки этой системы СИО следующие: при отказе ЦМИ комплекс не работает; заявки, поступающие от станков к ЦМИ, не всегда могут быть сразу обслужены (если СИО занята обслуживанием какого-либо станка); появляется очередь станков, требующих обслуживания. Простои станков в очереди уменьшают за счет размещения в ЦМИ дублеров инструментов. Однако это увеличивает затраты на инструмент.
Комбинированная СИО (рис. 5.7, в) основана на использовании ЦМИ и МИ станков. Поток инструмента в этом случае имеет двухуровневую иерархическую структуру. Эта СИО сочетает преимущества централизованного потока инструмента. Каждый станок оснащен индивидуальным магазином, что обеспечивает смену инструмента в шпинделе по первому предъявлению заявки со стороны станка. В результате сокращаются простои станков. Возможность обмена инструмента между станками через ЦМИ сокращает число инструментов, необходимых для обработки заготовок заданной номенклатуры деталей.
Согласно инструкции по эксплуатации станка гнезда его магазина заполняют инструментом в порядке их использования в соответствии с технологическим процессом обработки. За время одного цикла обработки заготовки один и тот же инструмент может подаваться в шпиндель станка несколько раз, т. е. кратность его использования К. >- 1 (К = 1, 2, ..., і). Эго вызывает дополнительные перемещения магазина. Суммарное значение перемещения определяется порядком размещения инструмента в гнездах.
При проектировании СИО может быть использован алгоритм выбора оптимального варианта размещения инструмента в магазине, обеспечивающий минимальное значение его суммарного перемещения (минимальное время поиска адреса очередного инструмента). Задается исходный порядок размещения инструмента в магазине, который может быть и производительным, и определяется суммарное значение S перемещения магазина за один цикл обработки. Затем меняются местами два рядом расположенных инструмента, и вновь вычисляется суммарная величина перемещения которая сравнивается с S. При S < Sj в памяти ЭВМ остается 5, а при 5 > запоминается Si- Далее местами расположения в магазине меняются два других инструмента и определяется величина S2, которая сравнивается с Sls и т. д. Перестановка пар инструментов выполняется до тех пор, пока не будет обеспечено минимальное значение St перемещения. Зависимости величин S от числа п инструментов, предусмотренных в технологическом процессе, и кратности К с учетом оптимального размещения инструмента, имеют вид: для нереверсивного магазина SH = 0,4 п (К — 1)0,а -+- 1 (оборотов); для нециклического магазина SH4 — 0,21л2 (К — 1) + 2л (шагов); для реверсивного магазина Sp = 5НЦ — 0,05л [(q/n) — 1 I2'6 (шагов) при q 2л, где q — вместимость магазина.
На станках, оснащенных МИ с АО, поиск нужного инструмента совмещен во времени с обработкой заготовки Простои станка появляются в том случае, если время поиска инструмента больше времени выполнения предшествующего технологического перехода. Время поиска зависит от скорости перемещения магазина и порядка размещения в нем инструмента Простои отсутствуют, если один оборот реверсивного магазина выполняется за среднее время нахождения инструмента в шпинделе (при полном заполнении магазина). Для нереверсивного магазина это условие выполняется, если время его одного оборота составляет половину указанного среднего времени. В реверсивном магазине следует размещать инструмент в смежных гнездах, а в нереверсивных — равномерно, с определенным шагом.
При централизованной СИО возможно образование очереди станков, ожидающих смены инструмента, что снижает производительность ГПС. Путем имитационного моделирования установлены зависимости времени простоев станков от средней длительности <см. ср смены инструмента, среднего времени ср пребывания инструмента в шпинделе, числа пс станков в ГПС и состава магазинокомплекта инструмента (рис. 5.8). Среднее время г ожидания станком смены одного инструмента равно отношению суммарного времени простоя всех станков ГПС к числу смен инструмента, выполненных на этих станках за определенный период. Данные зависимости не учитывают наличие в ЦМИ дублеров инструмента. Интенсивность использования инструмента в ЦМИ различна. Кратность дублирования различных инструментов неодинакова. Дублирование инструмента в ЦМИ вызывает их избыточность, величина qw которой определяется: Яп — ЦМ2 — NJ/Nx] 100 %, где N-, и N2 — число инструментов в ЦМИ соответственно при отсутствии дублеров инструмента
0 0,b 0,8 tCM,MUH 0 Ьв tuca,
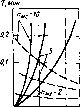
 |
|
Рис. 6.8. Графики зависимости простоев станков, обслуживаемых ЦМИ от ftM. CD (а) и ^ш. ср (б)х сплошные линии — ожидание станком устройства АСИ; штриховые линии — ожидание станком нн-сгрумента, — количество многоцелевых станков |
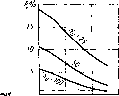 |
|
0 bO 80 qu,°/a Рис. 5.9. Графики зависимости времени простоев станков Р (%) от степени qB избыточности инструмента в СИО с ЦМИ |
и их наличии. С увеличением qB простои Р станков стремятся к постоянному значению (рис. 5.9), которое зависит от быстродействия устройства автоматической смены (это значение обозначено горизонтальной штриховой линией).
Цеховой склад инструмента должен обеспечить надлежащий порядок его размещения и хранения, быстроту нахождения и удобство учета. Запасы инструмента хранятся на полках механизированных и сборных стеллажей. Стеллажам присваиваются номера. Нумеруются также их полки и ячейки. Эта информация вводится в ЭВМ. Стеллажи закрепляются за определенными видами, группами и типоразмерами инструмента и технологической оснастки. Места хранения инструмента проставляют в картах или в соответствующем документе ЭВМ. На основании технологической документации комплектовщик подбирает со стеллажей с помощью крана-штабелера соответствующий инструмент, его укладывают вместе с документацией на транспортное средство для доставки на участки настройки.
Сборку и размерную настройку инструмента выполняет слесарь-инструментальщик по настройке согласно картам и схемам настройки. Настроенные инструментальные наладки размещают в унифицированной таре с ложементами, номера позиций которых соответствуют номерам позиций магазинов, револьверных головок и резцедержателей. Комплектовщик доукомплектовывает их измерительными средствами, технологической документацией (технологический процесс, программоноситель) и отправляет в транспортно-накопительную систему ГПС или участка для распределения по рабочим местам, делая сообщение в управляющий вычислительный комплекс (У В К) о готовности комплекта инструмента для выполнения определенной технологической операции. Разборку отработанных инструментальных наладок выполняет слесарь-инструментальщик по разборке. Он сортирует разобранный инструмент по степени пригодности и передает его по назначению: на контроль, заточку, ремонт и т. д.
5.5. Определение состава и количества средств, используемых в системе инструментообеспечения
Определение вместимости центрального магазина инструментов. Основной расчетной характеристикой ЦМИ является его вместимость q (см. рис. 5.4), которая определяется числом инструмента, требуемого для обработки заданного числа заготовок, и размерами ГПС. Центральный магазин следует располагать над станками, что позволяет экономить производственную площадь. При таком расположении его выполняют одноярусным. Число рядов магазина может быть различным и определяется числом гнезд для инструмента. Центральный магазин желательно использовать для хранения комплекта инструмента, необходимого для обработки заготовок всех предусмотренных наименований деталей. Если это и не удается конструктивно, то необходимо организовать хранение части инструмента вне комплекса. На стадии технического предложения суммарное число инструментов, необходимых для обработки заготовок всей номенклатуры деталей в течение месяца, составляет У?„ = Nt -г Nд. и, здесь ЛЦ —число инсгрументов для обработки всей номенклатуры деталей; ЛЦ = (kHtoG,cv)/ta.cv>, где ku — число наименований деталей; /0б. ср —среднее время обработки одного наименования, мин; іа, ср— среднее время работы одного инструмента, мин; Nд. и = пл, Kk„ —число дублеров для обработки месячной программы деталей (лд. „ — среднее число дублеров на одну деталь). Дублеры необходимы для инструмента с малой стойкостью (метчики, развертки и т. д.).
Подвижные транспортные механизмы. Подача инструмента в центральный магазин, расположенный над станками (см. рис.5.4), и его вывод осуществляются подъемными устройствами. Одним из них являются кассеты, которые обеспечивают вертикальные перемещения инструмента. Разгрузку и загрузку кассет вверху, а также передачу инструмента в магазины станков выполняют АО с одним пли двумя захватами. Основной характеристикой кассеты является число гнезд для инструмента, которое определяется из условия обеспечения за один подъем кассеты доставки к верхнему сіеллажу не менее двух инструментов. Для обеспечения равномерной работы АО желательно иметь две одинаковые кассеты. Производительность (шт/ч), которую должна обеспечить кассета, QK — (Аи?п)/Фк, где У?И — число инструмента, необходимого для обработки заготовок всей номенклатуры деталей; ka — коэффициент, учитывающий число деталей в партии; Ф„ = 305 ч — месячный фонд времени работы кассеты.
Определение числа АО. Для определения числа АО, работающих со стороны станков, нужно знать ориентировочное число смен инструмента в магазинах станков в течение месяца и среднее время <см. ср выполнения одной смены.
Суммарное время (ч), затрачиваемое АО на обслуживание станков,
где kcli — число смен инструмента на одном станке в течение месяца; tCK ср — среднее время смены одного инструмента, мин; яс — число станков в ГПС.
Суммарное число смен инструмента в ГПС в течение месяца kca = NBkB + &см. д, где &см. д — число дополнительных смен в магазинах станков в течение месяца, связанное с некомплектностью размещений инструмента, &см. д = 2NHN (kjna), где 2 — коэффициент, учитывающий ввод и вывод одного инструмента; NB — число инструментов, не размещающихся в магазине станка; N — месячная программа выпуска деталей; kn — число наименований деталей, изготовляемых в ГПС; пъ — число заготовок, одновременно обрабатываемых на станке.
Время *см. ср смены одного инструмента в магазине определяется временем отработки АО стандартного цикла и зависит от длины и скорости ?а перемещения АО (?а = 30 ... 60 м/мин). Для упрощения расчетов используют среднее значение перемещения АО:

Где 1и — расстояние от і-го станка до /-го гнезда центрального магазина, м; пс — число станков в ГПС; / — число гнезд центрального магазина.
Для определения числа АО рассчитывают коэффициент его загрузки ft3. а = <обс/Фа» гДе Фа—месячный фонд работы АО (305 ч). Если k3' а 1, то необходимо иметь два и более автооператора. Допустимое суммарное время (ч) простоя АО определяют ПО формуле S *пр. а = (Фа — *обс)/(ПднЛсм*у), ГДе Плв — число рабочих дней в месяце; псм — число рабочих смен в течение дня; ky — коэффициент, учитывающий число устройств, управляемых от одной СЧПУ. Если за это время отказ будет устранен, то простои АО не влияют на производительность ГПС.
Для определения числа АО, работающих между линиями (см. рис. 5.4) центрального магазина, нужно установить необходимое число перемещений АО в данной зоне и среднее время одного перемещения. Суммарное время, затрачиваемое этим АО, составляет to6c == tB-в + tOB, ч, где tB в —время на обслуживание кассет при вводе и выводе инструмента из ГПС, ч; t0 а — время обмена инструмента между линиями центрального магазина, ч. Время гв.в = Л/в.в (*в.в.ср/60), гДе ^d. в — суммарное число инструментов, вводимых и выводимых из ГПС в течение месяца; ^в. в. ср — среднее время одного ввода-вывода инструмента, мин.
Если инструмент, необходимый для обработки заготовок всей номенклатуры деталей в ГПС, находится в магазинах, то NB. в = пвз, где л из — число изношенного инструмента,' выводимого из ГПС в течение месяца.
Время, необходимое на обмен инструмента между линиями центрального магазина, ^>. в = kntCK. ср/60, где&л—суммарное число смен инструмента между линиями; tCK. Ср—среднее время одной смены. Время tcti ср затрачивается на отработку АО стандартного цикла.
Коэффициент ka загрузки АО; k3 = t06c/®a- Если kB 1, то нужно иметь два АО. Один АО обслуживает кассеты и гнездо с кодовым датчиком, другой — линии центрального магазина. При этом каждый АО берет и ставит инструмент в гнезда передаточной зоны одной линии. При отказе одного АО другой АО должен выполнять две функции.
После расчетов приступают к разработке компоновочных решений СИО и их оценке.
Расчеты участка настройки инструмента. Минимальный оборотный фонд (шт.) режущего инструмента каждого типоразмера составляет Уф. тШ = Иі + #2 + И3, где Ии #2, И3 — соответственно число комплектов инструмента на рабочем месте, на участке настройки, в его страховом запасе. Максимальный оборотный фонд, шт., Nф. тах = Мф. тш + Nм, где Мм — среднемесячная норма расхода режущего инструмента.
Оборотный фонд вспомогательного инструмента принимают из расчета двух комплектов в зоне обслуживания и двух комплектов настроенных инструментов на каждый станок с ЧПУ.
Участки оснащают следующими средствами: приборами для настройки инструмента, стеллажами для его хранения, контрольными плитами, верстаками, приемными столами, тележками для транспортирования инструмента внутри участка. В рабочем проекте рассчитывают число приборов, верстаков, стеллажей, тележек. В техническом проекте число приборов и тележек определяют процентом от числа обслуживаемых станков; число верстаков — процентом от числа приборов; число стеллажей — отношением общей площади под инструмент к площади под один стеллаж.
Площадь (м2) участка определяется: П = Ях + Л2, где Пг — = {псАс) + (лсЛд) + (лсі4р)— площадь зоны обслуживания инструментом станков с ЧПУ; Л2 = лпЛр — площадь зоны размерной настройки инструмента. Здесь пс — число станков с ЧПУ
в цехе; Ас, Ал — норма площади для хранения на один станок соответственно инструмента, технологической документации, м2; Лр — норма' площади на одно рабочее место, м2; пп — число приборов для настройки инструмента. Нормы площади, типовые планировки участков, состав оборудования и оргоснастки приведены в справочной литературе.
Число стеллажей и ячеек в цеховом складе инструмента определяют исходя из принятого оборотного фонда инструмента, используемого в цехе.
Контрольные вопросы
1 В чем заключается назначение системы инструментального обеспечения автоматических участков и цехов?
2 Как осуществляют разработку организационных принципов работы системы инструментообеспечения?
3 Как выполняют разработку структуры и алгоритма функционирования системы инструментообеспечения'-1
4 На основании чего определяют состав и количество средств, используемых в системе инструментообеспечения?
МЕТРОЛОГИЧЕСКОЕ

ОБЕСПЕЧЕНИЕ
ПРОИЗВОДСТВА
6.1. Основные технико-организационные направления автоматизации контрольных операций
Контрольные операции необходимы для определения с требуемой точностью параметров качества изготовляемых изделий с тем, чтобы обеспечить выпуск годной продукции и получать информацию о ходе технологического процесса. Назначение системы контроля качества изделий следующее: приемочный и операционный контроль качества изделий с проверкой соответствия чертежам и техническим требованиям; выдача информации по результатам контроля качества изделий; хранение информации об изготовляемых изделиях (их конфигурации, технических требованиях, результатах выполнения контрольных операций и т. д.); проведение настройки контрольно-измерительных устройств и выполнение правил эксплуатации их.
В цехах может быть организован контроль качества изделий • следующих видов: в зависимости от решаемой задачи — приемочный, профилактический и прогнозирующий; в зависимости от взаимодействия с изделием — активный (прямой и косвенный) и пассивный (после каждой операции технологического процесса или ряда операций); в зависимости от вида измерительной информации — параметрический (количественный и допусковый) и функциональный; в зависимости от конструктивного решения— внутренний (самоконтроль) и внешний; в зависимости от реализации во времени — непрерывный (в процессе функционирования) и периодический (тестовый).
В условиях автоматизированного производства на первый план выдвигаются задачи автоматизации контрольных операций путем использования автоматических устройств различных типов', позволяющих снизить трудоемкость контроля и повысить его качество. Классификация контрольных устройств, исполь-вуемых в меха’носборочном производстве, приведена на рис. 6.1. Принцип выполнения контрольных операций, а следоватетьно, и соответствующего типа контрольного устройства выбирают в зависимости от точности изготовляемых изделий, их формы и размера, числа контролируемых параметров, условий измерения, требуемой производительности и экономичности. Допустимая погрешность метода измерения составляет не более 1/10—1/15
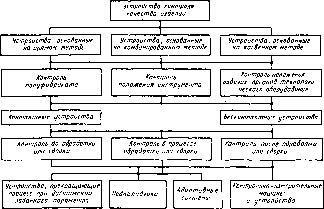 |
| Рве. 6.1. Классификация устройств автоматического контроля качества изделий |
Значительный эффект достигается при использовании устройств активного контроля, позволяющих контролировать параметры качества в процессе выполнения технологических операций. На рис. 6.2 показано устройство активного контроля, основанное на прямом методе, оно установлено на круглошлифовальном станке. В процессе шлифования наконечники измерительной головки постоянно контактируют с поверхностью изготовляемой детали, чем достигается непосредственный контроль ее размера. При достижении заданного размера контрольное устройство автоматически подает сигнал об окончании обработки и отводе шлифовального круга. В данном случае требуемый размер определяется по сопрягаемой в сборочной единице детали.
Устройства активного контроля, основанные на косвенном методе, непосредственно не соприкасаются с поверхностью изделия, так как окончание выполнения операции определяется не моментом достижения заданного размера, а, например, расстоянием, на которое перемещается рабочий орган станка, несущий режущий инструмент, до упора. Таким образом, они позволяют судить о параметрах качества изготовляемых изделий на основании информации о состоянии элементов технологической системы.
В устройствах контроля, основанных на комбинированном методе, используется как прямой, так и косвенный методы контроля в процессе технологической операции.
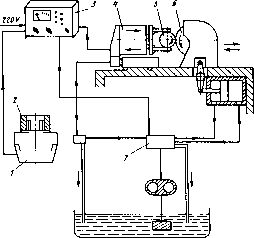 |
|
Рнс. в.2. Устройство активного контроля на круглошлифовальном станке: / — датчик, контролирующий сопрягаемую деталь: 2 — сопрягаемая деталь в сборочной единице; 3 — прибор управления; 4 — измерительная головка; 6 — деталь; 6 — шлифовальный круг; 7 — распределительный золотник |
В ГПС широкое распространение находят контрольно-измерительные машины и специальные измерительные головки, смонтированные в инструментальной оправке, которая может размещаться в магазине инструментов на станке.
При контроле изделий на технологическом оборудовании с помощью измерительных головок необходимо иметь в виду, что точность измерения зависит от наличия СОЖ и стружки на детали, температурных деформаций, обусловленных нагревом как контролируемой детали, так и станка, точностных параметров станка, уровня шума (свыше 50 дБ). Кроме того, необходимо учитывать, что при таком способе контроля снижается производительность технологического оборудования вследствие увеличения доли вспомогательного времени в штучном времени, что объясняется не только введением дополнительных вспомогательных переходов, но и снижением скорости контрольных переходов, чтобы не накапливалась погрешность слежения,
определяемая циклом счета устрой-I ства ЧПУ. Контроль с помощью ' измерительных головок осущест-г вляют главным образом при обработке заготовок сложных и дорого-Рис. 6.3. Измерительная головка стоящих деталей после выполнения

каждого перехода с целью предотвращения брака, а также заготовок точных деталей на последних переходах. Информация, получаемая с измерительных головок, позволяет оперативно вносить поправки в управляющую программу устройства ЧПУ станка.
Типовая конструкция измерительной головки приведена на рис. 6.3. Подпружиненный щуп 1, который может отклоняться в радиальном и осевом направлениях от среднего положения, монтируют в корпусе 2 конической оправки 4, идентичной по конструкции с инструментальными оправками, применяемыми на многоцелевых станках. Для автоматического закрепления оправки в шпинделе станка служит хвостовик 5. Датчик 3 на на корпусе 2 предназначен для передачи сигнала при выполнении контрольной операции. Измерительная головка позволяет контролирЬвать размеры и относительное положение обрабатываемых поверхностей, а также положение спутника в технологической системе для внесения коррекции перед началом обработки в устройство ЧПУ станка.
Для обеспечения достоверности информации процесса измерения при наличии СОЖ и стружки во время измерения осущест-ляется обдувание сжатым воздухом наконечника щупа устройства. С этой целью механизм зажима инструмента в задней части шпинделя соединяют с воздушной сетью при зажатом инструменте в отличие от стандартных решений.
Перспективным направлением сокращения трудоемкости контрольных операций путем уменьшения их числа является использование еистем адаптивного управления формообразованием и сборкой, повышающих качество изготовляемой продукции и надежность технологических процессов. В настоящее время разработаны системы адаптивного управления упругими перемещениями технологической системы благодаря изменению размера статической и динамической настройки, скорости изнашивания режущего инструмента, размерной настройке и поднастройке технологического оборудования, а также многомерные адаптивные системы, позволяющие управлять одновременно несколькими факторами.
Производственные процессы изготовления продукции требуют в ряде случаев контроля параметров качества не только в статике, но и в динамике, для чего в цехах создают испытательные станции и отделения. Испытания подразделяют на производственные и экспериментальные.
Производственные испытания обычно входят в технологический процесс изготовления изделий и выполняются за два
периода: испытание вхолостую и испытание под нагрузкой. Эти периоды неразрывно связаны между собой, и поэтому испытания вхолостую и под нагрузкой часто проводят на одном испытательном стенде последовательно.
Экспериментальные испытания изделий не связаны с выполнением непосредственно программы цеха и производятся обычно в экспериментальных цехах завода.
6.2. Построение структурнофункциональных и алгоритмических моделей контрольной системы
Исходя из задач метрологического обеспечения механосборочного производства в структуру системы контроля качества изделий включают специальные службы отдела технического контроля (ОТК) завода, имеющего центральную измерительную лабораторию (ЦИЛ), которая разрабатывает схемы и планы контрольных проверок средств измерений и выполняет наиболее сложные из них, контрольно-поверочные пункты (КПП), подчиненные ЦИЛ и расположенные в производственных цехах, цеховые контрольные пункты (КП) и испытательные отделения. Цеховые контрольные пункты могут быть объединены в контрольные отделения.
Контроль качества изделий может быть организован непосредственно на рабочей позиции (месте), в специальных контрольных пунктах или отделениях, в испытательных отделениях.
Контроль на рабочей позиции (месте) может быть осуществлен прямо на технологическом оборудовании (внутренний) или около него (внешний). Выполнение внешнего пассивного контроля в большинстве случаев не сказывается на продолжительности производственного цикла, так как контроль качества изделий может быть проведен в период транспортирования или складирования изделия.
Причины контроля качества изделий на контрольных пунктах или отделениях следующие: необходимость применения весьма разнообразны* или крупногабаритных средств контроля, которые затруднительно или невозможно транспортировать к различным рабочим позициям (местам); применение на рабочих позициях (местах) средств контроля не обеспечивает требуемой точности измерения, например, по уровню вибраций или по температурным условиям при приемке продукции высокой точности; проверка большого количества продукции одного наименования, удобной для транспортирования; проверка продукции после последней операции перед сдачей ее в другой цех или на склад.
При разработке технического задания на автоматизированную систему контроля качества изделий особое внимание следует
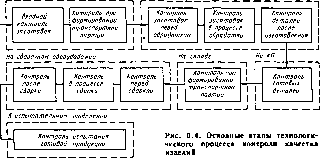
уделять требованиям на разработку алгоритмов переработки измерительной информации, используемой в дальнейшем для управления производственным процессом. В технологическом задании должны быть указаны: все выходные величины системы контроля (измеряемые величины, алгоритмы преобразования измерительной информации, возможные неисправности, причины их возникновения); параметры каждой выходной величины (точность ее определения, частота выдачи оператору либо в подсистемы АСУ, форма выдачи и т. д.); используемый метод измерения и рекомендуемый для применения датчик и т. п.
Формулировать указанные требования к метрологической системе должны разработчики системы совместно с технологами и управленческим персоналом.
При составлении алгоритма работы системы контроля качества изделий необходимо ориентироваться на основные этапы технологического процесса измерений, приведенные на рис. 6.4.
При входном контроле материалов проверяют их соответствие сертификату по габаритным размерам, массе и основным физико-химическим параметрам (марка материала, химический состав, твердость), а также по внешнему виду. При контроле заготовки на складе проверяют ее внешний вид (наличие раковин, выбоин, сколов и других дефектов, исключающих возможность обработки), геометрические размеры (длину, базовые поверхности для схвата ПР и крепления в зажимных устройствах станков), массу. Контрольную операцию на станке начинают с контроля правильности установки заготовки, так как возможны погрешности установки в результате попадания стружки или вследствие дефектов заготовки. Для устранения указанных факторов на станке в автоматизированном производстве применяют обдувание и промывку СОЖ захватного устройства и базирую-
щих элементов технологической оснастки, предварительный и окончательный зажим заготовки с помощью специального устройства, специальные конструкции технологической оснастки. При изготовлении особо точных деталей помимо указанных мероприятий на станке размещают систему датчиков, контролирующих давление в каждой опоре, и по результатам контроля с помощью микропроцессора рассчитывают направление и силу зажима, что уменьшает погрешности установки.
С целью сокращения времени выполнения контрольных операций в ряде случаев можно контролировать один или несколько размеров детали с наименьшими допусками на обработку, не выполняя контроля остальных размеров, по которым оценивают точность всей детали. Но при этом следует учитывать характеристики станка, системы ЧПУ и режима обработки (стабильность жесткостной характеристики во времени, влияние тепловых деформаций на результаты измерения, размерную стойкость инструмента и т. д.).
В ряде случаев можно совмещать окончательный контроль с контролем на станке с целью предупреждения брака, однако при этом возрастает число измеряемых параметров, а следовательно, и время контроля, что приводит к росту простоя оборудования. Кроме того, для снятия температурных деформаций следует выдерживать детали после обработки определенное время в термошкафах перед выдачей сертификата годности.
Аналогична последовательность выполнения контрольных операций и в сборочном производстве, где в сборочных машинах необходим контроль относительного положения соединяемых деталей и сборочных единиц, а также проверка выполнения всех технических требований в целом к изделию как в статике, так и в динамике.
Высокая насыщенность автоматизированного механосборочного производства контрольно-измерительными средствами вынуждает создавать в цехах КПП, которые предназначены для следующих целей: периодической или сменной поверки при возврате всех средств измерения; принудительного изъятия из эксплуатации изношенных или непригодных средств измерения и их изоляции в установленном на производстве порядке; осуществления надзора за правильной эксплуатацией средств измерения и их хранения в системе инструментообеспечения и на рабочих позициях (местах); проведения инструктажа операторов по применению средств измерения; выявления причин брака при изготовлении продукции; периодической поверки и наладки применяемых контрольных приспособлений, измерительных приборов и автоматов; систематического выборочного инспекционного контроля изготовляемых изделий.
Для небольших механосборочных цехов КПП не создают, я все указанные виды работ выполняет ЦИЛ завода.
6.3. Основные параметры и планировочные решения системы контроля качества изделий
Основные параметры элементов системы контроля качества изделий выбирают исходя из технических условий на приемку материалов, полуфабрикатов, готовых деталей, собранных сборочных единиц, а также требований к производительности выполнения контрольных операций.
В качестве автоматических контрольных средств в автоматизированном поточном производстве применяют контрольно-сортировочные автоматы, а в ГПС — контрольно-измерительные машины (КИМ).
Контрольно-сортировочные автоматы (компараторы) используют для автоматического контроля и сортировки деталей в зависимости от их размеров, формы или массы. В этих автоматах измерительная база выполнена идентично геометрическим параметрам измеряемого изделия, и автомат настраивают по установочному эталону или образцу. Основными элементами таких устройств являются загрузочные, транспортные, измерительные и сортировочные механизмы. На рис. 6.5 изображен измерительный механизм для контроля конусности детали путем измерения разности диаметров в двух точках. Контролируемое изделие устанавливают в скобу 2, закрепленную шарнирно в корпусе 1. К детали в двух точках прижато измерительное коромысло 3, вертикальный рычаг которого оказывает давление на контактный рычаг 4, вращающийся вокруг оси 5. При повороте рычага его контакты касаются
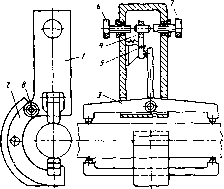 |
| Рис. в.В. Измерительный механизм для контроля конусности детали |
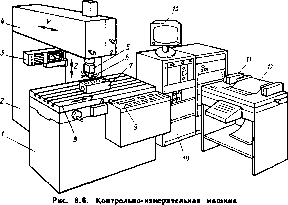
контактных винтов 6 и 7. Устройство настраивают по эталону цилиндрической формы. При этом контактный рычаг занимает нейтральное положение, а при наличии конусности у измеряемой детали рычаг поворачивается и замыкает цепь управления. Разность диаметров контролируемых деталей компенсируется поворотом скобы 2 вокруг оси 8. В контрольно-сортировочные автоматы могут вводиться граничные значения измеряемых размеров, которые используют для разбраковки изделий на «годные» и «негодные» или для их сортировки на группы по соответствующим параметрам.
В отличие от контрольно-сортировочных автоматов КИМ обладают относительно большой рабочей зоной измерения и вместе с тем имеет независимую от объекта измерения измерительную базу. Геометрические параметры изделия определяются относительно этой измерительной базы через координатную систему измерительной машины. Сразу же после произведенных измерений устанавливается относительная база, которая представляет нулевую базу по отношению к оцениваемому геометрическому параметру. В КИМ относительная база может быть введена в обработку данных измерений на ЭВМ, что делает КИМ универсальными. КИМ позволяют одновременно оценивать различные параметры, вводя различные относительные базы.
К КИМ, используемым в автоматизированном производстве, предъявляют следующие требования: надежность, рростота обслуживания, доступность рабочей зоны, высокая точность измерения, автоматизированный метод измерения, управление процессом измерения с помощью вычислительного устройства. На рис. 6.6 показана КИМ /, на столе 8 которой установлена измеряемая деталь 7. Измерительная головка 5 может перемещаться по оси Z. На станине 2 расположен ползун 4, перемещающийся по оси Y. Все перемещения по осям X, Y и Z фиксируются на цифровом табло 3 и дисплее 13, которые связаны с ЭЦВМ 10, пультом управления 9, цифропечатающим механизмом (ЦПМ) 12 и перфоратором 11.
В ГПС используют следующие конструкции КИМ: консольную, портальную, на колоннах и с горизонтальным шпинделем.
Консольные конструкции КИМ имеют небольшую массу, хорошие маневренность, доступность и обзорность, невысокую стоимость. Ограниченность применения объясняется незначительной точностью измерения вследствие прогибов и небольшой рабочей зоны.
Портальную конструкцию преимущественно, применяют для контроля среднегабаритных и точных изделий, она не требует фундаментов, так как имеет высокую жесткость.
КИМ на колоннах используют для контроля крупногабаритных изделий, их необходимо устанавливать на фундаменте.
КИМ с горизонтальным шпинделем применяют для измерения изделий, требующих глубокого поперечного проникновения. Недостатки такой конструкции следующие: сложный доступ к верхней грани изделия; необходимость использования поворотного стола для проникновения в заднюю грань изделия, ограниченная точность контроля.
В цеховом контрольном пункте (КП) качество материала изделия проверяют только путем наружного осмотра; полное же его исследование (анализ химического состава, исследование металлографических свойств, рентгеновское исследование) выполняют в ЦИЛ завода. Параметры шероховатости поверхности деталей проверяют в цеховых условиях преимущественно по эталонам.
Во всех случаях контрольные операции включают в технологическую карту изготовления изделия. Определив время и число измерений, можно найти число средств для контроля, а следовательно, — необходимые площади для КП.
Численность контролеров можно определить по формуле
Р _ Рр ~ рр- к н ^и^т^сл^к ’
где Яр — численность производственных рабочих; Яр. „ — численность производственных рабочих, осуществляющих самоконтроль; Ян — норма обслуживания одним контролером производственных рабочих; kT = 0,9... 1,5 — коэффициент точности деталей, характеризующий наиболее распространенный квалитет изготовляемых деталей; kcn = 0,9...1,1 — коэффициент сложности деталей; kb — коэффициент вида контроля; при приемке kK — 1,0; при двухразовом — первоначально у рабочих позиций (мест), повторно в КП, kK — 0,6.
Укрупненно численность контролеров можно определить следующим образом: в ГПС 7—10%, в поточном производстве 5—7% от числа основных станков. Применение автоматизированных средств контроля несомненно уменьшает потребность в контролерах, и поэтому принятое число контролеров необходимо корректировать. Число работников технического контроля подсчитывают по каждому цеху, но в ' ^?,тав работающих по цеху не включают.
Площади стандартных КП принимают из расчета 2-3 = = 6 м2.
Число КП можно определить следующим образом. В производстве, как правило, первая деталь, а затем каждая т-я проходят контроль. При этом, если маршрут изготовления детали предусматривает обработку на нескольких станках, то обычно контроль выполняют после обработки на каждом из них, что связано с необходимостью своевременного принятия мер по устранению брака, вызванного размерным износом инструментов и тепловыми деформациями станков. Исходя из этих соображений, число КП (округленное до целого большого) определяют по формуле
«к = (*к^д. к)/(Фэ-60).
Здесь tK — среднее время контроля одной детали, мин; &д. „ = = kn/q — число деталей, проходящих через контрольный пункт за год, где kn — число деталей, обрабатываемых в цехе или на участке за год; q — число деталеустановок, через которые деталь выводится на контроль; q = qJi^k^, где qt — число деталеустановок, через которое деталь выводится на контроль по требованию технолога; kx « 1,15, « 1,05 — поправочные коэффициенты,
учитывающие соответственно контроль первой деталеустановки, обработанной в начале смены, и вывод на контроль в связи с работой нового инструмента; Фэ — эффективный годовой фонд времени работы КП, ч.
В поточном производстве КП целесообразно размещать в конце автоматических линий или предметно-замкнутых участков, что обычно соответствует маршрутной технологии. В ГПС их желательно располагать около окон для лучшего естественного освещения рабочих мест контролеров и по пути движения деталей в сборочный цех.
Помещения для контрольно-поверочных пунктов (КПП) также целесообразно располагать около окон, а полы в них выполнять из паркетной доски, покрытой лаком, или резинового линолеума для облегчения удаления пыли. Облицовочные материалы должны быть полуматовой фактуры, не допускающей бликов, светлых нейтральных тонов, окрашенные пылеотталкивающей алкидностирольной эмалью.
Температура в помещении для КПП должна составлять 20 ± ± 1 °С, а относительная влажность воздуха 45 ± 5%. Допускаются наибольшая скорость воздушных потоков 0,1—0,2 м/с; наибольшее число пылинок, оседающих на 1 см2 стекла в течение 1 ч, — 40. Наиболее точные измерительные средства и компара-
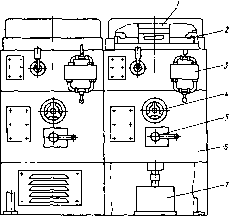 |
|
Рис. 6.7. Стенд для обкатки коробок передач: / — головка приводная; 2 — приспособление, 3 — системе смазки; 4 — механизм ручного привода; В — механизм переключения муфты; 6 —• ставива; 7 — редуктор |
Площадь КПП определяют путем расчета: 0,1 — 0,2 м* на один станок механического цеха, но в целом не менее 25 м® на один пункт. При создании в механических цехах контрольных пунктов поверки и ремонта калибров с кладовой обменного фонда их площадь находят исходя из нормы 0,18—0,3 м8 на один станок, а число работающих в нем должно составлять 8—12% от числа контролеров.
Собранные изделия в ряде случаев должны подвергаться испытаниям, цель которых установить, правильно ли взаимодействуют его части, согласована ли работа отдельных механизмов, и определить значения отдельных параметров качества в динамике. Эти испытания проводят в испытательных отделениях на специальных испытательных стендах. На рис. 6.7 показан в качестве примера испытательный стенд для обкатки коробок скоростей. Стенд предназначен для обкатки на холостом ходу и под нагрузкой коробок скоростей станков, при этом осуществляется проверка температуры нагрева подшипников, уровня шума коробки, силы на рукоятке переключения блоков шестерен коробки. Стенд позволяет одновременно обкатывать два узла, что сокращает часть стендов в отделении благодаря совмещению времени установки и съема со временем испытания узлов. В испытательных отделениях необходимо иметь один-два стенда с балансирным динамометром и контрольным прибором, позволяющим определять крутящий момент обкатываемого изделия.
Для испытательных отделений необходимо в цехе иметь изолированное помещение, оборудованное сетью коммуникаций.
Состав и количество оборудования в испытательных отделениях определяют исходя из технологического процесса испытаний. При определении числа испытательных стендов необходимо учитывать не только режим испытаний и производственную программу основных испытаний изделий, но также повторные испытания для некоторой их части. Повторные испытания после устранения дефектов обычно выполняются в сокращенном виде, однако в ряде случаев при смене основных деталей или комплектов, например корпуса коробки скоростей, режим повторного испытания по времени равен испытанию нового изделия.
Число WCT для проведения основных испытаний рассчитывают по формулам:
для одноместных стендов NCT = /7И (*„ + tuv + L 0)/(Ф» X X 60);
для двухместных стендов N'cr = ПМ(Ф3-Щ, где Пи — количество испытуемых изделий в год, шт.; — время испытаний по основному режиму, мин; tap — время приемки изделия на стенде, мин; t7. с — время установки и снятия изделия со стенда, мин.
При определении общего числа стендов расчетное число стендов умножают на коэффициент 1,1 —1,2, который учитывает повторные испытания изделий.
Размеры стендов, а следовательно, и занимаемая ими площадь зависят от размеров испытуемых изделий и устанавливаемых на нем контрольно-измерительных приборов и приводов. При выполнении планировочного решения испытательного отделения при большом числе испытательных стендов, для того чтобы чрезмерно не удлинять отделение, стенды целесообразно размещать в два ряда. С каждой стороны стендов необходимо иметь проезды, а вдоль стен располагают распределительные шкафы. Испытательные отделения целесообразно размещать в конце линии главной сборки изделия, чтобы сократить длину материального потока.
На рис. 6.8 показан пример планировочного решения испытательного отделения по испытанию двигателей внутреннего сгорания. Собранные двигатели по подвесному конвейеру 1 доставляются в машинный зал отделения. Кроме того, в испытательное отделение входят: умформерная 2; помещение 3 для хранения масла, цистерна 4 с топливом, имеющая люк 5 приема, распределительный контрольный шкаф 6, железнодорожный путь 7. проходящий над цистерной; кладовая обменных деталей 9, инструментально-разда-
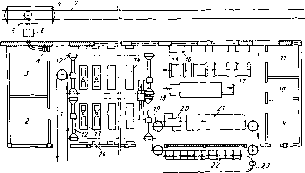 |
| Рис. 8.8. Планировочное решение испытательного отделения |
В последнее время с целью автоматизации испытаний и сокращения цикла стали применяться подвижные испытательные стенды. Они располагаются на круговой вращающейся платформе, имеющей кольцевой коллектор для отвода отработанного масла, выхлопных газов и горячего воздуха. Все работы по испытанию двигателей производятся за один оборот платформы за цикл, время которого составляет 35 мин.
Число рабочих, необходимое для проведения испытаний, определяют в зависимости от времени и объема испытаний, а также используемых средств автоматизации испытаний.
Испытательные отделения должны иметь надежную систему вентиляции, обеспечивающую охлаждение помещения (когда при испытании выделяется много тепла), удаление проникающих в помещение продуктов сгорания, паров топлива и т. п. При проектировании вентиляции следует учитывать допускаемую нормами концентрацию газов в помещении.
Контрольные вопросы
1. Какие виды контроля качества изделий Вы знаете?
2. Расскажите о средствах автоматического контроля качества изделий?
3. Какие структурные подразделения входят в систему контроля качества изделий в механосборочном производстве?
4. Как произвести расчет численности контролеров?
5. Для чего создают испытательные отделения?
РЕМОНТНО-ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ АВТОМАТИЗИРОВАННЫХ УЧАСТКОВ И ЦЕХОВ

Эффективность эксплуатации систем оборудования автоматизированного (автоматического) производства определяется качеством: станков с ЧПУ, роботов, конвейеров, загрузочных и других устройств. Постоянное работоспособное состояние оборудования, работающего, как правило, в напряженном трехсменном режиме, можно обеспечить систематическим наблюдением за ним и своевременным его ремонтом.
7.1. Надежность и ремонтопригодность оборудования
Критерии оценки качества оборудования можно подразделить на две основные группы: производственно-технологические и эксплуатационные. К первым относятся себестоимость оборудования, его металлоемкость и т. д. Наиболее важным эксплуатационным показателем является надежность. Остальные эксплуатационные показатели (производительность, экономичность, степень механизации и автоматизации и т. д.) без обеспечения надлежащей надежности не имеют значения.
Надежность — свойство изделия выполнять заданные функции, сохраняя эксплуатационные показатели в заданных пределах в течение требуемых промежутков времени или наработки. Надежность изделия определяется его работоспособностью, долговечностью и ремонтопригодностью. Следует различать функциональную, параметрическую и структурную надежность. Под функциональной понимают надежность срабатывания механизмов и устройств системы в соответствии с заданной функцией. Параметрическая надежность означает соответствие точности обработки детали парамеграм, заданным в технической документации. Структурная надежность определяется компоновочными решениями, реализованными в системе.
Работоспособность — состояние изделия, при котором оно может выполнять заданные функции так, что параметры соответствуют требованиям технической документации.
Безотказность — свойство изделия сохранять работоспособность в течение некоторой наработки без вынужденных перерывов. Наработка — продолжительность или объем работы изделия, измеряемые в деталях, циклах, часах и т. д. Различают наработку за какой-либо период времени, до первого отказа, между отказами и т. д. Отказ — нарушение работоспособности изделия. Отказами оборудования автоматического (автоматизированного) производства являются поломка деталей, электрических и электронных устройств, разрегулировка, выход каких-либо параметров за пределы, установленные ГОСТ или ТУ, вследствие чего оборудование не может правильно выполнять свои функции. Порядок расположения элементов сложных станочных систем в зависимости от удельного веса отказов следующий: инструменты, механические узлы, электроника и электрооборудование, гидрооборудование.
Неисправность — состояние изделия, при котором оно не соответствует хотя бы одному из требований технической документации.
Долговечность — свойство изделия сохранять работоспособность до предельного состояния с необходимыми перерывами для технического обслуживания и ремонтов. Предельное состояние изделия характеризуется тем, что уже невозможна его дальнейшая эксплуатация либо снизилась эффективность использования ниже допустимого уровня.
Ремонтопригодность — свойство изделия, заключающееся в его приспособлении к предупреждению, обнаружению и устранению отказов и неисправностей путем проведения технического обслуживания и ремонта. Ремонтопригодность количественно оценивается затратами средств и времени на устранение отказов. Последнее включает время на обнаружение отказа, отыскание неисправностей, подготовку запасных деталей, ремонт, послере-монтную настройку, проверку качества ремонта и организационные потери времени. Ремонтопригодность характеризуется приспособленностью оборудования к требованиям по ликвидации повреждений.
Ремонтопригодность в значительной мере влияет на уровень затрат, связанных с эксплуатацией оборудования, и является одним из главных средств обеспечения его надежности и долговечности.
7.2. Назначение и обоснование структуры системы ремонтно-технического обслуживания
Служба ремонта оборудования автоматизированных (автоматических) участков и цехов включает комплекс подразделений, занимающихся на заводе надзором за эксплуатацией и ремонтом оборудования, а именно: отдел главного механика (ОГМ) завода, отдел главного энергетика (ОГЭ), бюро числового программного управления (БЧПУ), ремонтно-механический цех (РМЦ), подчиненный ОГМ, электроцех, подчиненный ОГЭ, цеховые ремонтные базы (ЦРБ). Главные задачи этой службы следующие: обеспечение нормального технического состояния оборудования и его бесперебойной работы; сокращение простоев оборудования в ремонте и потерь в производстве, обусловленных ремонтными работами; снижение расходов на ремонт.
Ремонт и техническое обслуживание оборудования автоматических участков и цехов обеспечивается системой планово-предупредительного ремонта (ППР). Принцип действия заключается в том, что после того, как агрегат проработал определенное число часов, он подвергается различным видам профилактики и плановых ремонтов, периодичность и последовательность которых определяется служебным назначением агрегата, его габаритными размерами, конструктивными и ремонтными особенностями, условиями эксплуатации. Существуют три основные системы ППР — системы послеосмотровых, стандартных и периодических ремонтов. Первую систему используют для оборудования, работающего в условиях массового и крупносерийного производства, вторую — для оборудования, применяемого в мелкосерийном производстве, а также для прецизионных станков, третью — для специального оборудования, работающего при постоянном режиме.
Системой технического обслуживания и ремонта называют комплекс (ГОСТ 18322—85) взаимосвязанных положений и норм, определяющих организацию и выполнение связанных с ними работ.
По способу организации различают ремонт двух видов — плановый и внеплановый. Плановый ремонт оборудования выполняют или через установленное нормами число часов, отработанное оборудованием, или по достижении установленного нормами его технического состояния. Внеплановый ремонт выполняют внепланово, в зависимости от потребности. К нему относят аварийный ремонт, вызванный дефектами конструкции или изготовления оборудования, а также дефектами ремонта и нарушением правил технической эксплуатации.
Для устранения неисправностей оборудования требуются принципиально различные по характеру ремонтные работы. Межремонтное обслуживание (МО) включает наблюдение за выполнением правил эксплуатации оборудования, своевременное устранение мелких неисправностей и регулирование механизмов и устройств. Оно выполняется операторами, обслуживающими агрегаты, наладчиками и дежурным персоналом, входящим в состав вспомогательных рабочих цеха, во время перерывов в работе агрегата, без нарушения производственного процесса. Осмотры (О) — вид планового технического обслуживания, их проводят для проверки состояния оборудования, устранения мелких неисправностей и выявления объема подготовительных работ, подлежащих выполнению при очередном плановом ремонте. Выполняют осмотры оператор оборудования и ремонтные слесари.
Текущий ремонт (ТР) —это плановый ремонт, выполняемый с целью гарантированного обеспечения работоспособности оборудования в течение установленного нормативами числа часов работы до следующего ремонта и состоящий в замене или восстановлении отдельных деталей или отдельных сборочных единиц и выполнении связанных с этим разборочных, сборочных и регулировочных работ. Его подразделяют на малый (МР) и средний ремонт (СР). Капитальный ремонт (КР) — это плановый ремонт, выполняемый с целью восстановления неисправности и гарантированного обеспечения работоспособности оборудования в течение установленного нормативами числа часов работы до следующего капитального ремонта, состоящий в восстановлении координации сборочных единиц и первоначальных траекторий их взаимного перемещения. КР сопровождается заменой или восстановлением деталей всех сборочных единиц с необходимой для этого полной разборкой оборудования, ее сборкой и регулированием.
Оборудование с ЧПУ, в том числе станки и ПР, оснащено УЧПУ, которое требует определенного ухода и возможно более редкой разборки. Капитальный и средний ремонты для УЧПУ не производят.
Все виды работ по техническому обслуживанию и ремонту выполняют в определенной последовательности, образуя повторяющиеся циклы. Ремонтный цикл (РЦ) — это повторяющаяся совокупность различных видов планового ремонта, осуществляемых в заданной последовательности через определенные, равные между собой промежутки времени работы оборудования, называемые межремонтными периодами между двумя последовательно выполняемыми плановыми ремонтами. Ремонтный цикл определяется структурой и продолжительностью и заканчивается капитальным ремонтом. Структура — это перечень ремонтов, входящих в его состав и расположенных в последовательности их выполнения. Структуру цикла, состоящего, например, из четырех текущих и одного капитального ремонта, изображают так: КР — ТР — ТР — ТР — ТР — КР 25 000 •
Продолжипіельность ремонтного цикла — это число часов работы оборудования, за которое выполняют все ремонты цикла (простои оборудования, связанные с выполнением неплановых и плановых ремонтов, в продолжительность не входят). Графически продолжительность цикла изображают под обозначением его структуры.
Цикл технического обслуживания — это повторяющаяся совокупность различного вида операций планового обслуживания, выполняемых через установленное для каждого из видов операций количество часов работы оборудования, которое называют межоперационным периодом. Этот цикл определяется структурой и продолжительностью. Структура цикла — это перечень видов планового технического обслуживания, входящих в состав цикла с соответствующими коэффициентами, показывающими количество операций каждого вида в цикле. Структура цикла обозначается суммой входящих в него видов обслуживания. Виды обслуживания, выполняемые неремонтным персоналом, в структуру цикла не входят. Например, структуру цикла, включающего ежемесячный осмотр (Ое), пятиразовое наполнение смазкой (5CJ, одну замену смазочного материала (С3), один частичный осмотр (Оч), три профилактические регулировки (ЗРМ) и ежесменное смазывание, можно изобразить так: Ое + 5Сн + Q, + О, + ЗРМ. Число операций зависит от тех видов обслуживания, которые выполняют ежедневно (кроме ежесменного смазывания, выполняемого станочником).
Чередование видов периодических ремонтов в ремонтном цикле в соответствии с системой ППР может быть с девятью (ТР—ТР— CP—TP—TP—CP—TP—TP—КР) или с шестью (ТР—ТР—СР— ТР—ТР—КР) межоперационными периодами. Рекомендуемые структуры ремонтных циклов приведены в табл. 7.1.
Структура ремонтного цикла станков с ЧПУ устанавливается с учетом требования возможно более редкой их разборки. Рекомендуется применять двухвидовую девятипериодную структуру: (КР—О—МР—О—МР—О—МР—О—МР—О—МР—О—МР—О— МР—О—КР). Ремонт и техническое обслуживание механической и гидравлической частей станка выполняется службой ОГМ, электротехнической части — службой ОГЭ, электронных устройств — специалистами БЧПУ.
Ремонтопригодность ПР обеспечивается благодаря широкому использованию средств внешней и внутренней информации. Техни-
| 7.1. Структура ремонтных циклов всех групп металлорежущего оборудования | |||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||
| * КР — капитальный ремонт; ТР — текущий ремонт. |
Структуру ремонтного цикла АЛ устанавливают с учетом взаимосвязи разнообразных по служебному назначению конструкции агрегатов и предъявляемым к ним техническим требованиям, жесткого лимита времени на простои агрегатов в ремонте. При обосновании структуры следует учитывать следующее: каждый агрегат или общая для линии система имеют свою структуру цикла; организационно взаимосвязаны должны быть циклы встроенного в линию оборудования; в структуру ремонтного цикла следует вводить увеличенное число осмотров с целью более точного учета состояния оборудования. Число текущих ремонтов в цикле не постоянно и определяется фактической потребностью в ремонтах.
Рекомендованные для оборудования АЛ структуры ремонтных циклов приведены в табл. 7.2. В общем виде структуру цикла для АЛ можно представить следующим образом: 4ТР—аТР—КР, где а — 0...4 — показатель переменного числа ТР. Срок службы АЛ может быть принят за длительность, условного ремонтного цикла (12 лет).
| 7.2. Структура ремонтных циклов оборудования автоматических линий | ||||||||||||||||||
| ||||||||||||||||||
| * В скобках указана переменная часть возможного числа ТР и О. Для конкретного оборудования точное значение переменной части определяется по данным эксплуатации и данным завода-изготовителя. |
Предварительное планирование сроков ремонта и обслуживания парка оборудования участков и цехов для расчета численности ремонтников, составления заявок на материалы и определения затрат на поддержание и восстановление работоспособности оборудования можно выполнять в зависимости от фактически отработанного времени. Однако вывод в капитальный ремонт отдельных станков независимо от запланированной (средней для данной группы оборудования) продолжительности цикла необходимо производить согласно их техническому состоянию.
7.3. Категории сложности ремонта и трудоемкость ремонтных работ
Для сравнения объемов ремонтных работ, выполняемых либо при ремонте различных станков и машин, либо отдельными службами или предприятиями, а также для сопоставления объемов ремонтных работ, последних на протяжении определенных отрезков времени, пользуются единицей ремонтосложности (ЕР). Для механической части оборудования (гм) — это физический обьем работ, необходимый для капитального ремонта механической части некоторой условной машины, качество которого отвечает требованиям технических условий на ремонт, а трудоемкость эквивалентна 50 ч работы в организационно-технических условиях среднего РМЦ машиностроительного предприятия в 1975 г. В годовой план-график вносят не достигнутую трудоемкость ремонта, а достигнутую ремонтосложность соответствующих моделей оборудования, что упрощает плановые расчеты. Для электрической части (г„) — это физический объем работ, необходимый для капитального ремонта электрической части некоторой условной машины, качество которого отвечает требованиям технических условий на ремонт, а трудоемкость эквивалента 12,5 ч работы в тех же условиях, при которых определяется га.
Нормы трудоемкости ремонта и полного планового осмотра приведены в табл. 7.3. Эти нормы предусматривают следующее: изготовление всех деталей заводом, эксплуатирующим оборудование. Если часть деталей поступает со специализированных заводов, то нормы станочных и слесарных работ на изготовление деталей уменьшают пропорционально проценту массы запасных частей, поступающих с указанных заводов; упрочнение направляющих поверхностей базовых деталей газопламенной закалкой или наклеиванием закаленных стальных накладок. Если упрочнение не выполняют, то нормы слесарных работ уменьшают на 2 ч; восстановление рабочих поверхностей базовых деталей шлифованием. При
| 7.S. Нормы трудоемкости ремонта ¦ полного планового осмотра | |||||||||
|
| Ремонт механической части | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| Ремонт электрической частн | ||||||||||||||||||||||||||||||||||||||||||||||||
|
| Продолжение табл. 7.3 | |||||||||||||||||||||||||||||||||
|
Степень сложности ремонта каждой единицы оборудования можно оценивать категорией сложности ремонта, зависящей от конструктивной и технологической возможностей оборудования, указанных в паспорте. Категорию сложности ремонта каждой единицы оборудования определяют сопоставлением со сложностью ремонта агрегата эталона. Для технологического оборудования
| 7.4. Нормы времени на одну ремонтную единицу при ремонте станков с ЧПУ | |||||||||||||||||||||||||||||||||||||
|
Трудоемкости ремонтов и осмотров станков с ЧПУ на одну ремонтную единицу С1 /?) за ремонтный цикл приведены в табл. 7.4. Продолжительности межремонтного обслуживания и категории сложности ремонта указанного оборудования приведены в справочной литературе.
7.4. Планирование продолжительности ремонтных циклов и простоев при ремонте оборудования
Для планирования обоснованного срока проведения капитального ремонта автоматических (автоматизированных) комплексов необходимо определить фактическую продолжительность ремонтного цикла. Оборудование ГПС в процессе работы изнашивается, т. е. физически стареет с различной скоростью, так как в его состав входят металлорежущие станки разных моделей, ПР, транспортные и другие устройства, имеющие различный уровень надежности и режим эксплуатации. Год выпуска составляющих ГПС элементов также может быть разным. Поэтому целесообразно проводить их ремонт помодульно. Необходимость в ремонте оборудования возникает, когда производительность или точностные параметры станочной системы не соответствуют требованиям производства. В обоих случаях это происходит вследствие физического старения оборудования, которое рыражается в закономерном снижении параметров надежности машины по мере увеличения отработанного ею времени. Эта закономерность имеет вид Л* = П + (*/т)т ], где К — параметры потока отказов оборудования соответственно в начале его эксплуатации и в момент времени t, 1 /ч; t — время, отработанное оборудованием, ч; т — период времени, за который значение А,„ удваивается (если т = t, то Л* = 2А,0), ч; т — показатель степени, характеризующий кривизну кривой І. = f (t).
При условии, что на протяжении всего периода эксплуатации не проводятся конструктивные усовершенствования оборудования,
Рис. 7.1. Схема для определения продолжительности ремонтного цикла по критерию обеспечения заданной производительности
| Производительность | 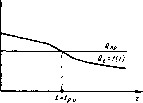 |
Здесь Тор —¦ среднее значение суммы tM 4- где *м — машинное время; tx — вспомогательное время; tпл — время плановых простоев; 2 *п — суммарное значение простоев системы вследствие случайных отказов в конце периода t, приходящееся на Гер;
2*п — (>^о. Ср 4" ^ити. ср) Тср>
где — параметр потока отказов инструмента, 7, т0і ер, тя. ср — среднее время устранения отказа соответственно оборудования и инструмента.
Отсюда
Qt
^ср ~Мп 4- [1 4" (<7)ml То. срТср 4" ^цТи. срГср
Если для производства необходима производительность, равная Qnp, то при Qt > Qnp (рис. 7.1) система в ремонте не нуждается, а при Qt < Qnp ее нужно ремонтировать.
Из условия Qt — Qnp можно определить тот момент времени *р-ц, когда возникает необходимость ремонта оборудования ГПС, по следующей формуле:
, т /1-Qnp [Т'ср 4" *П 4" (^оТо. ср 4" Л-иТи. ср) Т’ср]
**' 4 j/ Qnp^oTo. СрТ’ср
Эта формула справедлива в одинаковой мере для определения продолжительности ремонтного цикла переналаживаемой АЛ. Величина *р. „ представляет собой период времени от начала эксплуатации ГПС до первого капитального ремонта или между смежными капитальными ремонтами. Длительность цикла будет тем больше, чем выше надежность системы и меньше затраты времени на восстановление ее работоспособности после случайных отказов. Подкоренное выражение может быть отрицательным при низкой надежности системы и значительных затратах времени на восстановление ее работоспособности. Это означает, что данная система неспособна выполнить свое назначение. Эта ситуация может возникнуть не только после продолжительной эксплуатации системы, но и в начальный период ее функционирования, что означает нецелесообразность встраивания системы в состав ГПС. Таким образом, можно определить как продолжительность цикла системы, так и ее пригодность для выполнения назначения. Для этого требуется информация о показателях надежности системы, среднем значении затрат времени на устранение отказов, параметрах т и т.
Продолжительность простоя оборудования в ремонте определяется видом ремонта, ремонтоспособностью оборудования, численностью ремонтной бригады, технологией ремонта и технико-организационными условиями выполнения ремонтных работ. Ремонт оборудования автоматизированного производства должен выполняться в две или три смены. Простои оборудования учитывают с момента остановки агрегата на ремонт и до момента приемки его из ремонта контролером ОТК по акту. Время На эксплуатационные испытания агрегата после ремонта в простои не учитывают.
7.5. Технико-организационные направления ремонтно-технического обслуживания
Организационные формы ремонта. Ремонтные работы отечественного и импортного оборудования, выполняемые на машиностроительных заводах, могут иметь различные организационные формы в зависимости от серийности производства, состава и особенностей имеющегося оборудования. Основные различия в организации ремонта состоят в распределении ремонтных работ между РМЦ и ЦРБ (корпусными ремонтными базами КРБ). В зависимости от этого распределения различают централизованную, децентрализованную и смешанную организацию выполнения ремонта.
Централизованная организация предусматривает выполнение всех ремонтных работ и межремонтного обслуживания оборудования силами и средствами: механическая часть — РМЦ; электромеханическая — электроцеха.
Децентрализованная организация заключается в выполнении всех указанных работ силами механиков и энергетиков цехов (корпусов) или ЦРБ (КРБ).
Смешанная организация характеризуется тем, что все ремонтные работы, кроме капитальных ремонтов, выполняют механики и энергетики ЦРБ (КРБ). Изготовление запасных частей и капитальные ремонты однотипного оборудования производят силами РМЦ и электроцеха.
В цехах со значительным числом станков одной модели и другого вспомогательного оборудования одной модели целесообразно использовать узловой (агрегатный) ремонт. Это сокращает простои оборудования в ремонте и не нарушает производственного цикла. Сборочные единицы агрегата, требующие ремонта, снимают и заменяют запасными (новыми или отремонтированными, что сокращает продолжительность ремонта, так как собственно ремонтные работы отделены от разборочных и сборочных).
Техническое обслуживание и ремонт оборудования. При эксплуатации оборудования, в том числе с ЧПУ, особое внимание уделяют работам по его техническому обслуживанию, в первую очередь обслуживанию, во вторую — ремонту. Для улучшения работ по обслуживанию оборудования с ЧПУ создают специальные бригады, в состав которых входят специалисты по механике, гидравлике, электротехнике, автоматике, электронике. Они подчиняются: при централизованной системе обслуживания — РМЦ, при смешанной и децентрализованной системе — механику или энергетику цеха (корпуса) в зависимости от категории завода.
Техническое обслуживание УЧПУ включает в себя обязательные ежедневные и периодические профилактические осмотры, регулировку и поднастройку узлов, блоков и механизмов, у которых быстрее происходит изменение параметров или изнашивание.
Проверку работоспособности станка с ЧПУ проводят при плановых осмотрах, ремонтах и проверках не реже двух раз в месяц. Профилактическую регулировку узлов, механизмов и устройств, подверженных наиболее быстрому изнашиванию, производят при плановых осмотрах станков, но не реже, чем через шесть месяцев для станков классов П и В и через четыре месяца для станков класса А.
Проверку работоспособности комплекса станок — УЧПУ выполняют в автоматическом режиме по тестпрограмме на холостом ходу приводов станка. Содержание тестпрограмм и порядок проверки определяют: для отечественных станков — завод-изготовитель; для зарубежных станков — служба главного технолога предприятия. Виды работ по обслуживанию даны в таблицах справочников.
Техническое обслуживание и ремонт ПР включает в себя выполнение типовых ремонтно-эксплуатационных работ механических частей, электротехнического и электронного оборудования гидро- и пневмосистем. Их выполняют согласно общим рекомендациям по ремонту и эксплуатации данного оборудования. Работоспособность ПР, особенно портальных и мостовых, определяется правильностью установки опорной системы. Погрешность установки монорельсов в вертикальной и горизонтальной плоскостях не должна превышать 0,08—0,1 мм на длине 1 м. Систему программного управления ПР проверяют в соответствии с инструкцией по эксплуатации применяемого устройства в следующих режимах: ручного управления, программирования, автоматической работы, записи управляющей программы (УП) на внешнее запоминающее устройство и ее воспроизведение. Электрооборудование проверяют, как правило, в наладочном режиме управления. При этом посредством пультов управления формируются командные сигналы на управление отдельными механизмами ПР и проверяется правильность отработки команд. Аналогично проверяют электроцепи, связывающие ПР с обслуживаемым оборудованием. Правильность функционирования ПР в целом проверяют по тестпрограмме на холостом ходу при отработке УП. Испытание ПР на холостом ходу содержит все требуемые по технологическому процессу манипуляции, включая взаимодействие с оборудованием. Испытания под нагрузкой выполняют для проверки реального цикла работы ПР с объектом манипулирования.
Ремонт АЛ является узловым (агрегатным). Продолжительность работы оборудования между плановыми осмотрами и различными видами ремонта устанавливают в зависимости от назначения, конструкции, сложности оборудования и условий его эксплуатации. Для вспомогательного оборудования АЛ, включая транспортные и загрузочные устройства, применяют текущий и капитальный ремонты, между которыми Выполняют плановые осмотры, состоящие в проверке работоспособности устройств, регулировку и замену при необходимости отдельных деталей и узлов запасными. Текущий ремонт оборудования АЛ и профилактические работы осуществляют в перерыве между сменами и в третью смену.
В ГПС рекомендуется непрерывный режим работы. Профилактику, техническое обслуживание и ремонт оборудования выполняют главным образом в первую смену. При этом из работы выводят лишь станки, механизмы или устройства, требующие проведения профилактики или ремонта.
Комплектность, порядок разработки и содержания руководства по эксплуатации и руководства по ремонту должны соответствовать требованиям ГОСТ2.601—68, ГОСТ2.602—68. Условия эксплуатации ГПС должны соответствовать ГОСТ 7599—82, ГОСТ 15150—69, ГОСТ 17216—71, ГОСТ 17433—80, ГОСТ 17516—72 и ГОСТ 7600—85Е, техническим условиям и ГОСТ на комплектующие изделия (электрические, гидравлические, электронные и др.), а также на ПР, транспортные, загрузочные, другие агрегаты и устройства, входящие в состав ГПС.
Техническое обслуживание ГПС включает периодический контроль, а в технически обоснованных случаях регламентированное обслуживание по ГОСТ 18322—78. Установлено обслуживание следующих видові плановое (ежесменное); периодическое (ежедневное, еженедельное, ежемесячное,- ежеквартальное и др.); заявочное (неплановое), которое проводят службы главного механика и главного энергетика по заявкам мастера, наладчика ГПС.
В обслуживание входят: очистка и мойка оборудования или его отдельных частей; контроль и диагностирование технического состояния ГПС и его составных частей; наблюдение за выполнением правил и условий эксплуатации; анализ качества СОЖ и смазочных материалов, их замена и замена фильтрующих элементов; контроль качества воздуха, применяемого для пневмоустройств, осмотр и затяжка резьбовых соединений; контроль за состоянием ограждений, электропитания; обслуживание комплектующих изделий ГПС в соответствии с руководством по эксплуатации на э^и изделия. Периодические обслуживания выполняют по варанее разработанному предприятием-потребителем графику, утвержденному главным механиком. Плановое обслуживание нужно выполнять во время перерывов в работе, выходные дни основного производства.
Для ГПС регламентирован ремонт по техническому состоянию. Для восстановления исправности и работоспособности ГПС устанавливают трехвидовую структуру ремонтного цикла, состоящую из плановых текущих, средних и капитальных ремонтов (ГОСТ 18322—78). Приемку оборудования после среднего и капитального ремонта выполняют ОТК предприятия.
При выполнении ремонта оборудования при необходимости осуществляют его модернизацию с целью повышения показателей: производительности, долговечности и др. При этом допускается изменение технической характеристики оборудования в соответствии с утвержденным проектом модернизации.
Технический осмотр серийных микроЭВМ и мини-ЭВМ, ПР, станков с ЧПУ и других элементов, входящих в ГПС, выполняют в соответствии с положением о порядке обслуживания технологических комплексов, машин, оборудования и приборов, автоматизированных с применением микропроцессорных средств. Исполнитель среднего и капитального ремонта обязан устанавливать гарантийный срок, составляющий не менее 0,9 срока гарантии на новое изделие по всем параметрам и показателям качества (в том числе точности, производительности и надежности), действующим в период изготовления ГПС.
При выполнении ремонта должна быть сохранена взаимозаменяемость по сопряженным размерам и посадкам для сменных частей, приспособлений и инструмента.
Диагностирование оборудования. Уточнение сроков выполнения всех работ по техническому обслуживанию и ремонту оборудования является основным фактором сокращения затрат на его эксплуатацию. Это в значительной степени определяется внедрением в практику работы ремонтных служб современных методов и средств технического диагностирования. При рациональной организации эксплуатации ГПС оснащается станками с ЧПУ, транспортными устройствами и другим оборудованием, системами автоматического диагностирования технического состояния. Эти системы предотвращают или сокращают простои оборудования вследствие неисправностей. Методы технического диагностирования основаны на принципе прямого или косвенного контроля соответствующего параметра функционального оборудования.
Для диагностирования устанавливают специальные датчики или используют датчики системы управления оборудованием. Для обработки диагностической информации во многих случаях используют ЭВМ.
Типовые схемы управления оборудованием, в которых предусмотрены функции технического диагностирования, приведены на рис. 7.2. В качестве информационной машины (см. рис. 7.2, а) использована ЭВМ. Управление циклом работы ГАЛ производится
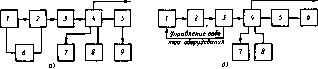 |
|
Рис. 7.2. Схемы использования ЭВМ для управления ГАЛ: а — ЭВМ в качестве информационной машины; 1 — ГАЛ; 2 — датчики состояния оборудования; 3 — устройство связи с объектом, 4 — ЭВМ; 5 — блок периодической вы дачи информации; 6 — система управления ГАЛ, 7 — блок выдачи оперативной ннфор мацин; 8 — блок ввода информации; 9 — печать; б — ЭВМ в качестве управляющей машины; / — ГАЛ; 2 — датчик состояния оборудования; 3 — программируемый коман-доаппарат; 4 — ЭВМ; 5 — блок периодической выдачи информации; 6 — печать, 7 — блок выдачи оперативной информации; 8 — блок ввода информации |
При разработке и создании новых ГПС техническое диагностирование должно обеспечить следующее: определение критериев оценки качества выполнения технологического процесса; поиск и локализацию мест дефектов, включение резерва, изменение режимов работы агрегатов или оповещение персонала о месте отказа; выбор критериев оценки состояния оборудования; определение рациональных сроков обкатки каждой единицы оборудования; проверку качества регулировки и отладки оборудования; получение эталонных значений параметров и эталонных характеристик для диагностирования.
Основные контролируемые параметры для диагностирования и прогнозирования технического состояния оборудования ГПС следующие: продолжительность цикла; неисправности в системе управления оборудованием; состояние и смена инструмента. Для выполнения диагностирования в автоматическом режиме разработаны различные алгоритмы. Их основной задачей является проверка соответствия действий управляющих команд заданным командам. Рабочие признаки для таких алгоритмов следующие: нормированные силовые нагрузки; относительное положение инструмента и заготовки при заданных режимах резания; тепловое состояние отдельных элементов оборудования; амплитудно-фазовые частотные характеристики узлов и систем и др. При несоответствии заданным контрольным тестам определяются причины (т. е. отказавший узел оборудования или погрешности технологической системы) и принимаются соответствующие решения. В системах
|
Предмет диагностирования Режим и метод диагностирования возможные состояния станка и систем возможные решения Процедуры диагностирования | 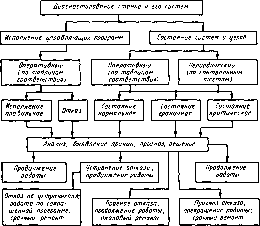 |
| Рнс. 7.3. Структура системы автоматического диагностирования неисправностей |
Структура системы автоматического диагностирования (САД) неисправностей металлорежущих станков приведена на рис. 7.3. САД особенно важна для ГПС, работающей в режиме ограниченного вмешательства обслуживающего персонала.
7.?. Проектирование цеховой ремонтной базы
Состав подразделений ЦРБ. В цехах, имеющих менее 100 станков, организовывать ЦРБ нецелесообразно. ЦРБ (КРБ) организуют на средних и больших заводах. В функции ЦРБ обычно входит техническое обслуживание оборудования, включающее осмотр, текущий средний ремонт оборудования. Если ЦРБ выполняет также и капитальный ремонт, то из РМЦ добавляется определенное число станков в ЦРБ. В состав подразделений ЦРБ входят следующие: станочный участок; слесарный участок; мастерская по ремонту электрооборудования и электронных систем; склад материалов, склад запасных деталей и сборочных единиц.
Годовая программа, режим работы и фонды времени. Проектирование ЦРБ (КРБ) выполняют на основе программы, представ-
ляющей собой общий объем работ по обслуживанию и всем видам ремонта оборудования и другим работам (модернизация, изготовление нестандартизованного оборудования), подлежащим выполнению в течение года. Межремонтное обслуживание в этот объем условно не включают, так как эту работу выполняет вспомогательный персонал (слесари, смазчики) производственного цеха, который учитывают отдельно от ремонтных служб.
Основой для расчета этих служб являются техническое обслуживание оборудования и плановые ремонты. Остальные виды работ принимают укрупненно в процентах по отношению к осйовным.
Годовой объем работ по обслуживанию и плановым ремонтам оборудования (в ремонтных единицах R), подлежащий выполнению, называют ремонтоемкостью и определяют по формуле ?р = = ц, где?/? — общая ремонтная сложность (в R); /р.ц —
продолжительность ремонтного цикла (в годах) для того же оборудования.
Годовую ремонтоемкость по цеху можно определить детальными или укрупненными расчетами. В первом случае исходят из полной спецификации обслуживаемого оборудования. Категорию ремонтной сложности и продолжительность ремонтного цикла для каждого типоразмера оборудования устанавливают по Единой системе планово-предупредительного ремонта ЕС ППР или расчетам. Этот метод используют для определения нормативной средней ремонтной сложности по видам оборудования. Нормативные значения средней ремонтной сложности и средней продолжительности ремонтного цикла по видам оборудования (металлорежущее, подъемно-транспортное и др.) или по цехам применяют при укрупненных расчетах ремонтоемкости. Годовую ремонтоемкость данного вида оборудования (или оборудования всего цеха) получают делением на средний цикл произведения средней ремонтной сложности на число единиц оборудования. Режим работы ЦРБ (КРБ) применяют таким же, как и в обслуживаемых ими производственных цехах.
Трудоемкость, станкоемкость и загрузка оборудования. При проектировании ЦРБ (КРБ) количество оборудования и работающих определяют исходя из трудоемкости Т годового объема ремонтных работ, подлежащих выполнению: Тсл + Тст = Т, где Тсл— трудоемкость слесарных работ; Тст — трудоемкость станочных работ (станкоемкость).
Трудоемкость Т определяют как произведение ?р (в R) на трудоёмкость ремонтных работ Тр_ ц, выполняемых за один ремонтный цикл и отнесенных к одной единице ремонтосложности (1/?) : : Т = V рТ р. ц. Соответственно Тсл = ?рТр,р.сл; Тст = ?рТр^_сг, где Тр. ц. сл, Тр_ ц ст — соответственно трудоемкость слесарных и станочных работ, выполняемых за один ремонтный цикл, отнесенных к одной единице ремонтоемкости. При детальных расчетах величин Тсл и Тст изменяются для различных видов и групп оборудования вследствие разной структуры их циклов. При укрупненном расчете величины трудоемкости на 1/? за один ремонтный цикл
Тел и Тет берут из справочных таблиц с соответствующими коррективами. Гст = Тст^э. ч^кр» Т'сл ~ Гсл^з, ,*кр, где ft3. чі ftKp коэффициенты, учитывающие снижение трудоемкости ремонтных работ (принятой по ЕС ППР) в зависимости от уровней централизованного обеспечения соответственно запасными частями, капитальным ремонтом.
При расчете численности рабочих по трудоемкости Тсл следует дополнительно вводить коэффициенты, учитывающие следующее: дальнейшую механизацию слесарных работ (ftM. „) и перспективу изменения норм времени, установленных ЕС ППР.
Коэффициент ft, загрузки оборудования ЦРМ (КРБ) зависит от масштаба производства. Его принимают с учетом общего числа единиц ремонтной сложности обслуживаемого оборудования (R):
?R-10-«............ До 3 Св. 3 до 5 Св. 5 до 10 Св. 10
Рекомендуемые примерные значения ft, для ЦРБ (КРБ) следующие:
Расчет количества и состав оборудования. Станочное оборудование ЦРБ (КРБ) подразделяют на основное и вспомогательное (в общезаводской классификации все оборудование ЦРБ и КРБ относят к вспомогательному). Количество основного оборудования ЦРБ (КРБ) определяют суммарно расчетом по трудоемкости Гст (станкоемкости технического обслуживания, плановых ремонтов и других работ). Вспомогательное оборудование выбирают комплексно без расчета. Общее число основных станков п = (Гст х х йм)/Фэ. ст^в* где Тсх — общая годовая станкоемкость в станко-часах; Ф,. ст — эффективный (расчетный) годовой фонд времени работы станка при соответствующем числе смен работы; Тст = = Т„?р = (ПТ?ЯК.Ц = (Tp.aka.4kKP E#)/fp...
Тогда п
2 ^Тр. цка. ч^кр^м
*р. цФэ. ст^в
Нормы числа основных станков ЦРБ (КРБ) приведены в таблицах справочников.
В состав основного оборудования включают металлорежущие станки.
Комплекты станков должны обеспечивать восстановление или изготовление деталей ремонтируемого оборудования с требуемой точностью обработки. Рекомендуемый состав основного оборудования ЦРБ приведен в табл. 7.5, вспомогательного оборудования — в табл. 7.6.
Расчет численности и выбор состава работающих. По общезаводской классификации все рабочие ремонтно-механических служб относятся к группе вспомогательных рабочих. Внутри этих служб они делятся на основных и подсобных. В состав основных
| 7.5. Примерный состав основного оборудования ЦРБ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
7.6. Примерный состав вспомогательного оборудования ЦРБ
|
Оборудование Число единиц вспомогательного оборудования при числе основныя станков | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Р _ ^ ст^м
0Т о^п. н ’
где Ф„ — эффективный (расчетный) годовой фонд времени рабочего, ч; kji. о— коэффициент многостаночного обслуживания и совмещения профессий (среднее число станков, приходящееся на одного станочника); kn. „ > 1 — коэффициент переработки норм.
Более прост расчет по числу основных станков: Рст = п0 х х ckJ(kH. ока, н), где я0 — число основных станков ЦРБ; с — число смен работы в сутки.
Численность слесарей и рабочих прочих профессий Рсл определяют по трудоемкости Тсл с учетом следующих факторов: уровня централизованного обеспечения со стороны запасными частями к оборудованию; уровня выполнения капитального ремонта на стороне; дальнейшей механизации слесарных работ; изменений старых норм выработки; Рсл = Тс„/ги/ги.р/(Фр/гп.п), где &м.р — коэффициент, учитывающий дальнейшую механизацию слесарных работ (для новых цехов кы „« 0,75...0,8); для новых цехов кп.в - 1,3... 1,4. '
К вспомогательному персоналу ЦРБ (КРБ) относится персонал служб межремонтного обслуживания оборудования: слесари-механики (ремонт механической и гидравлической части), слесари-электрики и инженеры-электрики (ремонт электрической и электронной части), наладчики (наладка инструмента и участие в ремонте механической и гидравлической части). Можно ориентировочно принимать следующую численность специалистов по наладке и ремонту станков с ЧПУ: два инженера-электроника на два—четыре вида УЧПУ; одного рабочего наладчика на три— шесть станков (при двухсменной работе). Нижний предел берут при меньшем числе станков, верхний — при большем. Расчет численности рабочих для выполнения осмотров и плановых ремонтов механической и электрической части оборудования осуществляется по формуле
Р о.
<нр 2 ^и. Р + *С. Р 2 «с. Р + *М. Р 2 ^М. р + *0 2 «О + *0. И 2
пр= гзг: ¦ где Р, *о. р< *м. р — нормативы времени на ремонт ч/R; 2^к.р» 2 Яс. р, ЕЯм.р — суммарное число единиц ремонтосложности оборудования, подвергаемого соответственно капитальному, среднему и малому ремонту в течение года согласно графику ППР;
2^о. и—суммарное число единиц ремонтосложности оборудования, подвергаемого плановым осмотрам и осмотру перед капитальным ремонтом в течение года; t0, t0_ „ — нормативы времени на осмотры ч/R; Фв — эффективный годовой фонд времени рабочего, ч.
Для тех видов оборудования, в структуру ремонтного цикла которых входят только капитальный и малый ремонт, слагаемое 'с.р2*с.р = 0. Расчет численности рабочих для выполнения ремонта и осмотра электротехнической части оборудования можно выполнять аналогично.
При укрупненных расчетах число вспомогательных рабочих ЦРБ (КРБ) можно принимать примерно 15—18% расчетного числа основных рабочих (в том числе рабочие • контролеры 2—3%). Общее число рабочих ЦРБ (КРБ) укрупненно принимают из расчета четыре человека на станок, включая слесарей. Инженернотехнические работники ЦРБ (КРБ) составляют 8—10%, служащие 1,5—2%, обслуживающий персонал 1,0—1,5% числа всех рабочих.
Площади, размещение и компоновка ЦРБ. Площадь ЦРБ (КРБ) определяют на основе компоновки отделений и помещений цеха, планировки оборудования и рабочих мест. Планировку оборудования выполняют с учетом действующих норм технологического проектирования цехов вспомогательного производства. Площадь ЦРБ (КРБ) входит в состав вспомогательной площади соответствующего производственного цеха (корпуса). Общую площадь ЦРБ на единицу основного оборудования определяют по табл. 7.7.
| 7.7. Общая площадь ЦРБ | на единицу оборудования | |
| Число станков ЦРБ | Площадь ва одна станок, м* | Площадь склада запчастей, к* |
| 5—10 | 31—29 | 4—3,5 |
| 11—18 | 28—27 | 3—2 |
Рядом с помещением наладчиков-электроников недопустимо наличие магнитных полей (силовых трансформаторов, подстанций и высокочастотных преобразователей, сварочных установок). Следует поддерживать температуру воздуха +20 °С ± 2°С, относительную влажность воздуха 60—30% (кратковременно не более 70%), скорость движения воздуха не более 0,2—0,5 м/с. Уровень шума не должен превышать 50 дБ. Допустимые параметры вибраций в производственном помещении, где выполняется ремонт УЧПУ, не должны превышать нормы.
На рабочем месте наладчика должна быть комбинированная система освещения. При использовании газоразрядных ламп освещенность должна быть равной 1000 лк, ламп накаливания — 750 лк.
Рабочее место слесаря-ремонтника оборудуется верстаком 1 (рис. 7.4) типа СД 3701-06 с тисками и набором слесарного инстру-
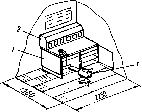
Рис. 7.4. Рабочее место слесаря-ре- Рве. 7.5. Тележка слесаря-ремонтника монтника
 |
|
Рве. 7.6. Стеллажи: а — обычный; б — ?акрывающнйся; в — поворотный |
Рабочее место наладчика-электроника и электрослесаря оборудуют столом с рамкой для чертежей. Для предохранения ремонтируемого блока от повреждений на стол укладывают коврик из губчатой резины. Для хранения запчастей и крепежа используют поворотные стеллажи. Наладчик должен иметь переносной осциллограф и тестер. В помещении, где сидят электронщики и электрослесари, должны находиться стеллажи для технической документации и запчастей.
Норму расхода металла в год на один основной станок ЦРБ принимают равной 3,5—5 т.
7.7. Отделение по удалению и переработке стружки
По мере увеличения степени автоматизации производства в переходе к малолюдной технологии все значительнее становится проблема автоматической уборки стружки после обработки заготовок и удаления и регенерации СОЖ, так как, например, стружка, оставаясь на базовых поверхностях оборудования и приспособлений, может привести к выходу их из строя или браку деталей. Чугунную, стальную и, тем более, стружку из цветного металла необходимо собирать отдельно. Проблема управления стружкообразованием и отвода ее из зоны с учетом возрастающих
скоростей резания является в ряде случаев критической при определении номенклатуры изготовляемых деталей на АЛ и ГПС. В большинстве существующих ГПС изготовляют детали из чугуна, углеродистых сталей и цветных металлов. Методы дробления стружки путем прерывистого или переменного движения подачи не решают задачу управления стружкообразованием на этапах финишной обработки и поэтому не нашли распространения. Управление стружкообразованием, таким образом, остается за инструментом, который наиболее часто оснащен такими стружкоформирующими элементами, как стружколомающие уступы и стружкозавивающие канавки.
Для централизованного удаления стружки в станках, на автоматических участках, в АЛ, ГПС и цехах используют конвейеры. В станках для сбора и удаления стружки из станины применяют винтовые (реже ленточные) конвейеры, на участках — обычно скребковые или винтовые конвейеры, в АЛ и ГПС — винтовые, скребковые, реже гидравлические и вибрационные конвейеры. В цехах для сбора и транспортирования стружки к местам ее переработки наиболее часто применяют системы, состоящие из ленточных и, реже, гидравлических конвейеров. От станков стружку часто перемещают на значительное (100 м и более) расстояние до отделения переработки, где ее брикетируют гидравлическими прессами.
На рис. 7.7 показан одновинтовой конвейер. Стружка на него поступает через люк 4 станины 7 станка. Винт 3 вращается в желобе 2 от привода 6 через муфту 5. Стружка сбрасывается или в сборник 1 (когда станок не обслуживается цеховой системой удаления стружки), или на цеховой конвейер.
На участке для сбора и удаления стружки обычно используют скребковые или двухвинтовые конвейеры. Скребковый цепной конвейер (рис. 7 8, а) имеет желоб 15, расположенный в бетонированном канале 14 и закрытый крышкой 6. По угольникам 2, 3, приваренным к желобу, перемещаются ролики 5, установленные на осях 4 звеньями двух пластинчатых цепей 10. Цепи натянуты на две пары звездочек 8, П. Звездочке 8 сообщается вращение
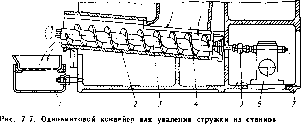
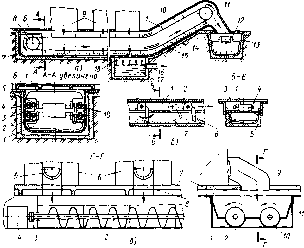 |
| Ряс. 7.8. Коввейеры для удаления стружки на участке станков |
Скребковый штанговый конвейер (рис 7.8, б) имеет штангу 1, которая совершает в желобе 5 возвратно-поступательное движение. На штанге на осях 4 подвешены скребки 6. Желоб закрыт крышкой 3. При рабочем ходе штанги (вправо) скребки врезаются в стружку 7 и .поворачиваясь на осях до упора 2 в штанге, занимают вертикальное положение. При этом положении скребки перемещают стружку в желобе на шаг. При ходе штанги влево скребки поворачиваются в обратную сторону, скользя по поверхности стружки.
Двухвинтовой конвейер (рис. 7,8, в) состоит из желоба 1, в котором свободно вращаются в разные стороны винты 2,10 (с правым и левым направлением витков) от привода 4 через шарнирную муфту 3. Применение этих конвейеров эффективно для перемещения как мелкой (дробленой), так и витой стружки.
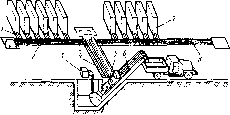 |
| Рис. 7.9. Цеховая транспортная система для удаления стружки |
Мелкую стружку на небольшие расстояния перемещают с помощью вибрационных, гидравлических и магнитных конвейеров.
На рис. 7.9 показана цеховая система удаления стружки. Система включает два продольных двухвинтовых конвейера 2, 8t смонтированных в каналах пола. На эти конвейеры с помощью одновинтовых конвейров 1, находящихся в станинах станков 7, поступает стружка 5. Стружка 5 с конвейеров 2, 8 поступает на поперечный двухвинтовой конвейер 4 и далее перемещается четырехвинтовым конвейером 6, работающим от привода 3, в автомобиль. Конвейеры 2, 5, 4 работают непрерывно (в режиме станков), а конвейер 6 — периодически, по мере накопления стружки.
Производительность (м3/мин) ленточных конвейеров Q„ = = FV„k, где F — поперечное сечение желоба, м2 (ширина желоба X высота среднего слоя стружки, м); ?л — скорость движения ленты, м/мин; k = 0,4...0,5 — коэффициент заполнения желоба стружкой.
Производительность винтовых конвейеров QB = FnBPBk, где пв — частота вращения винтов, мин-1; пв < 10 мин-1; Рв — шаг винта, м.
Производительность скребковых конвейеров. QCK = FncLmk, где пск — число двойных ходов в мин; Lm — ход штанги конвейера, м.
Относительная масса (кг/мин) стружки М7 = McNnc, где Мс — масса сплошного металла, уходящего в стружку при обработке одной детали, кг; N — скорость обработки заготовок на станке, шт./мин; лс — число станков в линии. Насыпная масса стружки в зависимости от ее массы приведена в табл. 7.8.
Особую опасность для электронных блоков автоматического и автоматизированного оборудования представляют мелкая чугун-
| 7.8. Насыпная масса стружки | ||||||||||||||||||
|
В нагнетательной системе (рис. 7.10, а) воздуходувная установка 1, работающая с избыточным давлением 0,03—0,04 МПа, создает воздушный поток, перемещающий стружку в трубопроводе
4. Скорость воздушного потока 25 м/с. Воронки 2 со шлюзовыми затворами 3 предназначены для подачи стружки от станков порциями во время перекрытия прохода воздуха в воронку.
Во всасывающей системе (рис. 7.10, б) вакуум-насос или вентилятор 1 создает поток воздуха в трубопроводе 3 путем разрежения до 0,055 МПа. Скорость потока составляет 25—65 м/с. Стружка и пыль от станков засасываются через ответвления 2.
Во всасывающе-нагнетательной системе (рис. 7.10, в) подача стружки и пыли от станков через воронки 2 в трубопровод 3 обеспечивается потоком воздуха, идущим по трубопроводу 1. Скорость потока 30—40 м/с. При потоке воздуха постоянной плотности и установившемся движении уравнение неразрывности имеет вид FBVB = FBVB = Q, где FB и FB — площади поперечного сечения соответственно всасывающей и нагнетательной труб, м2; ?в, ?в — средние скорости потока в трубах, м/с; Q — расход воздуха, м3/с. Скорость потока во всасывающей трубе ?в = (VBFB)/FB.
Схема всасывающей централизованной системы показана на рис. 7.11. В магистральных трубопроводах 7 при включении вентилятора 6 создается разрежение. В результате этого стружка и пыль через отводы 2 отсасываются от станков 1 и по трубопроводам поступают в гидроциклоны 3 (для удаления СОЖ), где осаживаются в их нижней части и высыпаются в бункеры 4, размещенные на эстакаде 5. Вентиляционное отсасывание часто не обеспечивает удаление стружки из труднодоступных мест, поэтому к магистральному трубопроводу подключают трубу со сжатым воздухом от пневмосети.
Для улучшения условий дальнейшего транспортирования стружки и переработки ее брикетируют. Плотность брикета 5— 6 кг/см8. Для холодного брикетирования применяют специальные прессы, для горячего — специальные установки. Сухую стружку брикетируют в холодном состоянии.
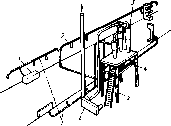 |
| Рис. 7.10. Пневматические си- Рис. 7.11. Схема централизованной пылеот-стемы для транспортирования сосной системы мелкой стружки |
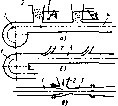
Площадь отделения для переработки стружки можно ориентировочно определить по числу обслуживаемых станков.
Число станков............ 100—300 300—700 700—1200
Площадь на станок, м*........ 1—0,5 0,5—0,3 0,3—0,25
Шлифовальные станки в обслуживаемые не включаются. Для помещений, служащих только для хранения стружки без ее переработки, удельная площадь уменьшается в 2 раза.
7.8. Отделение по приготовлению, хранению, раздаче, очистке и регенерации СОЖ и масел
Подача СОЖ к станкам производится как от централизованных, так и индивидуальных циркуляционных установок. Каждая установка состоит из бака с устройством для очистки СОЖ, трубопроводов и насоса. Индивидуальные баки СОЖ устанавливают рядом со станком или в его станине. Количество жидкости, подаваемое в зону обработки, определяется видом режущего инструмента, его размером, режимами и условиями резания. Так, например, средний расход СОЖ составляет на один резец токарного станка 15 л/мин, на сверло, зенкер, развертку и другой осевой инструмент 3—6 л/мин; на каждые 10 мм длины образующей рабочей поверхности шлифовального круга — 5—7 л/мин. Количество механических примесей в СОЖ не должно превышать 0,05—0,07% ее объема при обработке лезвийным инструментом и 0,003—0,004% при обработке шлифовальным кругом. Централизованные циркуляционные системы подачи СОЖ имеют ряд преимуществ по сравнению с индивидуальными установками:
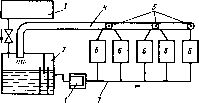 |
| Рис. 7.12. Схема централизованной циркуляционной системы подачи СОЖ |
Схема централизованной циркуляционной системы показана на рис. 7.12. СОЖ из бака-отстойника 2 под давлением подается насосом 1 по напорному трубопроводу 7 к станкам 6. Отработанная СОЖ сливается самотеком в колодцы-отстойники 5 и по трубопроводу 4 сливается в бак-отстойник. Дополнительный бак 3 служит для компенсации утечек и испарения СОЖ из системы. Для предварительной очистки СОЖ используют различные сетчатые фильтры, а для тонкой очистки — магнитные сепараторы, бумажные фильтры, центрифуги и др.
Электродвигатель, смонтированный на корпусе 6 (рис. 7.13) магнитного сепаратора, вращает барабан 5 с постоянными магнитами 3. СОЖ проходит через пространство между корпусом 6 и барабаном 5. Шлам, притянутый к магнитам, поднимается наверх. СОЖ из шлама выжимается резиновым валиком 4, и после этого шлам соскабливается ножом 2 в сборник 1.
Максимальный размер помещения для приготовления и хранения СОЖ в крупных цехах массового производства принимается равным 100—200 ма. Численность рабочих 2—4 человека. Для небольших цехов среднесерийного и мелкосерийного производства максимальный размер помещения для хранения и приготовления СОЖ 30—40 ма. В механических цехах для приготовления СОЖ
| 2 3^56 |
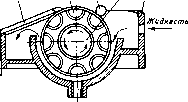 |
| Рис. 7.13. Схема магнитного сепаратора 198 |
Для размещения и работы смазчиков выделяют помещение площадью примерно 10—20 м2. Один смазчик должен обслуживать 120—150 станков. В помещениях для смазчиков устанавливают один или два верстака и шкафы для хранения масленок.
7.9. Организация энергопотоков в цехе
При проектировании цехов разрабатывают ведомости расположенных в нем оборудования и других установок с указанием потребляемой ими энергии. Различают следующие разновидности потребляемой энергии: силовая — для процессов обработки материалов резанием, пластическим деформированием и другими видами сборки: для транспортирования материалов, изделий и пр.; нагревательная—для термической обработки, в частности, для установок ТВЧ, сушки, мойки, отопления, горячего водоснабжения, кондиционирования воздуха; осветительная — для освещения помещений и промышленных площадок.
Для проектирования электроснабжения составляют ведомости потребителей (с указанием мощности) по участкам служб, размещенных в цехе. Отдельной указывают потребление энергии на производственные и бытовые нужды. Для трансформирования переменного электрического тока напряжением порядка 10 000 В в ток напряжением 380 В для питания оборудования используют трансформаторные подстанции. Они оборудуются трансформаторами мощностью 250, 500, 1000 кВт. Активная мощность подстанции Na — 0,25Ny, где 0,25 — коэффициент, учитывающий неодновременность потребления энергии, потери в сетцх и необходимый резерв; Ny — установленная мощность. Площадь на один трансформатор (1000—500 кВт) с распределительным щитом составляет 4X6 = 24 м2.
Сжатый воздух используют для пневматических зажимных устройств, пневматических инструментов (рубильные молотки, сверлильные и шлифовальные машинки и др.), пневмоподъемников, распылителей краски и других устройств. Сеть проектируют на давление сжатого воздуха 30—60 Па, общий расход сжатого воздуха определяют с помощью ведомостей-потребителей, составляемых для каждого участка и отделения цеха. В ведомостях содержатся следующие сведения: наименование потребителя; нормальный расход свободного воздуха, м3/мин и м3/ч; его рабочее давление, Па; потери воздуха в процентах от номинального расхода, м3/ч; расход воздуха на единицу оборудования, м3, с учетом потерь — максимальный при непрерывной работе и средний с учетом коэффициента использования; число потребителей по каждому участку и отделению цеха; коэффициент одновременности работы потребителей;
общий часовой расход воздуха с учетом коэффициента одновременности; максимальный и средний расход, м3/ч; число рабочих смен; годовой фонд времени потребителей, ч; коэффициент загрузки оборудования; годовой расход воздуха с учетом коэффициента загрузки, тыс. м3. Исходными данными для составления ведомости являются паспортные данные единиц оборудования, нормативы и коэффициенты, принятые для проектирования. Применение сжатого воздуха для обдува оборудования оснастки и деталей недопустимо. Для этих целей предусматривают стационарные или переносные моющие и отсасывающие устройства.
Для передачи сжатого воздуха от компрессора к местам потребления и между различными элементами пневмоприводов машин используют воздухопроводы. Потери давления на пути от компрессора до потребителя не должны превышать 5—10% рабочего давления. В магистральных воздухопроводах рекомендуется скорость воздуха ?в = 6... 12 м/с. При малой протяженности воздухопроводов (до 300 м) при давлении 0,6...0,7 МПа допускается принимать ?в = 10...15 м/с. Для подводящих трубопроводов, соединяющих элементы пневмопривода, можно допустить максимальные ?в ^ <; 16...40 м/с. Меньшие скорости принимают при больших рабочих давлениях. Расход воздуха QB = (nd2/4) ?в (р/рв), где d — диаметр трубопровода, мм; р и рв — плотность воздуха соответственно при нормальном атмосферном давлении и при давлении в воздухопроводе. Прокладка трубопроводов должна идти с уклоном 1—200 по направлению движения воздуха, обеспечивая сток воды, образующейся вследствие конденсации водяных паров. В конце трубопровода устанавливают конденсатоотводчики. Отбор сжатого воздуха к отдельным потребителям (стояки) должен выполняться по дуге от верхней части трубы с обязательным запорным вентилем в конце вертикальной части стояка для выпуска конденсата. Для уплотнения резьбовых соединений используют фторопластовую ленту или маслостойкую мастику. Воздух очищают с помощью различных теплообменных, конденсатоотводящих и очистных устройств (поглотители, фильтры и т. д.).
Для производственных нужд цеха расходуют техническую воду: для приготовления СОЖ; промывки деталей; охлаждения и закалки в установках ТВЧ и т. д. Расход воды для каждого вида потребления рассчитывают раздельно по ведомостям, в которых содержатся следующие сведения: шифры потребляющего воду оборудования по планировке; наименование участка и основных групп оборудования; количество оборудования; расход воды (м3 на единицу оборудования) общий и суточный, с учетом коэффициента загрузки оборудования; сменяемость объемов потребления и т. д.; объемы сброса воды в канализации — наименование химиката, содержание его в растворе, особенности сбрасывания растворов и др. Система водоснабжения должна быть обязательно оснащена устройством очистных сооружений, не допускающих сброса в естественные водоемы загрязненной химикатами воды.
Пар расходуется на технологические нужды: подогрев СОЖ при их приготовлении и воды в моечных машинах, в сушильных камерах для отопления и др. Для указанных целей используют пар при давлении 15—40 Па.
Ковтрольные вопросы
1. По каким параметрам оценивают качество оборудования?
2. Как организуется структура системы ремонтно-технического обслуживания оборудования?
3. Какие существуют организационные формы ремонта?
4. Как организуется техническое обслуживание оборудования АЛ и ГПС?
5. По каким параметрам выполняют диагностирование оборудования?
6. В какой последовательности осуществляют проектирование цеховой ремонтной базы?
ОХРАНА ТРУДА В АВТОМАТИЗИРОВАННОМ ПРОИЗВОДСТВЕ
| Глава |  |
При эксплуатации оборудования автоматизированного производства важной задачей является обеспечение нормальных условий работы обслуживающего персонала. При выполнении производственных процессов на персонал воздействуют различные факторы. Опасным считается такой фактор, воздействие которого на работающего в определенных условиях приводит к травме или внезапному резкому ухудшению здоровья, а вредным — фактор, приводящий к заболеванию или снижению работоспособности. Воздействие на работающего опасного фактора при выполнении им трудовых обязанностей называют несчастным случаем на производстве.
Охрана труда — это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда. Она включает технику безопасности и производственную санитарию.
Техника безопасности — это система организационных мероприятий и технических средств, предотвращающих воздействие на работающих опасных производственных факторов.
Производственная санитария — система мероприятий и средств, уменьшающих или предотвращающих воздействие на работающих вредных производственных факторов.
Мероприятия по охране труда начинают разрабатывать уже на стадии проектирования как производственных зданий и сооружений, так и оборудования. Ни один автоматический (автоматизированный) участок или цех не могут быть приняты в эксплуатацию, если не обеспечены здоровые и безопасные условия труда.
На каждом предприятии создается служба охраны труда, подчиненная главному инженеру. Он несет полную ответственность за безопасность при выполнении производственных процессов и осуществляет контроль за всеми мероприятиями по оздоровлению условий труда. Всю практическую работу, обеспечивающую безопасные условия работы в подразделениях предприятия, организуют начальники цехов, участков, смен, а также мастера. Безопасные условия труда на рабочих местах обеспечивает мастер.
Структура и штатный состав службы охраны труда зависят от количества работающих на предприятии, сложности и опасности технологических процессов. В соответствии с этим служба охраны труда может быть отделом, бюро или группой, состоящей из нескольких инженеров по охране труда. Одними из основных функций отдела охраны труда являются инструктаж и обучение персонала безопасным методам работы. Для повышения качества этого обучения на предприятиях со списочным числом работающих более 100 человек организуют кабинет охраны труда с соответствующими наглядными пособиями и аппаратурой, работой которого руководит начальник отдела (бюро) охраны труда.
8.2. Основные принципы выбора и размещения средств охраны труда в автоматизированных и , автоматических цехах
Большинство показателей, характеризующих условия труда, регламентируются применительно к рабочему месту. К ним относятся: воздух рабочей зоны, состояние которого определяется его чистотой, температурой, относительной влажностью и скоростью движения; освещенность рабочих мест; уровень шума и вибраций в производственных помещениях; цветовое оформление производственного интерьера, сигнальные цвета, наличие знаков безопасности и др.
Значения указанных показателей и методика их определения регламентируются соответствующими государственными и отраслевыми стандартами. Например, ГОСТ 12.1.005—76 регламентирует микрометрические условия в цехе, ГОСТ 12.4.026—76 «ССБТ цвета сигнальные и знаки безопасности», устанавливающей цвета и группы знаков безопасности, используемых в производственных помещениях.
Безопасность работы обслуживающего персонала автоматизированных и автоматических цехов обеспечивается различными средствами путем их рационального размещения. К ним относятся защитные и предохранительные устройства станков, ПР, транспортирующих и загрузочных устройств, сигнализация, системы отвода и транспортирования стружки, системы электрической и пожарной безопасности и др. Безопасность работы также обеспечивается рациональной планировкой оборудования, размещением режущего и вспомогательного инструмента, приспособлений.
Защитные устройства используют для предотвращения опасного соприкосновения персонала с движущимися элементами станка и режущим инструментом, движущимися элементами ПР, транспортирующих и других устройств, а также для ограждения опасных зон, куда отлетают стружка и СОЖ (ГОСТ 12.2.009—80).
Защитные устройства не должны ограничивать технологические возможности оборудования и вызывать неудобства при его обслуживании. Защитные устройства подразделяют на стационарные, подвижные и переносные. Стационарные защитные устройства снимают только во время ремонта, а также при техническом обслуживании оборудования (ограждения зубчатых, цепных и ременных передач, ходовых винтов, валов и т. д.). Подвижные защитные устройства, или экраны, являются элементами станка и используются для ограждения зоны обработки или защиты персонала от стружки и СОЖ- Переносные защитные устройства — это временные ограждения. Они служат для ограждения зоны вокруг станков, на которых выполняется скоростная обработка.
Предохранительные устройства оборудования подразделяют на блокировки, ограничители хода и ограничители нагрузки. Блокировки исключают возможность проникновения персонала в опасную зону либо устраняют опасный фактор во время пребывания персонала в этой зоне. По принципу действия их подразделяют на механические, электрические, пневматические, гидравлические, оптические, радиационные, магнитные и комбинированные.
Ограничители хода бывают предельными и размерными (технологическими). Предельные ограничители хода устанавливают так, чтобы движущиеся части оборудования или само оборудование не доходили до опасного конечного положения на 3—5 мм (точность позиционирования ±0,5—1,0 мм). Размерные ограничители хода точно фиксируют положение рабочих органов станка или другого оборудования. Точность останова по жестким упорам ±0,01 мм. В качестве ограничителей применяют механические, электромеханические или электрогидравлические системы.
Ограничители нагрузки используют для предотвращения нарушения нормального режима работы оборудования из-за перегрузок, которые могут возникнуть вследствие неправильного режима обработки, повышенной твердости обрабатываемого материала, затупления инструмента, повышения давления в гидросистеме и т. д.
Указанные причины могут привести к поломке узлов оборудования, инструмента и травмированию персонала. Для предотвращения поломок вследствие превышения рабочих нагрузок часто в конструкцию вводят «слабое звено». Это осуществляется, например, путем включения в кинематическую цепь станка звена, которое при определенной нагрузке разрушается или размыкает цепь, что исключает аварийные режимы.
Перегрузки оборудования предотвращают посредством механических, пневматических, гидравлических или электрических огра-нйчителей. Выбор вида ограничителя определяется тем, что он должен защитить — механическую часть оборудования, инструмент или электродвигатель, а также быстротой срабатывания и чувствительностью. В качестве механических ограничителей используют срезные штифты и шпонки, фрикционные, кулачковые, шариковые и другие муфты и т. д. В технологическом оборудовании широко используют устройства, выключающие привод двигателя или размыкающие кинематическую цепь не только при силовых перегрузках, но и при отклонении режимов работы или условий эксплуатации, например при поломке инструмента, превышении температуры отдельных элементов выше допустимой, при повышенных вибрациях, нарушении нормальной работы системы смазывания, охлаждения. Роль предохранительных устройств выполняют системы адаптивного управления (САУ) станками.
Сигнализацию применяют как предупредительную меру с целью оповещения обслуживающего персонала о начале работы станочного и другого оборудования, неисправности его узлов, превышения допустимой концентрации вредных или пожароопасных веществ и т. д. По назначению сигнализацию подразделяют на оперативную, предупредительную и опознавательную, а по воздействию на органы чувств человека — на акустическую и визуальную.
Оперативная сигнализация служит для фиксации выполнения отдельных этапов технологического процесса, а также согласования действий персонала. Предупредительная сигнализация оповещает о наличии опасности или возможности ее возникновения. Техническими средствами такой сигнализации являются различные устройства, регистрирующие отклонения технологического процесса или работы оборудования от установленных параметров. Опознавательная сигнализация служит для выделения того или иного оборудования, его отдельных частей или рабочих зон, требующих внимания или представляющих опасность. Для этого, например, желтым сигнальным цветом окрашивают кромки защитных устройств в местах неполного ограждения режущих инструментов.
Наиболее часто используют визуальную сигнализацию, которая может быть световой, знаковой или реализовываться различными приборами-указателями (термометрами, манометрами и т. п.). Световая сигнализация осуществляется загорающимися лампами, мигающим светом, подсветкой табло с надписью, указывающей характер события, высвечиванием изображения на мнемосхеме того или иного участка и т. п. Акустическую сигнализацию используют для следующих целей: подачи предупредительных или аварийных сигналов, требующих немедленного реагирования; обеспечения приема информации при значительной пространственной протяженности рабочего места или большом удалении рабочих мест от рабочего места мастера или центрального пункта управления. Техническими средствами этой сигнализации являются сигнализаторы неречевых сообщений и системы речевой коммутации. В качестве первых применяют гудки, сирены, звонки, зуммеры. Тональные сигналы этих устройств имеют частоту
200—5000 Гц, а уровень звукового давления — 30—100 дБ. Сигнал должен превышать уровень шума в производственном помещении на 10—16 дБ, не превосходя, однако, 120 дБ — предельно допустимого уровня звукового давления. Длительность отдельных сигналов и интервалов между ними 0,2 с, а общая длительность звучания не должна превышать 10 с.
Сигнализаторами оснащают, например, подъемное оборудование, электрокары, автоматические транспортные тележки и др. В механических цехах, где необходим обмен информацией, применяют системы речевой коммутации в виде громкоговорящих установок, обычного телефона и видеотелефона. Энергетический уровень установок должен превышать уровень шума производственного помещения на 10—15 дБ, при этом разборчивость речи составляет 93—97%.
Все режущие инструменты, используемые в механических цехах, имеют общие конструктивные элементы: рабочую часть, корпус, крепежную часть и направляющую часть. Для обеспечения безопасности труда рабочая часть должна быть выполнена прочной, износостойкой, должна образовывать стружку, имеющую форму, удобную для ее удаления со станка и дальнейшего транспортирования. Корпус должен быть прочным (не допускать остаточных деформаций при нагружении) и жестким (при нагружении корпуса его упругие деформации не должны превышать деформаций, допускаемых по условиям эксплуатации). Крепежная часть должна обеспечивать надежную передачу крутящего момента и сил, возникающих при работе, легкость установки и снятия инструмента. Условиям безопасности работы должен отвечать вспомогательный инструмент.
Станочные приспособления должны отвечать следующим требованиям’ они должны быть простыми по конструкции, жесткими, быстродействующими и удобными в обращении; крепежные элементы приспособления должны надежно и удобно соединять его со станком и сменными наладочными элементами; способ соединения должен предотвращать самопроизвольное смещение приспособления под действием силы резания и ее моментов, инерционных и центробежных сил, вибрации; механизм зажима приспособлений должен надежно крепить заготовку в процессе ее обработки; вращающиеся приспособления должны быть отбалансированы статически и динамически; в конструкции приспособления должны быть предусмотрены свободный выход стружки и СОЖ и защита от отлетающей стружки и брызг СОЖ; приспособления массой до 16 кг должны иметь ручки или другие устройства для безопасной установки их на станок и снятия. Приспособления массой свыше 16 кг должны быть оснащены рым-болтами, цапфами или другими аналогичными устройствами для безопасного транспортирования приспособлений грузоподъемными механизмами.
Перемещения грузов на предприятии должны соответствовать требованиям ГОСТ 12.3.002—75, ГОСТ 12.3.020—80 и
ГОСТ 12.3.009—76. Перемещение грузов массой более 20 кг в технологических процессах осуществляют только подъемно-транспортными устройствами или средствами механизации, а перемещение любых грузов на расстояние более 25 м механизируют. Персонал, обслуживающий грузоподъемные механизмы, должен носить защитные каски. Общие требования при транспортировании грузов следующие: рабочие места должны находиться вне зоны перемещения грузов, транспортируемых подъемными механизмами; проезды, проходы, люки колодцев должны быть свободными; каждое подъемное устройство должно быть оснащено тормозом.
Безопасность эксплуатации тары, служащей для транспортирования и хранения заготовок и деталей, достигается выполнением следующих требований: не допускается загрузка тары более номинальной массы брутто, при этом груз должен находиться ниже уровня ее бортов; фиксирующие и запорные устройства загруженной тары должны предотвращать ее самопроизвольное раскрытие при выполнении погрузочно-разгрузочных транспортных и складских работ; опрокидывание тары следует выполнять только грузоподъемными устройствами, оснащенными специальными приспособлениями; освобождающаяся тара должна своевременно удаляться с рабочих мест на отведенные для этой цели специальные площадки; тару массой свыше 50 кг подвергают техническому освидетельствованию.
Для безопасности работы с СОЖ следует выполнять инструкции по их эксплуатации. В целях охраны здоровья персонала все вновь разрабатываемые СОЖ проходят обязательную гигиеническую оценку. В СОЖ вводят бактерицидные присадки или периодически ее пастеризуют. Персонал, работающий с СОЖ. подлежит обязательному предварительному медицинскому осмотру. Периодичность замены СОЖ устанавливают на основе контроля ее содержания, но не реже одного раза в шесть месяцев при лезвийной обработке, одного раза в месяц при абразивной обработке для масляных СОЖ и одного раза в 3 мес. для водных СОЖ. Периодичность контроля СОЖ на содержание следующая: на масляной основе — раз в месяц, полусинтетических СОЖ — один раз в две недели. Раз в неделю должен выполняться анализ СОЖ на отсутствие микробов, вызывающих кожные заболевания. Хранение и транспортирование СОЖ осуществляют в чистых стальных, жестяных и пластмассовых резервуарах. При приготовлении СОЖ емкости размещают в отдельном помещении, оборудованном вытяжной вентиляцией. Очистку емкостей, трубопроводов и систем подачи СОЖ выполняют: для масляных СОЖ — один раз в шесть месяцев; для водных СОЖ — один раз в 3 месяца. Отработанные СОЖ собирают в специальные емкости. Система охлаждения станка должна предотвращать попадание СОЖ на пол около оборудования.
Безопасность труда в цехах и на участках достигается также правильным формированием, размещением и отводом стружки из зоны резания, а также ее транспортированием к пунктам сбора.
Причиной поражений электрическим током при работе с оборудованием может быть неисправность изоляции, коммутационной аппаратуры, электродвигателей, а также средств, обеспечивающих электробезопасность при аварийном режиме работы электрооборудования. Наиболее опасным для человека является переменный ток низкой частоты, в том числе промышленный (частота 50 Гц). Электробезопасность обеспечивается применением технических средств и способов (защитное заземление, зануление, защитное отключение, малое напряжение, электрическое разделение сетей, выравнивание потенциалов, компенсация токов замыкания на землю, изоляция токоведущих частей, индивидуальные средства защиты, оградительные устройства, предупреждающая сигнализация, блокировка, знаки безопасности).
Эти средства и способы могут использоваться раздельно и могут сочетаться друг с другом. Способы и средства, предотвращающие поражения электрическим током, указывают в нормативно-технической документации на оборудование. Требования этой документации предназначены для персонала, который обслуживает электроустановки оборудования, — электромонтеров, техников и инженеров службы цехового электрохозяйства.
Особое внимание следует уделять обеспечению безопасной работы металлорежущих станков, в том числе с ЧПУ, ПР.
Многоцелевые станки с ЧПУ с револьверной головкой, а также станки, оснащенные инструментальными магазинами и системами автоматической смены инструмента, должны иметь защитные устройства, предохраняющие операторов или наладчиков от травмирования инструментом при повороте револьверной головки или при его транспортировании из магазина в магазин. Механизм системы автоматической смены инструмента должен обеспечивать надежный захват инструмента, исключая его выпадание при транспортировании. Не допускается применять режущие и вспомогательные инструменты, имеющие хотя бы незначительные повреждения посадочных поверхностей.
Хорошая освещенность рабочих поверхностей оборудования и помещения является одним из условий обеспечения безопасности труда. Освещенность на рабочих поверхностях станков класса Н и П должна быть не ниже 2000 лк при освещении люминесцентными лампами и 1500 лк — при освещении лампами накаливания.
Общая искусственная освещенность помещений со станками с ЧПУ должна быть равна 200 лк в случае применения люминесцентных ламп и 150 лк — в случае применения ламп накаливания.
Искусственное электрическое освещение в помещениях для станков классов В и А должно обеспечивать освещенность на рабочих поверхностях станков не ниже 2500 лк при освещении люминесцентными лампами и 2000 лк при освещении лампами накаливания. Общая искусственная освещенность при использовании указанных ламп должна быть соответственно 300 лк и 200 лк. При этом должна быть правильно выбрана цветовая отделка помещений. Покрытие стен должно быть матовым, без бликов. Верхние участки стен и потолков следует окрашивать в белый цвет, что увеличивает освещенность помещения.
Размеры и планировка помещений должны обеспечивать свободный доступ ко всем узлам и устройствам станков с ЧПУ во время работы и при ремонте. Не допускается обрабатывать на станках заготовки, масса которых превышает массу, указанную в паспорте станка.
Оператор для обеспечения безопасности труда должен соблюдать правила охраны труда, регламентированные для конкретных видов работ. Оператор перед началом работы должен проверить следующее: работоспособность станка, для чего посредством тест-программы проконтролировать работу УЧПУ и самого станка; надежность крепления инструмента и приспособления; соответствует ли заготовка требованиям технологического процесса; не превышены ли отклонение от точности настройки нуля станка, отклонение от каждой из координат, а также биение инструмента; перед обработкой — надежность крепления заготовки.
Наладчик станков с ЧПУ должен соблюдать правила техники безопасности при выполнении своих функций: приемке и осмотре оборудования; подготовке инструмента и приспособлений к наладке; подготовке программоносителя к работе; наладке, переналадке, подналадке и контроле работы оборудования.
При выполнении наладочных и ремонтных работ следует особое внимание уделять соблюдению правил электрической безопасности, так как станки с ЧПУ оснащены электрооборудованием, пускорегулирующей аппаратурой, электронными устройствами.
Нарушения правил безопасности при обслуживании ПР могут привести к появлению опасных ситуаций в рабочей зоне ПР и повлечь несчастные случаи. Причины возникновения опасных ситуаций следующие: непредусмотренные движения ПР во время обучения; аварии технологического оборудования, которое обслуживает ПР во время обучения или работы в автоматическом режиме; ошибки оператора во время наладки, регулирования и ремонта (например, проведение наладки в автоматическом режиме работы ПР); появление человека в рабочем пространстве ПР при его работе в автоматическом режиме; превышение грузоподъемности ПР, указанной в его паспорте; неправильная планировка расположения ПР, технологического и другого оборудования участка; размещение пультов управления внутри рабочего пространства ПР; отсутствие ограждения; отключение при аварийном останове ПР устройств, останов которых может травмировать обслуживающий персонал; отсутствие информации о текущей ситуации в рабочей зоне ПР, причинах возникших неполадок в работе технологического оборудования участка.
Указанные причины вызывают возникновение аварийных ситуаций и при работе роботизированных технологических комплексов (РТК) и ГПС.
Захватное устройство (ЗУ) ПР должно надежно удерживать объект манипулирования при аварийном отключении питания. ПР должен быть оснащен устройствами, предотвращающими попадание стружки и других отходов между ЗУ и объектом манипулирования. Если при обучении оператор находится в рабочем пространстве ПР, то последний должен быть оснащен регулятором скорости перемещения его исполнительных органов (в этом случае скорость снижают до 0,3 м/с). ПР должен быть также оснащен устройствами получения и передачи на пульт управления следующей информации: о режиме работы программы; о срабатывании блокировок ПР и обслуживаемого оборудования; о наличии сбоя в работе ПР; о готовности и начале движения исполнительных органов ПР. Электрооборудование ПР должно иметь пусковую аппаратуру, предотвращающую самопроизвольное включение при восстановлении энергопитания независимо от органов управления ПР. ПР оснащают средствами защиты (оградительными, предохранительными, блокирующими, сигнализирующими). При срабатывании блокировок система управления ПР должна переводиться на ручной режим работы. При срабатывании устройства аварийной остановки любое движение ПР должно прекратиться независимо от режима его работы. Повторное включение ПР после аварийной остановки должно выполняться только после вывода всех исполнительных органов в исходное положение и только по команде оператора или наладчика.
Безопасность при эксплуатации ПР и РТК обеспечивается их рациональной планировкой, безаварийной работой оборудования РТК посредством специальных устройств. Основной целью мер безопасности является предотвращение одновременного нахождения человека и механизмов ПР в его рабочем пространстве. Планировка РТК должна обеспечивать удобный, свободный и безопасный доступ обслуживающего персонала к ПР, основному и вспомогательному технологическому оборудованию, а также органам управления и аварийного отключения всех видов оборудования и механизмов РТК или ГПС.
Органы управления и аварийного отключения следует размещать на одном (общем) пульте управления РТК (ГПС) и дублировать их на трассе возможных перемещений обслуживающего персонала.
Средства защиты обслуживающего персонала РТК и ГПС выбирают с учетом их планировочных решений. Устройство защиты должно выдавать командный сигнал аварийной остановки ПР в опасной для персонала час*ги рабочего пространства. Для формирования указанного сигнала устройство защиты должно регистрировать пространственное положение ПР и его отдельных частей, а также положение других транспортных средств-.
Следует использовать стационарные ограждающие устройства, светозащиту, ультразвуковую защиту и т. п. Это исключает случайное попадание человека в опасные зоны. При использовании в качестве ограждающих устройств светозащиты, ультразвуковых макетов и т. п. необходимо предусматривать дублирование функций этих устройств. Стационарные ограждения должны: не затруднять оператору визуальный контроль за работой оборудования; обеспечивать проход персонала в зону ограждения только через места, оснащенные соответствующими устройствами (свето-защита, дверные проемы с датчиками и др.); исключать возможность попадания объектов манипулирования и исполнительных устройств ПР за ограждаемую зону. Рекомендуется высота ограждения 1300 мм от уровня пола при условии, что расстояние от исполнительного устройства ПР до ограждения составляет не менее 800 мм. Окраску ограждений выполняют в виде чередующихся равных полос (ширина 150—200 мм) черного и желтого цвета под углом 45—60°. Ограждения изготовляют из труб, обшитых металлической сеткой с ячейками 60x60 мм. Рабочее пространство ПР обозначают на полу сплошными линиями желтого цвета (ширина 50—100 мм). Если ПР с объектом манипулирования перемещается над рабочими местами, проходами и проездами, то под трассой ПР следует предусмотреть защитные сетки, экраны и другие устройства.
Расчет размеров ограждений зоны РТК или ГПС выполняют с учетом необходимых расстояний между стационарными ограждениями, а также границей рабочей зоны и рабочего пространства ПР. При этом учитывают систему координат ПР, тип и число ПР, а также антропометрические данные и рабочую позу оператора при выполнении обслуживания ПР и другого оборудования. Вход в зону ограждения должен быть сблокирован с системой управления. Устройства блокировки должны обеспечивать остановку движения ПР при входе персонала в эту зону. Для ограждения рабочей зоны ПР применяют контактные, силовые, индукционные, ультразвуковые и другие датчики и конструкции на их основе.
Для определения местоположения человека в рабочей зоне ПР используют различные светолокационные датчики (например, датчики, работающие на просвет), на основе которых организуют систему светозащиты РТК или ГПС. Система такой защиты, разработанная ЭНИМС и выполненная по модульному принципу, обеспечивает эффективную защиту персонала при различных планировках оборудования.
Пульт управления РТК или ГПС следует размещать за пределами зоны ограждения. При этом оператор должен иметь обзор элементов технологической системы. Освещенность пульта управления не менее 400 лк. При размещении пультов в закрытых кабинах последние должны обеспечивать надежную защиту персонала от воздействия вредных производственных факторов. В кабину должен подаваться свежий воздух не менее 20 м®/ч на одного че ловека. Интенсивность лучистого потока через смотровые окна кабины не должна превышать 1260 кДж/(ма-ч). Уровень звука в кабине не должен превышать 80 дБ.
РТК, ГПС и автоматические линии большой протяженности оснащаются дополнительными органами аварийного отключения, расположенными на расстоянии 4 м друг от друга.
На технологических участках и в цехе должна быть обеспечена пожарная безопасность. Они должны быть оснащены соответствующими средствами пожаротушения (ГОСТ 13.4.009—83).
Контрольные вопросы
1. В чем заключается назначение системы охраны труда?
2. Какова структура системы охраны труда?
3. Каковы основные принципы выбора и размещения средств охраны труда в автоматизированных н автоматических цехах?
ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ И ПОДГОТОВКИ ПРОИЗГОДСТВА

В АВТОМАТИЗИРОВАННЫХ ЦЕХАХ
9.1. Выбор и обоснование общей структуры автоматизированной системы управления и подготовки производства
Организационно-технические системы предприятия — технологическая, инструментообеспечения, контроля качества изделий, складская, транспортная, технического обслуживания, охрана труда — являются объектами управления автоматизированной системы управления и подготовки производства. Несмотря на функциональное различие этих систем, с точки зрения процесса управления функционированием в них есть много общего. Для того чтобы разработать систему управления, необходимо иметь формальную модель объекта управления.
Рассмотрение состава задач и методов их решения при разработке средств автоматизации подготовки производства и управления производством на автоматизированном предприятии будем проводить на основе понятия архитектуры технической системы. Под архитектурой технической системы, в данном случае производственной системы, понимают структурно-функциональную модель, описывающую: состав системы (подсистемы, уровни, компоненты); функции подсистем, уровней, компонентов; связи и взаимодействие (интерфейсы) подсистем, уровней и компонентов; правила композиции (объединения) компонентов, уровней и подсистем.
Такой подход к проектированию систем'обладает следующими особенностями: особое внимание уделяется функциональному описанию системы, при этом каждая функция выделяется как самостоятельная лишь тогда, когда возможно ее определение через однозначное описание внешнего поведения компонента, реализующего данную функцию; определяются предпочтительные варианты реализации системы, в которых сохраняется разделение между подсистемами, выделенными на структурно-функциональной модели; обеспечивается возможность распараллеливания на возможно более ранней стадии работ по проектированию и реализации системы; облегчаются стыковка компонентов и комплексная отладка системы, а также ее изменение.
Для того чтобы было возможным применить данный подход к проектированию систем автоматизации проектирования и изготовления, необходимо определить формально структурные единицы проектируемой системы. Для этого используют понятие производственной системы. Производственная система — открытая система, функция которой состоит в целенаправленном преобразовании свойств материальных объектов на основании информации и команд, поступающих извне. Для системы более высокого уровня она является объектом обобщенного технологического оборудования, внутреннее устройство и конкретные механизмы функционирования которого от нее скрыты.
Для того чтобы определить структуру производственной системы, необходимо задать следующие характеристики: технологические возможности; набор объектов, участвующих в обмене с внешней средой; набор правил, регламентирующих эти обмены; набор точек доступа, через которые проходят потоки объектов. Кроме того, могут быть заданы параметры реализации, определяющие показатели функционирования — производительность, надежность, — с тем чтобы учесть их при разработке программноаппаратных средств. Полностью определенная архитектура производственной системы является внутренней моделью для систем управления. Затем необходимо определить виды связей производственной системы данного уровня, т. е. ее внешний интерфейс. В качестве основы для описания структуры цеха были предложены три вида связей: материальные, энергетические, информационные. Для разработки средств автоматизации управления необходима их интерпретация через систему интерфейсов (взаимодействий объектов производственной системы). Рассматривают интерфейсы следующих видов:
технологические интерфейсы, определяющие возможности обработки, а также свойства и параметры преобразуемых объектов (заготовок) и всех ресурсов, необходимых для работы (инструмент, оснастка и др.);
механические интерфейсы, определяющие конкретный способ подачи материальных объектов внутрь производственной системы и выдачи их обратно;
организационные связи, определяющие организационную среду, в которой функционирует данная производственная система;
информационные связи, определяющие содержание, форму построения и процедуры обмена информацией с внешней средой — персоналом и системой управления верхнего уровня;
коммуникационный (сетевой) интерфейс, определяющий средства и возможности обмена информацией с внешней средой;
пользовательский интерфейс, определяющий средства и возможности персонала по управлению производственной системой;
связи с инфраструктурой, определяющие подключение к системе жизнеобеспечения (энергоснабжение, канализация, подача воздуха, СОЖ и т. д.).
На основе анализа связей и внутренней структуры производственной системы разрабатывают технические задания на подсистемы, автоматизирующие функционирование производственной системы. Основные подсистемы автоматизированного произ-
Рис. 9.1. Общая структура системы управления
Производственная система более высокого ранга
водства включают в себя следующие функции: организацию производства; конструкторскую и технологическую подготовку производства; планирование поризводства, управление производством.
В качестве примера рассмотрим особенности автоматизации функции управления и подготовки производства на уровне цеха.
Общая структура автоматизированной системы, реализующая эти функции, показана на рис. 9.1.
Подготовка производства.
Традиционные методы подготовки производства являются сдерживающим фактором для максимально эффективного использования ГПС. Результаты часто оказываются неудовлетворительны как по качеству, так и по производительности.
Автоматизация отдельных подсистем (конструкторской или технологической подготовки производства и др.) при сохранении традиционных каналов обмена между ними через промежуточные документы и при традиционном разделении функций не сможет обеспечить синхронизацию между ГПС и системой подготовки производства, а также устранить большие потери вследствие быстрого старения проектных решений. Во избежание неоправданных потерь необходимо при формулировании технического задания на комплекс программно-аппаратных средств автоматизации подготовки производства и управления производством в автоматизированном цехе рассматривать эти подсистемы как части единой интегрированной системы подготовки производства, которая для всего комплекта производственных заказов должна выдавать взаимоувязанные решения по конструкции изделий, технологическим процессам их изготовления и потребности в ресурсах (оборудовании, инструменте и др.), необходимых для выполнения техноло: гических процессов. Одним из основных условий эффективной автоматизации является наличие общей базы данных, исключающей многократный ввод человеком информации об изделиях, технологических процессах и т. д.
Необходимо учитывать, что аппаратные и программные средства оборудования, входящего в состав ГПМ, сейчас интенсивно развиваются, причем происходит резкое снижение стоимости аппаратных средств вычислительной техники при одновременном
Оперативное
управление
Общая
база
данных
Оперативная
организация
производства
Конструкторскотехнологическая подготовка
Оперативно -^ календарное' ''' планирование
Диспетчирование
I
Оперативное
управление
3ZZI
Управление
оборудованием
росте их мощности. «Интеллектуализация» ГПМ позволяет оперативно принимать решения по операционной технологии «на месте», поэтому за системой подготовки производства следует закрепить только выработку стратегических решений о маршруте изготовления, оснащения технологических операций заготовками (исходными и межоперационными).
9.2. Распределение функций управления по иерархическим уровням
Производственная система имеет несколько уровней управления (см. рис. 9.1): организацию производства; планирование; диспетчирование; оперативное управление; управление оборудованием.
Уровень организации производства определяет критерии, стратегию и методы планирования. Уровень оперативно-календарного планирования выполняет функции собственно составления планов. Уровень диспетчирования отвечает за своевременную инициализацию и контроль выполнения планов. Уровень оперативного управления обеспечивает собственно выполнение планов, т. е. координированное управление материальными потоками в процессе выполнения планов. Уровень управления оборудованием физически реализует манипуляции с материальными объектами.
Такая иерархия характерна для производственной системы любого ранга. На уровне завода система оперативного управления при управлении транспортной системой выполняет функции управления межцеховыми перевозками, при управлении складской системой она поддерживает состояние общезаводских запасов комплектующих, сырья и объем неотгруженной готовой продукции в заданных пределах, при управлении технологической системой — функции координации работы цехов, на уровне цеха при управлении транспортной системой — функции управления внутрицеховыми перевозками, при управлении складской системой — управление работой общецеховых складов, при управлении технологической системой обеспечивает выполнение маршрутов обработки изделий, поддерживает синхронизацию отдельных этапов технологических процессов, на уровне участка при управлении транспортной системой управляет транспортировкой между рабочими модулями участка, при управлении технологической системой координирует работу модулей. Таким образом, функции системы оперативного управления, как и для других уровней иерархии управления, интерпретируются аналогично. При этом уровень оперативного управления завода взаимодействует с уровнем планирования цехов и так далее. Этим обеспечивается целостность всей системы управления.
Рассмотрим каждый иерархический уровень системы управления в отдельности.
Уровень планирования производства реализуется системой планирования. Она обеспечивает разработку стратегии для системы управления процессом производства изделий с учетом состояния внутренней и внешней среды в соответствии с заданными критериями функционирования и заказами. Должна быть определена стратегия планирования, например указано, что процесс планирования осуществляется по методу «Just in Time» (точно вовремя), исходя из потребностей сборочного конвейера либо плановых требований к поставке изделий. При планировании используется многовариантная технология изготовления изделий, разработанная системой автоматизированного проектирования изделия и технологической подготовки производства, с которой она имеет обратную связь. Система планирования производит вариантное планирование производства по различным критериям или их возможной комбинации. Система планирования производства имеет распределенную иерархическую структуру и содержит ряд подсистем различного функционального назначения и интервала планирования перспективного планирования; текущего планирования; оперативного планирования.
Подсистема диспетчирования выполняет следующие функции: входной (выходной) контррль комплектующих и материалов для технологического процесса; техническое обслуживание и ремонт оборудования; диагностирование; управление ресурсами; управление персоналом; испытания.
Перечисленные функции рассматриваются как функции, обеспечивающие выполнение общей цели — инициализации, а также контроля подготовки и выполнения плановых заданий изготовления, материального обеспечения и технического обслуживания.
Система оперативного управления (СОУ) принимает с соседнего верхнего уровня команды на выполнение заданий (планов) и координирует работу оборудования, а в общем случае — работу производственной системы более низкого ранга. Параметры плановых заданий, так же как и необходимая технологическая информация, выбираются из общей базы данных. В процессе выполнения плановых заданий система оперативного управления передает на верхний уровень и заносит в общую базу данных учетную информацию. Задания верхнего уровня могут быть разбиты на следующие основные классы: материально-техническое обеспечение, изготовление, техническое обслуживание, оснащение.
При выполнении планов материально-технического обеспечения СОУ управляет транспортировкой и складированием необходимых ресурсов. При выполнении заданий на изготовление СОУ обеспечивает использование необходимых ресурсов и преобразование их в продукцию. При выполнении планов технического обслуживания СОУ обеспечивает тестирование управляемых компонентов и их логическое отключение. При выполнении планов оснащения СОУ обеспечивает управление доставкой и устанбвкой на модулях необходимого оснащения и загрузку нужных управ-
Рис. 9.2. Информационные потоки в системе управления автоматизированным цехом
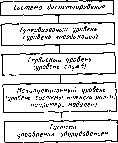
ляющих программ. Снизу СОУ поддерживается уровнем управления оборудованием, который реализует физические преобразования и манипуляции с материальными объектами по командам, выделяемым СОУ.
В состав СОУ входят следующие уровни (рис. 9.2):
супервизорный, который интерпретирует задания верхнего уровня, превращая их в последовательность команд службам СОУ; сервисный (уровень служб), который содержит глобальные службы транспортировки, складирования, обработки и др.;
манипуляционный, который содержит производственную систему нижнего ранга и, в частности, модули различных типов (транспортные, складские, обрабатывающие и др.);
уровень виртуального оборудования, который принимает запросы на выполнение манипуляций оборудованием внутри модулей.
Уровень управления оборудованием. На этом уровне иерархии системы управления располагаются программно-аппаратные средства, обеспечивающие выполнение манипуляций с материальными объектами, участвующими в производственном процессе. Как правило, они встраиваются в оборудование системы программного управления станками, роботами, транспортными устройствами, штабелерами и др. Хотя могут быть реализованы и на внешней, по отношению к оборудованию, вычислительной технике, например при прямом управлении (DNC). Здесь наиболее важной проблемой является обеспечение независимости управления более высоких уровней от особенностей конструктивного исполнения и средств управления исполнительными механизмами технологического оборудования. При решении этой задачи используется понятие виртуального оборудования — структурно-функциональной модели, описывающей внешнее поведение реального оборудования. определенного типа с точки зрения его взаимодействия с внешней средой по некоторому протоколу. Таким образом может быть определен виртуальный робот, виртуальный склад, виртуальное транспортное устройство и т. д. Фактически для системы управления верхнего уровня компонент виртуального оборудования представляется как некоторый функциональный блок, воспринимающий команды на выполнение определенных функций и сообщающий о результатах их выполнения. При этом внутреннее устройство данного компонента не имеет значения, оно скрыто от системы управления за счет введения протокола взаимодействия с ним.
Такой подход позволяет существенно сократить затраты на перенос программного обеспечения системы управления на другие типы управляемого оборудования, поскольку неизменной остается та ее часть, которая располагается выше уровня виртуального оборудования.
9.3. Построение схем информационйых потоков в автоматизированном производстве
Для того чтобы определить структуру связей компонентов системы автоматизации управления и подготовки производства, необходимо определить структуру информационных потоков. Данные структуры представляются в виде схем информационных потоков — ориентированных графов, у которых вершины представляют собой компоненты системы управления, а ребра — информационную связь. При дальнейшей детализации таких схем
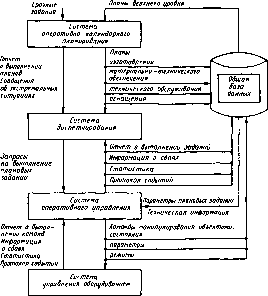 |
| Рис. 9.3. Уроввн системы оперативного управления |
На рис. 9.3 показаны схемы информационных потоков для всей системы управления автоматизированным цехом и нескольких его структурных подразделений. Схемы информационных потоков не являются документом, достаточным для составления технического задания на комплекс средств автоматизации производственной системы.В него могут входить также следующие схемы и документы: схема взаимодействия компонент; словарь данных; спецификации процессов; поведенческая модель.
9.4. Выбор состава и количества средств вычислительной техники
Состав и количество средств вычислительной техники для автоматизации управления и подготовки производства выбирают на основе данных, полученных в результате анализа автоматизируемых функций, а также исходя из таких документов, как представленные в предыдущем разделе схемы информационных потоков, схемы взаимодействия компонент, словари данных, спецификации процессов, поведенческие модели.
Средства вычислительной техники можно разделить на четыре группы: средства обработки информации; средства сбора, регистрации и подготовки данных; средства связи ЭВМ (средства интеграции); средства выдачи и отображения информации. Возможный состав параметров, по которым производится выбор технических средств для данных групп оборудования, показан в табл. 9.1.
Особое внимание следует уделять тому, что необходимо выполнять функции управления в реальном-времени, а также пока-
| 9.1. Характеристики технических средств | ||||||||||||||||||||||||||||||
|
При наличии достаточно точной и полной спецификации дальнейшие действия заключаются в выборе такого комплекса технических средств, который бы, как минимум, удовлетворял всем требованиям спецификации.
Выбор средств обработки информации может производиться за три этапа, которые различаются применяемыми критериями отбора, с постепенным сужением круга рассматриваемых типов ЭВМ: выбор по функциональному назначению, выбор по производительности, выбор по стоимости.
При выборе по функциональному назначению критерием является степень соответствия параметров ЭВМ требуемым по функционаЛьной спецификации /С„ = 2 Рі/Роі^і + Zqi (iPi/Poi)> где P0l — значение і-го базового параметра; Pt — значение і-го параметра для сравниваемой ЭВМ; Zf — коэффициент зависимости і-го параметра; Zqi — коэффициент допустимости несоответствия данного параметра, определяющий возможность расхождения значения фактических параметров с требуемыми; т — число сравниваемых параметров.
При уточнении выбора ЭВМ по производительности оценивается возможность выполнения требуемого объема работ фиксированным количеством ЭВМ данного типа. Проверяется выполнение неравенства: <2ДН/(Я;М;) < Фдн, где <2ДН t — максимальный дневной объем работ на ЭВМ /-го типа; П} — производительность ЭВМ /-го типа; N} — необходимое количество ЭВМ /-го типа; Фдн — дневной фонд времени работы ЭВМ.
Окончательный выбор ЭВМ проводят в зависимости от ватрат С, приходящихся на выполнение единицы работы:
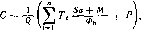
где Q — объем обрабатываемой
информации в принятых единицах; п — число задач; Т1 — трудоемкость обработки информации при решении і-й задачи ч.; S — стоимость ЭВМ, руб.; а — норма автоматизации; М — стоимость материалов, электроэнергии, руб.; Ф„ — годовой фонд времени работы ЭВМ, ч, Р — расходы на содержание персонала, руб. Выбирают ЭВМ с наименьшими затратами.
Определив функционально достаточный состав технических средств по каждой компоненте автоматизируемой системы, необходимо определить количество средств вычислительной техники каждого типа. При разработке технического задания это может быть сделано исходя из следующих характеристик:
требуемого числа единиц вычислительных средств для автоматизации функционирования определенной группы оборудования и количества таких групп оборудования; например, количество управляющих ЭВМ гибких производственных модулей в цехе определяется как NM — М/п, NM = 1, 2, 3, ..., где М — число автоматизируемых модулей; п — количество модулей, управляемых от одной ЭВМ; п = 1, 2, 3, ...;
число автоматизированных рабочих мест конструктора NK = = /СэвмФсумм/Фарм. Мк = 1, 2, 3, ..., где /СЭвм — коэффи
циент использования вычислительной техники в процессе работы конструкторов автоматизируемого подразделения (/Сэвм < 0,5 исходя из эргономических требований); Фсумм — суммарный эффективный годовой фонд времени конструкторов автоматизируемого подразделения; ФАРМ — эффективный годовой фонд времени автоматизированного рабочего места (АРМ) данного типа;
требуемых значений суммарных показателей вычислительных средств, например: а) число Nc сетевых серверов (ЭВМ общей базы данных локальной вычислительной сети); Nc = К VJVC\ Nc — = 1, 2, 3, где К = 1,3 — коэффициент запаса на рост объема баз данных в процессе эксплуатации системы управления; ?а — суммарный объем баз данных системы управления; ?с — объем накопителей файлового сервера данного типа; б) число средств сбора и регистрации данных Nc. р = Q/(VKT), где Q — объем информации, подлежащий обработке в «пиковом» режиме; V — техническая скорость устройства; К — коэффициент использования средств — 0,8, 0,9; Т — время работы устройства в «пиковом» периоде; в) число ЭВМ, выполняющих работу не в реальном времени:
МЭвм = QK/(0KrKfm^q), где Q — суммарный объем работ по обработке информации в год; К — коэффициент, учитывающий неравномерность поступления информации; Ф — годовой фонд времени ЭВМ, ч; Кг — коэффициент готовности для данного типа ЭВМ; Ктф — коэффициент, учитывающий уменьшение фонда времени полезной работы ЭВМ вследствие пересчета ошибочной информации, возникающей из-за сбоев и ошибок оператора; q — производительность ЭВМ данного типа по обработке информации.
Полученные ориентировочные значения количества аппаратных средств необходимо уточнять после детальной разработки архитектуры программно-аппаратного комплекса системы управления.
В табл. 9.2 показан возможный состав комплекса технических средств для автоматизации ряда функций механообрабатывающего цеха.
9.2. Технические средства автоматизации
Состав автоматизируемых функций
Средства связи
Периферийные устройства
ЭВМ
Автоматизированное рабочее место конструктора, технолога
| Накопление опыта, поиск типовых решений; автоматизация расчетов; текстовое и графическое документирование; связь с системой АСТПП | Разрядность 32 разряда; быстродействие 2—3 млн операций/с; объем оперативной памяти 4—16 Мбайт; объем внешней памяти 80—200 Мбайт | Графический дисплей, разрешение 1024X768 точек; палитра 16—256 цветов; графопостроитель формата чертежа не менее 24, устройство ввода графической информации | Локальная вычислительная сеть, скорость передачи информации более 2 Мбит/с |
| Сбор и обработка информации о ходе испытаний в реальном масштабе времени | Разрядность 16 разрядов; быстродействие более 1 млн операций/с; объем оперативной памяти 1—2 Мбайт | Графический дисплей, разрешение 640 X 480 точек, па литра 16—256 цветов | Локальная вычислительная сетъ либо последовательный интерфейс типа RS232 |
|
Сбор и обработка информации о ходе производства и запасах в реальном масштабе времени Управляющая Разрядность 16 разрядов; тип — программируемый логический контроллер; быстродействие более 1. млн операций/с |
ЭВМ участка Алфавитно-цифровой или графический дисплей Локальная вычислительная сеть илн каналы связи со скоростью передачи информации более 9600 бит'с |
|
Автоматизированное рабочее место экономиста, плановика, администратора Планирование, контроль хода работ, информационный поиск, формирование отчетов |
Разрядность 16 разрядов; быстродействие 1 млн операций/с | Графический дисплей, разрешение 640 X 480 точек, палитра 2—16 цветов | Локальная вычислительная сеть, скорость передачи нн-ннформации 2 Мбит'с |
Поддержание базы данных подразделения
Файловый сервер подразделения (ЭВМ базы данных)
Разрядность 16—32 разряда, объем оперативной памяти 2— 4 Мбайт
Тип внешнего запоминающего устройства — магнитный диск, магнитная лента, оптический диск, объем внешней памяти более 1 Гбайт
Локальная вычислительная сеть подразделения
9.5. Разработка технических заданий на создание математического обеспечения и аппаратной части
Требования к системе подготовки производства.
Система подготовки производства должна разрабатываться на основе инвариантной части интегрированной системы подготовки производства в данной отрасли. Этим может быть достигнута унификация применяемых на данном предприятии средств автоматизации и возможность последующего создания общих баз данных для предприятий отрасли.
Интегрированная система подготовки производства обеспечивает пользователя (конструктора, технолога) сервисными средствами принятия проектных решений, их хранения, поиска, редактирования и документирования. Система гарантирует доступность информации, полученной в результате ее работы для смежных систем (АСУП, АСУТП и др.). Наиболее рационально конструирование изделия и проектирование технологического процесса его изготовления в рамках единой системы.
Интегрированная конструкторско-технологическая САПР (ИКТ САПР) должна обеспечивать автоматизированное решение всех основных задач, входящих в процесс разработки жизненного цикла изделия. Основные виды работ, связанных с этим, — проектирование, анализ проекта, инженерное тестирование и моделирование, анализ вносимых изменений, администрирование проекта. Проектирование разделяют на три этапа: концептуальное проектирование, инженерное проектирование, детальное проектирование. Степень автоматизации, методы и используемые средства для них различны. Для обрабатывающих цехов, как правило, отсутствует этап разработки изделия. Исключение составляет разрабатываемая и изготовляемая оснастка: станочные и сборочные приспособления, штампы, специальный инструмент. Автоматизация этапа анализа проекта в основном связана с оценкой функционирования проектируемого изделия или отдельных его компонент. При этом используются средства и методы математического моделирования. Инженерное тестирование связано с установлением основных характеристик функционирования изделия путем непосредственных испытаний опытного образца или прототипа. При этом используют средства автоматизации научных исследований: средства автоматизации проведения эксперимента, средства сбора и анализа информации. Анализ изменений проекта обеспечивает интеграцию выполнения функциональных процедур проектирования изделия и процедур прочих подразделений автоматизируемого предприятия. Любые изменения, касающиеся текущего проекта, как внешние, так и внутренние по отношению к этапу проектирования, анализируются и становятся неизвестными для всех связанных с ними процедур. Администрирование проекта включает в себя управление и контроль за процессом проектирования.
Архитектура ИКТ САПР должна обеспечивать бесконфликтную работу проектантов, выполняющих различные проекты, различные этапы (части) одного проекта, или выполняющих совместные разработки. Поэтому ИКТ САПР является распределенной программной системой, программно-аппаратная реализация которой базируется на сети из семейства рабочих станций, которые ориентированы на различное применение и совместимы на концептуальном и программном уровнях. Должно быть обеспечено сосуществование ряда баз данных: локальных, распределенных, центральных и т. д. Аппаратные и программные средства рабочих станций должны позволять:
работать с трехмерными динамическими моделями проектируемых объектов;
эффективно использовать локальные и центральные базы данных, архивы;
использовать различные способы отображения модели изделия и проектируемых процессов: в виде каркасных изображений, реалистичных тоновых изображений, структурных схем, диаграмм и др.;
совместную интерактивную работу нескольких проектантов над одним объектом проектирования.
Требования к реализации системы планирования и ее подсистем в составе автоматизированного цеха. Система планирования должна быть реализована в виде многоуровневой экспортной системы или ряда вложенных экспертных подсистем со своими базами знаний и множеством правил на каждом уровне иерархии. Так как пользователи системы планирования являются непрофессионалами в области вычислительной техники, интерфейс ее должен быть построен так, чтобы можно было вести диалог на подмножестве естественного языка и можно было вмешаться в процесс планирования любого уровня и объяснить то или иное решение по требованию пользователя при ее работе в автоматическом режиме.
Архитектура системы планирования должна быть открытой и допускать поэтапный ввод системы в эксплуатацию. Практическая реализация системы планирования должна выполняться с использованием распределенной базы данлых и вычислительной сети, единой для всех систем автоматизированного предприятия.
Рассмотрим подсистемы, входящие в состав системы планирования: перспективного планирования, текущего планирования и оперативного планирования.
Подсистема перспективного планирования осуществляет функцию определения стратегии производства, формулирует цели и порядок выполнения плановых заданий нижнего уровня. Цель перспективного планирования заключается в оценке предполагаемого эффекта, который может быть оценен на основании результатов моделирования реализации стратегии на производстве. Поэтому подсистема включает в себя средства моделирования.
Подсистема текущего планирования предназначена для составления производственных программ, удовлетворяющих требованиям выработанной стратегии. Производственные программы формируются на основании информации о состоянии прризводствен-пых ресурсов — оборудования, материалов.
Подсистема оперативного планирования выполняет набор действий с существующей иерархией и поэтапным планированием производственного процесса, который основывается на оперативной информации о текущем состоянии процесса производства.
Программно-аппаратная реализация подсистемы диспетчиро? вания должна обеспечивать эффективное выполнение функций: контроля комплектующих и материалов для технологического процесса; диагностирования, включая определение неисправностей и выбор вариантов их устранения, статистический учет и прогнозирование отказов и сбоев; управление ресурсами. Более подробно остановимся на подсистеме диагностирования, так как работоспособность автоматизированного предприятия определяется показателями надежности оборудования.
Для экономически целесообразного функционирования сложного оборудования в условиях автоматизированного производства необходимы программно-аппаратные средства для быстрого выявления и устранения сбоев. С этой целью система диагностирования должна выполнять функцию наблюдения и контроля за работоспособностью оборудования, функционирующего на уровне завода, цеха, участка, модуля. Конечной целью системы диагностирования является обеспечение ритмичного функционирования производства в соответствии с плановыми заданиями.
Информацию, получаемую в системе диагностирования, следует использовать в системе оперативного управления, планирования и организации производства на различных уровнях. При поэтапном вводе в строй подсистема диагностирования должна входить в первую очередь сдаваемых подсистем.
Требования к реализации уровня оперативного управления и уровня управления оборудованием. Постоянное удешевление средств автоматизации способствует тому, что все больше компонент реализуются в виде отдельных устройств. При этом возникает задача обеспечения совместимости, т. е. возможности совместной согласованной работы разнородных программно-аппаратных компонент системы управления. Необходимо обеспечить совместимость контроллеров оборудования на архитектурном, аппаратном и программном уровнях. Один из возможных подходов к решению — это разработка регулярной и однородной аппаратной архитектуры, позволяющей реализовывать на основе одинаковых аппаратных средств все компоненты системы управления — от управления оборудованием до систем проектирования и планирования. Основой для такого подхода является международный стандарт ?МЕ, позволяющий комплектовать распределенные мультипроцессорные системы с необходимым набором функциональноориентированных модулей, обеспечивающих настройку на конкретные применения. Базовым средством интеграции программноаппаратных компонент системы управления автоматизированным предприятием является сеть ЭВМ.
9.6. Планировочные решения
по размещению средств вычислительной
техники
В состав автоматизированного цеха должен входить вычислительный центр, который обеспечивает автоматизацию основных функций подготовки и управления производством. Для того чтобы спроектировать помещения, разместить средства вычислительной техники, требуются подробные расчеты. Здесь мы ограничимся формулировкой состава исходных данных для расчета и предложим зависимости, позволяющие определять площадь, которую необходимо будет отвести под вычислительный центр.
Для определения площади необходимо знать: состав и количество средств вычислительной техники и оборудования, которое будет установлено в вычислительном центре; организационную структуру вычислительного центра; нормативы площади для размещения оборудования, архивов, складов и структурных подразделений вычислительного центра;
особые требования, предъявляемые к помещениям вычислительного центра и схеме их планировки (климатические, помехозащищенность и т. д.);
потребность в электротехническом и прочем оборудовании. Общая площадь под вычислительный центр S = (1 + Кв + /Сс)х X 2 St, где Къ = 0,35 ... 0,4— коэффициент, определяющий долю вспомогательной площади; Кс — коэффициент, определяющий дополнительную площадь вычислительного центра (система вентиляции и станция пожаротушения); St — площадь t-го подразделения вычислительного центра.
Все площади подразделений вычислительного центра делят на две категории:
площадь подразделений, не связанных с эксплуатацией и обслуживанием оборудования, сюда входят рабочие комнаты программистов, операторов. В том случае, когда рабочие места с использованием вычислительных средств располагаются непосредственно в целевых подразделениях — техотделе, планово-финансовом отделе, то эта составляющая площади не учитывается, S, = Kc’ZPidHn.t'ZNijHMj + SVR,
d i
| 9.3. Нормы площади | ||||||||||||||||||
|
площади подразделений, занятых эксплуатацией технических средств; St = Кс 2 РиНПл + Ка 2 NlzHQz + 2 NiiHMl + SVR,
d г j
где Pid — число работников по d-й должности, не занятых эксплуатацией оборудования в і-м подразделении в наиболее загруженную смену (руководитель группы, начальник смены); HQZ — норма площади на технические средства z-ro вида.
Кроме того, часть вычислительной техники размещается непосредственно в помещении цеха. Сюда входят средства управления оборудованием, терминалы операторов, терминалы оперативного контроля и другие средства, состав и размещение которых определяются в зависимости от условий реализации конкретного проекта. Нормы площади указаны в табл. 9.3.
Контрольные вопросы
1. Что такое производственная система?
2. Дайте понятие иерархических уровней управления производственной системой?
3. Как осуществляется выбор аппаратных средств автоматизации?
4. Сформулируйте требования к средствам автоматизации.
5. Как проектируется размещение средств вычислительной техники в условиях автоматизированного вавода?
Ю ФОРМИРОВАНИЕ
АВТОМАТИЗИРОВАННЫХ УЧАСТКОВ И ЦЕХОВ
10.1. Расчет основных параметров производственного помещения цеха
Компоновочные планы промышленных зданий определяются взаимным расположением пролетов, типом производства и видом технологических процессов.
Схема компоновки цеха — взаимное расположение смежных цехов и отделений, складов, пристроек, вставок и других структурных элементов цеха. Планировка — план размещения оборудования. Исходными данными для компоновки и планировки цеха являются параметры производственного здания.
Основной структурный элемент промышленного здания — пролет. Пролет — это объемная часть здания, ограниченная двумя смежными рядами вертикальных несущих конструкций — рядами колонн. Параметры производственного помещения цеха: ширина пролета L (рис. 10.1) — расстояние между продольными разбивочными осями; шаг колонн t — расстояние между поперечными разбивочными осями; длина пролета Ln; высота пролета Н (рис. 10.2), число пролетов п.
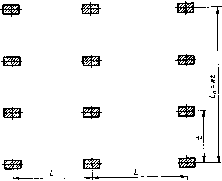 |
| Рис. 10.1. Параметры пролета |
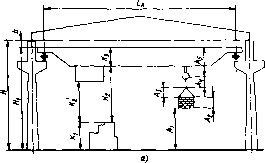
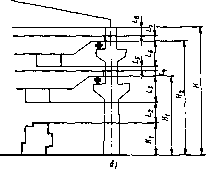 |
| Ряс. 10.2. Схемы для определеяия высоты пролета |
Площадь механосборочного цеха делится на производственную, вспомогательную и служебно-бытовую. Производственная площадь цеха — площадь, занятая оборудованием, рабочими местами, подъемно-транспортными устройствами, немагистральными проездами и т. д. Вспомогательная площадь цеха — площадь, занятая вспомогательными цеховыми службами: системой ннструментообеспечения, складами, ремонтным хозяйством, а также магистральными проездами. Площадь цеха может быть определена по нормативам. После проектирования планировки цеха
полученные предварительные оценки площади цеха уточняют.
Рассмотрим методы определения основных характеристик производственного помещения. Шаг колонн и ширина пролета образуют сетку колонн txL. Она определяет, каким образом расположены в здании основные строительные элементы производственного помещения — несущие колонны. Ее параметры непосредственно влияют на компоновочные и планировочные решения цеха. Особое внимание следует уделять выбору параметров сетки колонн в случае применения в цехе уникального крупногабаритного оборудования, поскольку недостаточные размеры сетки колонн могут существенно усложнить поиск рационального варианта планировки цеха. Параметры сетки колонн выбирают кратными 6 м: 6, 12, 18, 24, 30, 36. Для одноэтажных зданий наибольшее применение имеет сетка 12x24. Применение увеличенных сеток 12x30, 12x36 снижает на 6—8% затраты на строительство; кроме того, их необходимо применять при использовании в цехе крупногабаритного оборудования и при использовании транспортирования крупногабаритных узлов.
Длину пролета цеха можно определять в зависимости от длины технологической цепочки устанавливаемого оборудования, например от длины системы автоматических линий или от длины главного сборочного конвейера, либо от требуемой площади, в этом случае используется соотношение La = S/(Lnti), где S — площадь цеха; п — число пролетов цеха.
Длина пролета может быть выражена через число N шагов колонн, укладывающихся в одном пролете: Ln = Nt, где t — шаг колонн.
Длина пролета должна быть достаточной для размещения крупных и уникальных станков, необходимых для обработки детали в пределах одного пролета. При использовании в качестве основного средства транспортирования мостовых кранов несоблюдение этого условия приводит к усложнению транспортирования изделий.
Наиболее часто встречающаяся длина пролетов производственных зданий 50—60 м. В условиях заводов тяжелого машиностроения, когда в цехе производится обработка крупных и уникальных деталей, длина пролета может достигать 200 м, а в некоторых случаях и 1000—1500 м.
Высоту пролета здания определяют по формуле Н — Нх + h, где Нг — расстояние от пола цеха до головки рельса крана; h — расстояние от головки рельса до перекрытия.
Высоту пролета определяют исходя из условий возможности транспортирования мостовым краном грузов в данном пролете. В табл. 10.1 приведены формулы для расчета высоты пролета. Для определения проектной высоты используют максимальное значение, полученное исходя из различных расчетных формул.
Полученные значения высоты пролета цеха могут быть уточнены исходя из размеров унифицированных пролетов (табл. 10.2).
| 10. t. Формулы для расчета высоты пролета | ||||||||||||
|
| 10.2. Параметры типовых пролетов | ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| * Цифры в знаменателе — грузоподъемность подвесного крана. |
На определение основных параметров производственного помещения оказывает существенное влияние наличие в нем современных средств автоматизации. В первую очередь это касается новых конструктивных решений элементов транспортной системы. Автоматизированная подвесная транспортная система может быть выполнена в виде одно- и многоярусных монорельсовых подвесных конвейеров и т. д. В некоторых случаях такую транспортную систему применяют вместе с мостовыми кранами, хотя чаще заменяют их. При использовании подвесной транспортной системы и пролетных кранов одновременно высоту пролета определяют с учетом ярусности транспортной системы:
определяют высоту, на которой размещается подвесная транспортная система, по формулам, аналогичным формулам для расчета высоты пролета, которые приведены выше;
находят высоту, на которой размещается мостовой кран;
исходя из высоты размещения крана определяют высоту пролета цеха.
Когда подвесная транспортная система используется отдельно, высоту цеха определяют в зависимости от высоты ее размещения.
Задачи компоновки и планировки машиностроительных цехов можно разделить по уровням иерархии:
1- й -т- задача компоновки зданий — поле размещения — производственное здание, объекты размещения — отдельные цехи;
2- й — задачи компоновки цехов — поле размещения —
цех, объекты размещения — отдельные участки;
3- й — планировка оборудования участка — поле размещения — участок, объекты размещения—элементы оборудования.
Отдельную группу задач составляют задачи формирования объектов размещения для всех трех уровней: формирование участков (определяется состав оборудования, входящего в каждый участок); формирование цеха (определяется состав участков цеха),
| 10.3. Параметры типовых унифицированных секций | |||||||||||||||||||||||||
|
Задачи компоновки и планировки на всех трех уровнях имеют общие математические модели и методы их решения Для всех их общим является использование в качестве критерия размещения суммарной мощности грузопотока
5=2 Vhd(T]Th), (10.1)
і. *
где п — число размещаемых объектов; V* — «вес» единицы расстояния, он является функцией, зависящей от величины мощности грузопотока между объектами / и k, d (Т}, Th) — расстояние между объектами } и k Различие заключается в том, что объекты размещения — цеха и участки — могут по необходимости менять свою форму, что естественно требует их перепланировки, в то время как при размещении оборудования в участках размещаемые объекты — элементы оборудования имеют фиксированную форму. Поэтому как существующие методы, так и практические рекомендации разработки компоновок цехов машиностроительных заводов основаны на обеспечении минимальной суммарной мощности грузопотока. В качестве основного способа рациональной разработки компоновок применяют построение схемы грузопотоков цеха ,Как пиарило, цех имеет регулярную компоновку (рис 10 3), один либо два ряда участков разделяются цеховыми проездами. Таким образом задача компоновки технологического подразделения цеха может быть представлена как задача распределения участков цеха по столбцам, один или два участка по ширине столбца, причем их размещают в столбцах так, чтобы минимизировать значение критерия размещения — «вес» графа связей, показанного
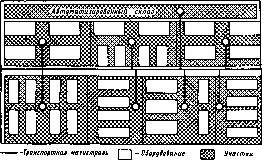 |
| Рис. 10. 3. Компоновка цеха 234 |
| Рис. 10.4. Варианты компоновки зданий | 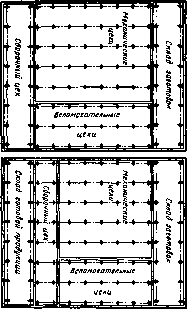 |
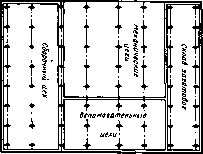
на рис. 10.3. При этом необходимо учитывать условия и ограничения на размещение участков, размещение отдельных элементов оборудования в участках и связанные с этим условия. Укрупненный алгоритм компоновки цеха следующий: описывают поле размещения: сетку колонн, стены, контур границ цеха;
определяют расположение общекорпусных и общецеховых магистральных проездов;
размещают технологические участки;
уточняют направление движения, характер и объем грузопотоков — формируют схему грузопотоков цеха, представленную в виде графа со взвешенными дугами;
устанавливают схему людских потоков, как и схему грузопотоков;
определяют положение внутрицеховых технологических и противопожарных проходов и проездов на основе схем грузопотоков и людских потоков;
размещают вспомогательные подразделения цеха Варианты компоновки цехов показаны на рис. 10.4.
10.2. Основные принципы, компоновочные и планировочные решения при проектировании поточного автоматизированного производства
Проектирование компоновки — это определение основных конструктивных схем автоматизированной технологической системы. В него входит определение ряда ее основных характеристик: вида транспортной системы, принятие решений о стратегии размещения оборудования и составе размещаемых групп оборудования, а также ряд других действий, состав которых зависит от конкретного вида применяемого основного и вспомогательного оборудования и характеристик цеха
Структурной единицей поточной технологической системы является участок. Участок — это группа станков, объединенных общим транспортным средством, имеющих независимую систему приводов и систему управления. Характеристики участка следующие: участок имеет общую систему транспортирования; для системы управления верхнего уровня участок является единым объектом управления — он имеет замкнутую систему управления; участок имеет фиксированный вход и выход; участок занимает площадь, ограниченную контуром простой конфигурации, как правило прямоугольной, реже состоящую из нескольких прямоугольников; кроме того, у участка может быть собственный входной и выходной склады заготовок, деталей.
Формирование участков поточного производства рассмотрим на примере компоновки поточных автоматических линий, Методика формирования участков в автоматизированном поточном производстве ориентирована на использование- средств вычислительной техники и состоит из этапов генерации возможных вариантов компоновки поточной автоматизированной технологической системы (системы автоматических линий) и последующий отбор лучших вариантов системы по ряду критериев. Исходные параметры для определения множества возможных вариантов следующие: тип устройств транспортной системы; число рабочих позиций q\ число участков л; число станков-дублеров т\ число параллельно работающих линий Р, необходимых для выполнения производственной программы. Для каждого параметра определяют множество допустимых значений, генерируют множество допустимых сочетаний этих параметров — множество возможных вариантов поточной автоматизированной технологической системы. Варианты планировочных схем транспортных систем показаны на рис. 10.5.
Число рабочих позиций т определяется степенью дифференциации технологического процесса. Критерием здесь является производительность. Поточная линия — это последовательная технологическая система, поэтому ее производительность определяется производительностью лимитирующей, т. е. самой длительной операцией. Дифференциация операций позволяет уменьшить длительность лимитирующей операции, при этом возрастает число станков в линии.
Число участков п определяет вид связи между станками линии: если вся линия состоит из одного участка, то все они оказываются жестко связанными между собой. Это существенно отражается на надежности и, в конечном итоге, — на производитель-
Стаион
& Ді fYi
м 8 I а і

Конвейер'
| 2); |
 |

Рис. 10.5. Планировочные схемы транспортных систем:
/, 2 — схемы транспортной системы с продольной ориентацией детали при транспортировании, 3, 7 — схемы транспортной системы с вертикальной ориентацией детали при транспортировании, 4, 5, 6 — схемы транспортной системы с поперечной ориентацией детали прн транспортировании; /, 2, 4, 5, 6 — схемы ¦пэанспортной системы без изменения ориентации детали при транспортировании и обработке, 3, 7 — схемы транспортной системы с изменением ориентации детали прн транспортировании и обработке, /, 3, 5, 7 — схемы транспортной системы с транспортированием вне станков, 2, 4 — схемы транспорт-вой системы с транспортированием над станками ности линии. Другой крайний вариант: п = т — гибкая связь. В этом случае при наличии буферов — межоперационных складов между станками — возможна несинхронизированная работа станков линии.
Число станков-дублеров (число потоков) определяют из тех же соображений, что и число рабочих позиций. Критерием здесь является стоимость линии.
Последовательность выбора вариантов следующая:
выбирают вид транспортной системы по критерию удельных капиталовложений, далее рассматривают варианты с одним типом транспортной системы;
выбирают варианты со значением производительности в заданном диапазоне;
выбирают варианты с оптимальными структурными характеристиками;
выбирают варианты по экономическому критерию.
Критерии для всех этапов приведены в табл. 10.4.
Важным этапом проектирования, от которого зависит эффективность функционирования автоматизированных цехов, является этап проектирования планировки цехов. При этом уточ-
10.4. Критерии отбора вариантов
Критериальная зависимость
Критерий
Этап
(Aq -f- Вц. у) Up (g) -f- ^ВІ
1 Удельные капиталовложения
q__РКаагТ см_
<Р (g) + 'в + - ИН^у--— И?
ОТ _ ^ия + Фоб 0>35К -f- За
Пу ~ *р-Ив 0,35Kb 4
3 = KtEB -f- Ci
Производительность
Оптимальное число участков
Приведенные затраты
Обозначения: Ач — средняя стоимость вспомогательного оснащения одной позиции; Вп, у — средняя стоимость накопителя и привода одного участка; tр (д) — время рабочих ходов, равное времени обработки на лимитирующей позиции; !р — время рабочих ходов цикла; ів — время вспомогательных ходов; р — число параллельно работающих линий; 0,85 < Кзаг < 0,9 — коэффициент загрузки линии; Тгм = 480 мин — продолжительность смены; tm — время на внецикловые потери по инструменту; д — число рабочих позиций; t0Q — на внецикловые потери времени одного станка; яу — число участков; W — коэффициент возрастания простоев лимитирующего участка вследствие неполной компенсации потерь накопителем; К — стоимость оборудования линии при простейшем варианте (лу = і); Зп — годовой фонд зарплаты персонала; a — отношение стоимости одного накопителя к стоимости одного станка; Kt —стоимость і-го варианта; ?н — нормативный коэффициент капитальных вложений; С/ — себестоимость годового выпуска продукции при і-м варианте линии.
няют основные экономические характеристики проектируемого производства.
Типовую последовательность планировки устанавливают исходя из критерия минимизации суммарной мощности грузопотока:
размещают цеховой склад металла и заготовок — вместе или в соседнем пролете с заготовительным отделением, его располагают в начале механического цеха — поперек пролетов или в отдельном поперечном пролете;
вдоль склада устанавливают проезд шириной не менее 4 м, условие его размещения — удобство транспортирования заготовок и материалов;
размещают основное оборудование — выполняют технологическую планировку, при значительной длине технологических цепочек необходимо предусмотреть поперечные проезды шириной не менее 4 м, необходимо предусмотреть возможность транспортирования оборудования при его монтаже, технологические потоки могут быть направлены как вдоль, так и поперек пролетов;
в конце станочного отделения должен быть проезд шириной не менее 4 м для транспортирования готовой продукции;
далее располагают контрольное отделение;
параллельно контрольному отделению располагают склад готовой продукции.
Размещение оборудования соответствует схеме «заготовка— маршрут обработки — выходной контроль — готовая продукция». Этапам схемы соответствует последовательность размещения «склад заготовок — технологическое оборудование — контрольное отделение — склад готовой продукции». Этим обеспечивается выполнение условия минимизации грузопотока.
Рассмотрим этап технологической планировки. Исходная информация — компоновочный план цеха. Основным принципом является прямоточность движения заготовок, т. е. непосредственное отображение в размещении оборудования технологического процесса. Если грузопоток стабилен (при массовом, крупносерийном, среднесерийном производстве), условие минимума суммарного грузопотока через технологическое отделение цеха соблюдается при размещении оборудования по ходу технологического процесса. При этом часто оказывается выгоднее прямолинейное размещение оборудования. На схеме грузопотока—ориентированном графе со взвешенными дугами — значения весов этих дуг с достаточной точностью можно считать не зависящими от времени.
В качестве примера поточных автоматизированных систем будем использовать систему переналаживаемых автоматических линий (СПАЛ) — основной вид автоматизированных систем для современного средне- и крупносерийного производства.
При планировке СПАЛ размещают на ограниченном участке площади цеха, обладающем определенной структурой. Контур, ограничивающий отведенную площадь, является в общем случае произвольным многоугольником, внутри него могут располагаться
элементы строительных конструкций, колонны и общецеховые проезды. Внутри контура могут быть указаны зоны, в которых, необходимо располагать вход и выход СПАЛ, а также место сбора стружки или расположение цехового стружкоуборочного конвейера.
При планировке размещают все основное и вспомогательное оборудование СПАЛ.
В связи с естественным разбиением состава всего оборудования СПАЛ на два иерархических уровня (уровень всей системы и уровень участков) за размещаемый элемент при планировке всей системы автоматических линий можно принять участок.
Для того чтобы определить целевую функцию проектирования планировки, необходимо ввести критерий качества варианта. Экономическая эффективность варианта планировки определяется исходя из критерия приведенных затрат.
Планировка — это заключительный этап проектирования технологической системы. Различные варианты планировки оборудования технологической системы могут иметь значения приведенных затрат, отличающихся на несколько процентов. Укрупненная структура различий вариантов планировки представлена на рис. 10.6. Очевидно, что возможные различия вариантов планировки СПАЛ можно объединить в две группы по признаку принадлежности к статьям калькуляции: капитальные вложения; эксплуатационные расходы.
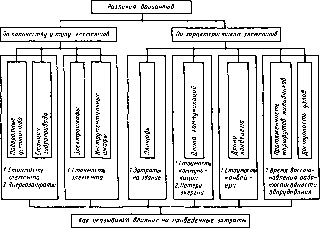 |
| Ряс. ІО.в. Различия вариантов планировок |
Проектирование планировки поточных автоматизированных технологических систем производят за три этапа:
уточняют структуру участков и размещение основного оборудования участка, определяют габаритные размеры участков;
размещают участки на отведенной площади;
размещают элементы вспомогательного оборудования на участках с учетом ориентации и взаимного расположения участков.
При размещении оборудования на отведенной площади следует учитывать целый ряд конструктивных ограничений.
Так как основной грузопоток в цехах приходится на технологический процесс, то размещение вспомогательных служб цеха рационально производить после размещения подразделений, связанных с технологическим процессом.
Размещение пристроек (рис. 10.7) определяется следующими факторами:
количеством и направлением людских потоков между пристройкой и участками цеха, если в пролетах, примыхающих к пристройке, нет проходов и проездов требуемой ширины, то размещение пристроек рядом исключается;
ограничением пристройкой возможности расширения производственного помещения;
необходимостью дополнительных строительных элементов в примыкающих к пристройке пролетах, оценка значимости этих факторов определяется условиями конкретного проекта.
Инструментальные раздаточные кладовые (ИРК) размещают рядом с участками цеха, где используется наибольшее количество
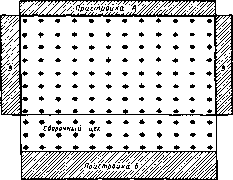 |
| Рис. 10.7. Размещение пристройки |
Рассмотрим методы решения задач планировки и размещения оборудования. В основе классификации методов лежит вид используемых моделей. Модели, применяемые для решения задач размещения и планировки оборудования, делятся на аналоговые, натурные и математические.
В аналоговых моделях производится замена свойств изучаемых объектов свойствами модели. При нахождении решения осуществляется обратное преобразование к свойствам моделируемого объекта. Критериальная зависимость моделируется некоторым физическим законом, например, на аналоговых вычислительных машинах.
Натурные модели — это двух- или трехмерные представления объектов в определенном масштабе. Они получили наибольшее распространение. При двумерном натурном моделировании на изображенном в масштабе поле размещения проектировщик расставляет контурные модели объектов — темплеты. Темплеты отображают основное технологическое, вспомогательное оборудование цеха. Получаемые варианты размещения фиксируют-с них делают копию на каком-либо устройстве для получения чертежа. Преимущества данного метода проектирования планировки следующие: простота использования; отсутствие необхо димости формализации задачи проектирования; обеспечение достаточной, во многих практических случаях, степени качества принимаемых решений.
При использовании этого метода инженер-технолог руководствуется набором эвристических правил размещения, которые выработаны в процессе выполнения аналогичных проектов. Развитием этого метода является проектирование планировки с помощью интерактивных графических систем, входящих в состав САПР. В этом случае темплетами служат библиотечные графические образцы станков и прочего оборудования технологических систем. Размещение производится в диалоге. При этом можно оперативно определять такие параметоы размещения, как площадь, занимаемая оборудованием, длину транспортных путей, расстояния между объектами и т. д. Даже при отсутствии автоматизации размещения объектов можно добиться при этом существенного повышения производительности труда проектировщика. Использование автоматизированной процедуры расчета критерия качества варианта позволит ему сравнительно быстро находить варианты размещения, близкие к оптимальным.
Математические модели применяют при аналитических расчетах оптимального размещения оборудования технологических систем. Они требуют формальной постановки задачи проектирования планировки, т. е. необходимо определить состав управляемых и неуправляемых переменных и найти математическое выражение для критерия качества проектирования. При наличии адекватности разработанной модели реальной задаче проектирования планировки этот метод дает наилучшие результаты по эффективности и качеству получаемых решений. Использование его в сочетании с интерактивной машинной графикой позволяет добиться не только оптимальных по критерию качества вариантов размещения, но и внести в них коррекцию с точки зрения неформализованных эргономических и эстетических критериев, так как проектировщик может промоделировать пространственное размещение объектов цеха, учитывая при этом освещенность и другие показатели.
10.3. Особенности компоновки и планировки оборудования на автоматизированных участках и в цехах гибкого производства
Тенденция к автоматизации производственной деятельности человека до 80-х годов носила несколько односторонний характер: если требовалось автоматизировать промышленное производство, то для того чтобы результат от внедрения средств автоматизации превзошел дополнительные капитальные затраты, необходимо было обеспечить массовый устойчивый выпуск изделий с помощью данного автоматизируемого подразделения (цех, участок!. Резкое уменьшение всех основных стоимостный характеристик средств вычислительной техники при одновременном возрастании их показателей мощности, быстродействия привело к тому, что автоматизация средне- и мелкосерийного производства стала рентабельной. Проектирование компоновки и планировка автоматизированных цехов, ориентированных на работу с мелкими сериями изделий, имеют ряд особенностей, обусловленных как типом производства, так и применяемым оборудованием.
В состав ГАЦ и ГАУ могут входить следующие группы оборудования, рассматриваемые как классы объектов компоновки и планировки:
технологическое оборудование: одиночные станки с ЧПУ, модули, в состав которых могут входить один или несколько станков и элементы транспортно-складской системы: роботы, манипуляторы, накопители и др. Важно отметить то, что элемент основного технологического оборудования выполняет определенную технологическую функцию, имеет вход и выход (погрузочноразгрузочную позицию) и представляет собой неизменяемый в процессе компонорки и планировки элемент. Он отображается на планировке своим контуром с указанием погрузочно-разгрузочной позиции. Внутренняя структура его оказывается на данном этапе несущественной; транспортная система;
транспортные механизмы: робокары, конвейеры, монорельсовые подвесные тележки, рельсовые тележки и др.;
транспортные магистрали — это материальное воплощение потоков транспортирования: проезды, рельсовые пути и прочее.
Для них характерно то, что они занимают определенную площадь, за исключением подвесного транспорта. Определение оптимального расположения путей, их конфигурации является одной из основных задач проектирования планировки гибких участков и цехов;
элементы складской системы:
складские механизмы: штабелеры, роботы-укладчики и др.; склады: одно- и многоярусные склады, накопители и аварийные склады-площадки. Большая часть из них размещается как обычное оборудование, кроме аварийных складов-площадок, для них выбирается не только оптимальное место размещения, но и форма склада;
система инструментообеспечения; система контроля качества изделий; элементы системы технического обслуживания; системы управления и подготовки производства; объекты, связанные со средствами охраны труда.
При формировании компоновки ГАУ определяют следующие параметры: состав технологического оборудования участка, тип и компоновку транспортной системы участка, наличие входных и выходных складов участков и их характеристики.
 |
|
б) Рис. 10.8. Варианты компоновок ГПС с различными типами транспортных систем: С — станка; Р •— рабочие позиции; стрелкой показано направление транспортирования деталей; а — ГПС с линейным расположением станков с жесткой последовательностью обхода; б — ГПС с параллельными транспортными потоками; в — ГПС с транспортными петлями |
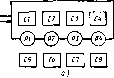
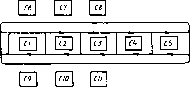
Возможные компоновочные схемы для ГАУ с различными типами транспортных систем показаны на рис. 10.8.
Выбор структуры гибкого участка, обеспечивающей наилучшие показатели эффективности функционирования-, является задачей, решение которой возможно только путем моделирования функционирования участка. Наиболее распространенными являются математические модели на основе теории массового обслуживания, для моделирования критических ситуаций применяют приложения теории катастроф и другие математические методы. Схема моделирования такова: для ряда структурных компоновочных схем проектируемого участка производят моделирование его функционирования на ЭВМ, при этом учитывают множество технологических процессов участка; выявляют критические ситуации, определяют показатели функционирования участка. Путем проведения ряда экспериментов выбирают наиболее удачную компоновочную схему участка, ее кладут в основу дальнейшей детализации проекта. Затем уточняют параметры размещения оборудования участка, производят планировку основного и вспомогательного оборудования участка с привязкой к условиям цеха (строительным конструкциям, проездам).
При проектировании планировки ГАЦ и ГАУ необходимо решить задачи размещения элементов всех систем, перечисленных выше, и продолжить коммуникации. При этом необходимо добиться наибольшей возможной эффективности работы автоматизированного цеха. Как показано в подразд. 10.2, это достигается снижением как капитальных затрат, так и накладных расходов, связанных с эксплуатацией оборудования, а также затрат, связанных с его функционированием.
Методы решения задач проектирования планировки были изложены в подразд. 10.2, поэтому здесь мы не будем останавливаться на них. Отметим, что гораздо большая свобода размещения оборудования естественным образом увеличивает вариантность задачи проектирования планировки ГАУ и ГАД по сравнению с поточным автоматизированным и неавтоматизированным производством. Поэтому при проектировании планировок ГПС, как правило, используют средства автоматизированного проектирования, включая моделирование функционирования ГПС с целью обеспечения оптимальной расстановки основного технологического оборудования и наилучших показателей работы транспортной системы ГПС.
Как и при поточном производстве, основное влияние на размещение оборудования оказывает выбор компоновочной схемы и конструкции транспортной системы (рис. 10.8). В случае мелкосерийного и единичного производства грузопоток отображается в орграф, дугам которого не могут быть однозначно поставлены веса, представляющие грузопоток между объектами планировки, так как множество возможных маршрутов в данном случае не определено. Рациональной стратегией размещения при этом является размещение по группам станков, так как на множестве групп станков может быть установлено отношение следования, справедливое с высокой степенью достоверности, например станки для черновой обработки предшествуют в технологическом маршруте станкам для точной размерной обработки, а те, в свою очередь, предшествуют станкам для отделочных, доводочных операций. Критерий размещения здесь тот же, но способ достижения оптимума другой — размещение по группам оборудования и обобщенному технологическому процессу данного цеха. Так как, в отличие от поточного производства транспортная система не является однозначным отображением материальных потоков в цехе, то критерием размещения оборудования будет суммарная мощность грузопотока изделий:
s - 2 Hfkvfkd(Tt, тк),
им
где п — число размещаемых единиц основного оборудования; Н)к — элемент матрицы инциденций графа связей размещаемых объектов; Н]к =0 — если между объектом / и ft не происходит обмена обрабатываемыми изделиями; Н}к — 1 — в противном случае; ?]к — «вес» дуги jk графа связей, он является функцией, зависящей от мощности грузопотока между объектами / и к\ d (TtTk) — расстояние между объектами / и к. Расстояние определяется по длине маршрута транспортного устройства. На него влияют как размещения объектов / и к, так и структурная схема транспортной системы. Матрица инциденций Н и веса дуг V определяются исходя из множества технологических маршрутов, которые будут реализованы на данном оборудовании. Как указывалось выше, при мелкосерийном производстве веса являются случайными величинами Решение задач подобного типа связано со значительными вычислительными проблемами. Как правило, они решаются на основе итерационных оптимизационных процедур В случае больших размерностей задач применяются эвристические методы декомпозиции исходной задачи.
10.4. Определение состава и количества работающих на участках и в цехе
Промышленно-производственный персонал цеха состоит из производственных и вспомогательных рабочих, инженерно-технических работников, служащих и младшего обслуживающего персонала. Состав и количество работающих определяют по следующей схеме:
определяют количество работающих, непосредственно связанных с выпуском продукции в подразделении (основные рабочие);
находят количество персонала, обеспечивающего работоспособность оборудования (основного оборудования, транспортноскладской системы, средств вычислительной техники и др.);
определяют число инженерно-технических работников;
находят число работников вычислительного центра;
определяют количество счетно-калькуляционного и младшего обслуживающего персонала.
Для того чтобы определить состав и количество работающих, необходимо знать следующие показатели: программу цеха, вид изделий, типовые технологические процессы, серийность, наименование оборудования; его характеристики: надежность и сложность наладки оборудования, сменность работы.
Для механического цеха число основных производственных рабочих определяют следующим образом. Число станочников определяют либо по станкоемкости, либо по числу станков.
По станкоемкости число станочников рассчитывают по формуле
Дет = ТстКр/(ФК*).
По числу станков число станочников рассчитывают по формуле Дет == Фст5/(ФД*М).
В формулах Дст — расчетное число производственных рабочих данной профессии; Тет — годовая станкоемкость работ данного вида; Кр — коэффициент, определяющий трудоемкость ручных работ, Лр = 1,02 для массового, Кр = 1,05 для мелкосерийного производства; Ф — эффективный годовой фонд времени рабочего; — коэффициент многостаночного обслуживания, Км = 1 ... 5 в зависимости от уровня автоматизации станков.
Годовая станкоемкость работ Тст = ФСТ8КВ. ср, где Фст — эффективный годовой фонд времени станка; 5 — количество станков; Кя ср — средний коэффициент загрузки оборудования
Производственные рабочие автоматических линий — это операторы, выполняющие установку и снятие обрабатываемых деталей, наладчики, обеспечивающие нормальную работу автоматической линии. Их число не может быть определено расчетами по станкоемкости и по числу станков, для этого используют нормы технологического проектирования. На линиях с автоматической передачей деталей с линии на следующую операцию требуется один оператор в смену, на линиях с ручной передачей деталей — два оператора в смену. Число наладчиков определяют исходя из норм обслуживания в зависимости от группы сложности наладки: для особо сложной на одного наладчика приходится два станка, для сложной — четыре, для средней — шесть, для простой — восемь. К общему числу производственных рабочих автоматических линий добавляют 50% запасных рабочих. При двухсменной работе число производственных рабочих делят поровну между сменами.
Число разметчиков и слесарей определяют по трудоемкости, принимаемой в процентах от трудоемкости станочных работ; для массового и крупносерийного производства— 1—3%, для среднесерийного и мелкосерийного — 5%, для единичного и мелкосерийного производства — до 10%.
Численность вспомогательных рабочих может определяться по следующим параметрам: трудоемкости планируемого объема работ, числу рабочих мест, нормам обслуживания, в процентах от основных рабочих, в процентах от количества оборудования. При повышении уровня автоматизации растет доля вспомогательных рабочих. На стадии предварительного проектирования их число определяют по статистическим данным. В механических цехах средне- и мелкосерийного производства их 18—25% общего числа рабочих, в цехах массового производства 35—50%, на автоматических и поточных линиях — 50—55%. На стадии рабочего проекта требуется точный расчет по всем категориям вспомогательных рабочих отдельно. Число наладчиков определяют по нормативам в зависимости от вида оборудования (табл. 10.5).
Численность инженерно-технических работников (администрация цеха, сменные мастера, технологи, нормировщики, механики, специалисты в области вычислительной техники и средств автоматизации оборудования цеха) определяют по нормативам и расчетным путём. Нормативы для определения численности ИТР в зависимости от числа рабочих приведены в табл. 10.6.
При резком сокращении числа основных рабочих в автоматизированных цехах также резко возрастает и число ИТР, связанных со средствами автоматизации. Численность ИТР, занятых эксплуатацией средств вычислительной техники, определяют исходя из объема выполняемых работ, оснащенности средствами вычислительной и организационной техники.
| 10.5. Нормы обслуживания оборудования | ||||||||||||||||||||||||||||||||||||||||
|
| 10.6. Нормы численности ИТР | ||||||||||||||||||||||||||||||||||||
|
Когда персонал ВЦ участвует в разработке отдельных компонент АСУ предприятия, число работников этой категории определяют исходя из объема выполняемых ими работ: IJt = = Ь{}/(НцКс1>), где Пі — численность работников подразделения постановки и внедрения по /-му классу задач; Ll} — число задач /-го класса, находящихся в разработке в течение года в і-м подразделении; Н1} — средний норматив числа задач /-го класса, приходящихся на одного работника в і-м подразделении; К0р — коэффициент, учитывающий средний стаж персонала; т — количество задач /-го класса.
Изменение структуры и функциональных возможностей вычислительных средств различных типов (увеличение мощности персональных ЭВМ, упрощение эксплуатации вычислительной техники) приводит к тому, что в качестве оператора ЭВМ выступают технолог, конструктор, плановик, нормировщик. Поэтому ряд групп штатных единиц — операторы ЭВМ, работники подразделений по обработке информации, работники отделов по подго-говке данных — в небольших цеховых вычислительных центрах могут отсутствовать.
Численность счетно-конторского персонала, куда входят бухгалтеры, табельщики, учетчики, а также младший обслуживающий персонал (уборщики, гардеробщики, курьеры), подсчитывают по нормативам.
Численность всех категорий работающих на стадии предварительного проектирования можно выбирать в процентах от общего числа рабочих: вспомогательных рабочих — 26—30%, инженерно-технических работников — 10—12%, служащих — 2—3%, младшего обслуживающего персонала — 2—3%, контролеров (ИТР, рабочие) — 4—6% общего числа станков.
Контрольные вопросы
1. Что такое задачи компоновки и планировки?
2. Назовите компоновочные решения поточного автоматизированного производства.
3. Каким образом осуществляются планировка н размещение оборудования поточного автоматизированного производства?
4. Каковы свойства задач проектирования планировки ГПС?
5. Сформулируйте методику определения численного состава работающих автоматизированного цеха.
разработка

ТЕХНИЧЕСКИХ ЗАДАНИЙ ПО СПЕЦИАЛЬНОЙ ЧАСТИ ПРОЕКТА. ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА
11.1. Разработка заданий по строительной части
Задание на проектирование строительной части следует выполнять с учетом требований к элементам объемнопланировочных решений (сетка колонн; высота помещений; нагрузка, создаваемая оборудованием; наличие транспортных средств напольных и подвесных; грузоподъемность и размер лифтов; необходимость и габаритные размеры монтажных проемов; категория помещений по взрывопожароопасности; наличие агрессивных сред (жидкой и газообразной); отделка помещений и полов; необходимость защиты от шума).
Объекты проектирования подразделяют на два вида: 1) вновь проектируемые автоматизированные производства; 2) создаваемые путем технического перевооружения производства.
Объемное, композиционное и планировочное решения вновь создаваемого автоматизированного производства зависят от технологических требований, которые обусловливаются размещением на предприятии участков и цехов.
В этом случае размеры корпусов в плане, сетка колонн, высота, число этажей должны соответствовать условиям, необходимым для размещения конкретных производственных объектов, которые и определяют основные характеристики зданий. Их габаритные размеры практически для всех видов производств могут быть кратными длине температурного блока, составляющей 60 м. Ширина корпуса при работе, когда присутствие людей необходимо, не должна превышать 36 м при двустороннем освещении. При безлюдной технологии, когда пребывание людей предусматривается только для наладки и ремонта оборудования, ширину корпуса не ограничивают.
Складская и транспортная подсистемы автоматизированного производства определяют высоту этажей зданий, вид производства со своими характерными нагрузками, а также тип застройки площадки одноэтажными или многоэтажными зданиями. Типовые конструкции зданий выполняют в виде строительных модулей. Для многоэтажных зданий производственного назначения характерны конструкции с сеткой колонн 6x9 м, 12x24 м, а для производственных одноэтажных зданий пролет 18, 24 и 30 м при продольном шаге колонн 6, 12 м и высоте 4,8—6,0 м, а для многоэтажных зданий конструкции с сеткой колонн 4,8; 6,0 и 7,2 м &го в значительной степени влияет на выбор строительных решений в условиях нового строительства.
Производственные системы в зданиях размещают в соответствии с правилами и нормами по взрывопожаробезопасности. Вычислительный центр завода проектируют в соответствии с общими правилами проектирования вычислительных центров. В необходимых случаях предусматривают его защиту экранированием. Диспетчерские службы управления проектируют в зависимости от их назначения по правилам проектирования вычислительных центров. Для мелкого ремонта и профилактики управляющих систем, начиная с уровня участка, цеха и вычислительного центра, необходимо предусматривать отдельные помещения.
Особое место при проектировании автоматизированных производственных систем занимают корпуса-модули комплектной поставки. Корпуса предназначены для строительства одно- и двухэтажных производственных и одноэтажных складских отапливаемых зданий. В корпусах размещаются производства с неагрессивной воздушно-газовой средой, относящиеся по пожарной безопасности к категориям «В», «Г» и «Д».
При размещении в одно- и двухэтажных корпусах комплектной поставки противопожарных средств с категориями «В, Г, Д» по взрывопожароопасности обеспечивается использование зального принципа планировок в свободном пространстве, не занятом колоннами, в то время как в остальных случаях конструктивные схемы предусматривают в залах пропуск колонн с принятой сеткой. .
Подвальные помещения, как правило, не следует использовать для размещения автоматизированного производства, так как они имеют небольшую высоту и ограниченное число входов, предназначенных для эвакуации людей. В подвалах затруднено применение транспортных напольных систем, и нельзя использовать подвесные транспортные системы.
Здания комплектной поставки из легких металлических конструкций можно применять для размещения в них автоматизированных производств, выполняющих механообработку, сборку и другие работы, не требующие электронно-вакуумной гигиены. К таким зданиям относятся следующие: одноэтажный модуль типа М-6/400 размерами в плане 30x30 м и высотой до нижней части структурной плиты покрытия 4,8; 5,4; 7,2 м (с каркасом, поднятым на Н — 5,4 м за счет фундаментов); двухэтажный корпус-модуль 48x72 с сеткой колонн первого этажа 12x12 и второго этажа 12x24, высотой 7,2 м и 6,0 м соответственно первого и второго этажа. В качестве ограждающих конструкций применяют металлические (алюминиевые или стальные) панели типа «Сендвнч» с эффектным утеплителем, имеющим плотность у — 40 кг/м*.
В одноэтажных корпусах-модулях рекомендуется применять напольный транспорт (автоматизированные тележки), так как ограничено применение подвесных путей для транспортного робота несущей способностью структуры покрытий и прогибом подкранового пути. При необходимости применения транспортного робота его передвижение предусматривать на отдельных стойках-опорах, не связанных с несущими конструкциями каркаса.
В двухэтажном корпусе-модуле можно размещать те же производства, включая «чистые комнаты». Подвесные пути транспортного робота необходимо крепить к конструкциям перекрытия и покрытия. На втором этаже допускается размещение производств с временными удельными технологическими нагрузками не более 8000 Н/ма, а с большими нагрузками и с вибрационными и динамическими воздействиями — на первом этаже.
Станки и другое оборудование массой Юти более следует размещать на первом этаже основанием в грунте. Фундаменты под это оборудование должны быть изолированы от конструкций пола.
Для одноэтажных промышленных зданий нагрузки на каркас принимают в соответствии с действующим СНиП П-6-74 «Нагрузки и воздействия».
Для каркасов многоэтажных промышленных зданий технологические нагрузки следует принимать исходя из конкретных требований к качеству выполнения, материалам и конструкциям полов.
Поверхностный слой пола для автоматического напольного транспорта должен обладать достаточной прочностью на истирание и не должен выделять пыли.
Рабочая поверхность пола непосредственно под транспортными устройствами должна быть гладкой и ровной, при этом высота неровностей поверхности не должна превышать ±5 мм на участке пола площадью 6x5 м. Уклон пола не должен превышать 0,5%, за исключением гальванических цехов. Электрокабели и подводки для питания тележек и электрокаров, направляющие и сигнальные линии предусматривается размещать в толще пола, каналах или трубах.
Толщина и конструкция пола на первом этаже (пол по грунту) должны быть таковы, чтобы предотвращались осадка, деформация и трещины. Для этого необходимо применять бетоны повышенных марок и конструктивное армирование. Насыпные грунты и грунты, обладающие большой сжимаемостью, должны быть заменены несжимаемыми (песчаными) толщиной слоя 500 — 800 мм.
Основание под поверхностным слоем должно выдерживать равномерно распределенные удельные нагрузки 15—30 Н/см8.
Для удовлетворения перечисленным требованиям необходимо несущий слой пола выполнять монолитным или сборно-монолитным бетоном толщиной 250—300 мм. Поверхность пола не должна впитывать минеральные масла, воду и другие жидкости.
Автоматизированные склады и участки транспортного обеспечения, на которых выполняются складирование и хранение материалов, снабжение цеха или участка заготовками, инструментом, временное складирование деталей и готовой продукции, рекомендуется размещать в торцах зданий. Причем сырье и заготовки в одном торце — в начале потока (технологической линии), а готовую продукцию, включая упакованную, во втором торце здания — в конце потока. Кроме этого, в одноэтажных зданиях торцы рекомендуется выполнять двухэтажными: в первом этаже— складские помещения, а на втором — энергегические (вентиляционные камеры, пункты управления, кондиционеры). Эго упрощает выбор каркаса здания, сокращает типаж принимаемых железобетонных элементов и конструкций, а также дает возможность рационально распределять потоки транспорта.
При использовании в качестве основных вертикальных транспортных средств грузовых лифтов их рекомендуется располагать в начале и конце транспортного потока у зон складирования и лестничных клеток. Грузовые лифты следует устанавливать только в глухой шахте. Шахты лифтов необходимо проектировать, как правило, из типовых сборочных железобетонных элементов, входящих в ограничительный перечень сборных железобетонных элементов.
На основании изложенных вариантов выполнения строительной части проекта можно сделать следующие выводы:
производства с тяжелым оборудованием следует размещать на первом этаже бесподвальных зданий или в одноэтажных зданиях;
вычислительные центры систем управления, центральные диспетчерские рекомендуется размещать в корпусах с сеткой колонн 6x6 м, т. е. в корпусах административно-бытового назначения;
системы управления, работающие непосредственно в цехах, при необходимости нужно защищать от пыли;
системы управления, обслуживающие производства с агрессивной средой (гальванические цеха, цеха по изготовлению покрытий) должны быть вынесены в отдельные помещения с нормальной средой, а сами производства должны быть размещены на перекрытиях, не имеющих пустот;
для систем управления следует предусматривать помещения для мелкого ремонта систем управления; их можно размещать в зданиях с любой сеткой колонн с минимальной высотой по санитарным нормам и несущей способностью в соответствии с технологическими требованиями;
рекомендуется применять подвесные транспортные системы, а не напольные, что дает возможность наиболее рационально использовать производственную площадь и объем зданий, исключает трудоемкие работы по устройству полов;
как правило, при разработке проектов используют зонирование, т. е. блочную организацию композиции зданий, модульные принципы компоновки функциональных блоков, основанные на унификации проектных решений.
Зонирование позволяет компактно разместить подразделения основного и вспомогательного производства в определенной последовательности в зависимости от их функциональных свойств и взаимных связей, образуя четкую систему организации этих элементов в зданиях. Это обеспечивает разделение здания на части, которые представляют собой самостоятельные планировочные и конструкционные блоки.
Под блоком понимают часть здания функционального назначения, самостоятельную в объемно-планировочном и конструктивном отношении. Функционально блоки подразделяют на технологические, энергетические, бытовые, транспортные. Такое разделение позволяет заранее компоновать блок в соответствии с функциями объекта и конкретными условиями строительной площадки, а также многократно использовать для однотипных производств. Содержание блоков определяется составом входящих в него модулей.
П.2. Разработка заданий по санитарнотехнической и энергетической частям проекта
Для функционирования автоматизированных про изводственных систем требуются надежные системы обеспечения различными видами энергоресурсов (электроэнергией, теплом, сжатым воздухом), технологическими газами, водой, холодом, а также ресурсами для обеспечения в производственных помещениях необходимых параметров воздушной среды. Наряду с обеспечением производства энергетическими ресурсами не менее важна защита окружающей среды — снижение загрязнений в сточных водах до допустимых концентраций, а также отработанных воздушных выбросов.
Вследствие сложности и разнообразия решаемых задач, необходимости учета множесгва различных факторов, действующих при работе систем энергоснабжения, последние следует организовывать на принципах комплексной автоматизации.
Автоматизированные системы энергообеспечения, кроме снижения трудозатрат на обслуживание и повышения надежности их работы, обеспечивают технико-экономический эффект благодаря оптимизации технологических процессов их получения и использования.
Научно-методической основой управления технологическими системами инженерного обеспечения является системный подход, предполагающий комплексное изучение сложных технологических объектов с учетом взаимосвязей всех элементов и частей в общем процессе функционирования и представление их как структурных звеньев более сложных систем. Для решения этих задач в условиях проектирования раздельную разработку объектов энергообеспечения необходимо объединить во взаимосвязанный процесс проектирования. Сущность такой организации заключается в создании сквозных процессов разработки энергосистем с использованием обратной связи при оценке принимаемых решений. Такая схема проектирования (рис. 11.1) позволяет учесть влияние взаимодействующих технических средств путем оценки промежуточных решений. При этом непрерывность процесса обеспечивается благодаря стандартизации требований разделов проекта, а также созданию оценочных показателей и нормативов проектирования.
Степень сложности управления технологической системой инженерного обеспечения определяется числом входных управляющих воздействий, числом средств технологического оснащения и контролируемых параметров технологического процесса. Так, построение автоматизированной санитарно-технической системы сводится к разработке совокупности автоматизированных цехов для водоподготовки и водоочистки, автоматизированных линий (установок) для улучшения качества воды и очистки сточ-
| Зфлективность использования ТЗР и охрана окружающей среды |
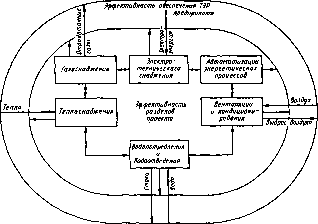 |
| Рис. 11.1. Схема комплексного формирования решений энергообеспечения 256 |
надежное функционирование объектов основного и вспомогательного производства;
очистку производственных сточных вод до норм, допускающих их сброс;
минимальное потребление реагентов и дефицитных материалов;
рациональное использование природных и энергетических ресурсов;
максимальное сокращение численности обслуживающего персонала;
оптимизацию технико-экономических показателей работы системы в целом и отдельных ее компонентов.
Автоматизация объектов этой системы должна предусматривать автоматическое регулирование параметров, сигнализацию и дистанционное управление.
При переходе к системам автоматизированного управления работой установок и станций, улучшения качества воды и очистки сточных вод следует обеспечивать уменьшение (на 5—10%) по сравнению с нормативами расходов химических реагентов и воды на собственные нужды установок.
При проектировании также нужно предусматривать возможность модернизации оборудования, что позволяет в 2—3 раза увеличить производительность установок очистки природных и сточных вод без дополнительных капитальных затрат. Это является одним из резервов экономии, определяющей целесообразность внедрения АСУ объектами водоснабжения и водоотведения.
11.3. Технико-экономическая оценка проекта
Экономическую эффективность проекта рассчитывают на различных стадиях создания, внедрения и эксплуатации автоматизированных производственных систем. Расчеты имеют различное назначение и характеризуются степенью точности исходных данных, способами их получения и детализацией самих расчетов.
Показатели экономической эффективности являются общими для всех стадий жизненного цикла системы. Их определяют в следующих целях:
для выбора из числа альтернативных вариантов проектных решений наиболее рационального;
для оценки экономической эффективности создания автоматизированных производственных систем на всех стадиях создания, внедрения и эксплуатации;
для обоснования необходимости разработки НИР и планов технического перевооружения предприятий для создания автоматизированных производственных систем.
Определение экономической эффективности внедрения любого мероприятия по новой технике, проводимого на предприятии (по автоматизации, механизации, организации производства и труда и т. п.) базируется на сопоставлении технико-экономических показателей производства продукции по базовому (заменяемому) и проектному вариантам.
Основные источники экономической эффективности проектов автоматизированных производственных срстем следующие:
повышение производительности оборудования путем оптимального использования его технических возможностей, увеличения коэффициента машинного времени (в том числе за счет вспомогательного времени), увеличения сменности и относительной экономики за счет его капитальных вложений;
повышение производительности труда как следствие замены ручного и машинно-ручного труда автоматизированным на основных и вспомогательных операциях, сокращение потерь рабочего времени и высвобождение за счет этого рабочих;
уменьшение времени переналадки производственного процесса при смене объектов, изготовляемых на автоматических станочных системах;
сокращение длительности производственных циклов и, как следствие, — материально-технических средств, связанных в незавершенном производстве;
сокращение сроков и стоимости технологической подготовки производства при обеспечении высокой степени преемственности орудий и средств труда, технологических процессов;
повышение стабильности технологического процесса и увеличение выпуска годных изделий.
Основным обобщающим показателем экономической эффективности, достигаемым благодаря внедрению проекта автоматизированной производственной системы, как и любого мероприятия по новой технике, является годовой экономический эффект Эг, определяемый по формуле Эг = (Сі + ЕвКі) — (С, + EBKt) = = (Сі — С8) — EB(Kt — Ki) =¦ Эу.г — ?„Кдоі., где Cu С,— себестоимость годового выпуска продукции соответственно в базовом (или заменяемом) варианте и по проекту; Ев = 0,15 — нормативный коэффициент экономической эффективности; К и — капитальные вложения соответственно в базовом варианте и по проекту; Эу_ г — условно-годовая экономия (прибыль), достигнутая в результате снижения себестоимости продукции;
Кпоа — дополнительные капитальные вложения, необходимые для внедрения проекта.
В себестоимость продукции С как в базовом, так и в проектном вариантах включают только те элементы себестоимости, которые изменяются в связи с внедрением технических решений. Косвенные расходы (цеховые, заводские) нельзя рассчитывать в виде процента по отношению к заработной плате основных рабочих.
При определении годового экономического эффекта в составе капитальных вложений учитывают как непосредственные капитальные вложения, так и другие единовременные затраты, необходимые для создания и использования автоматизированных производственных систем, вне зависимости от источников их финансирования.
К капитальным и единовременным затратам относятся следующие: предпроизводственные на НИР и ОКР; на оборудование (технологическое, транспортно-складское и др.); на ЭВМ и технические средства АСУ; на технологическую подготовку производства, площади, оборотные фонды (незавершенное производство) и т. п.
При определении экономической эффективности вновь создаваемых типовых производственных подразделений целесообразно исключать из капитальных затрат стоимость НИР и ОКР и программного обеспечения.
Учитывая, что в составе проекта в ряде случаев используют опытные образцы оборудования, имеющие высокую цену, которая снижается при переходе к серийному выпуску этого оборудования, целесообразно для типовых проектных решений ввести корректирующий коэффициент К = 0,8, приводящий стоимость оборудования к условиям среднесерийного производства.
При определении экономической эффективности производственных систем, создаваемых на конкретных предприятиях, необходимо учитывать фактические капитальные затраты.
Одним из существенных источников повышения эффективности проекта является высвобождение рабочих. В тех случаях, когда высвобождающиеся рабочие используются в данном или другом производстве для выпуска дополнительной (сверхплановой) продукции, может быть учтена соответствующая дополнительная прибыль от такого высвобождения, которую получает народное хозяйство: Явр = лврАпрво. где Явр — прибыль от использования на других участках (производствах) высвобожденных рабочих; лвр — число высвобождаемых рабочих; /СПрио — средняя годовая прибыль, приходящаяся на одного рабочего (определяется по справочно-нормативным материалам).
В этих случаях основная формула годового экономического эффекта приобретает вид Эт = Эгт — Е„Клоа + Явр.
Высвобождаемую численность работников определяют в соответствии с методическими указаниями Госплана к разработке государственных планов развития народного хозяйства СССР по формуле
О _ Ч0Ко 17
4 ~ "Too ал'
где Че, Чал — базисная и плановая численности обслуживающего персонала; К0 — плановый темп роста объема продукции, %; 3, — экономия исходной (условной) численности обслуживающего персонала за счет роста производительности труда.
За исходную численность работников в плановом периоде принимают условную численность, которая потребовалась бы для выпуска планового объема продукции при сохранении базисного уровня производительности труда: ЧЯ — ЧБ--.
После соответствующих подстановок и преобразований получим 3, — Чи — Чап. Следовательно, высвобождение численности работников Эч представляет собой разность между исходной (условной) численностью Ча и плановой численностью Чап, необходимой для выпуска планового объема продукции при намечаемом повышении производительности труда.
Высвобождаемая в результате внедрения новой техники условная численность работников представляется в двух видах:
абсолютно высвобождаемая численность — реально высвобождаемая численность имеющихся на предприятии работников, которые могут быть использованы в других производствах или переведены на другие предприятия;
относительно высвобождаемая численность обслуживающего персонала — сокращение потребности производства в людских ресурсах, которые могут быть использованы в народном хозяйстве.
Высвобождаемая условная численность обслуживающего персонала представляет собой сумму абсолютно и относительно высвобождаемой численности.
Экономия численности Зч = Чб -щ--Чпл, где имеют место
два основных случая:
1) Ч0 < Чая, < Ке, Ко > 100%;
3ч = --Чал — относительно высвобождаемая численность
ППП.
2) Чд > Чал; К0 >100;
э' = ч°(іт-- 1) + (Че-Чал)’
где Зч — Чц (-щ--1) — относительно высвобождаемая чис
ленность обслуживающего персонала; 3,.» = (Че — Чал) — абсолютно высвобождаемая численность обслуживающего персонала.
В показателях эффективности проекта необходимо показывать условное высвобождение численности в целом, в том числе абсолютное высвобождение.
Дополнительная прибыль, создаваемая на предприятии высвобожденными работниками, определяется только по абсолютно высвобождаемой численности.
В условиях производства, сбалансированного по производственным мощностям и рабочим местам, использование высвобожденной численности возможно лишь при создании для них дополнительных рабочих мест. Поэтому при расчете эффективности проекта следует учитывать затраты на создание дополнительных рабочих мест
К _ &ч. а г'
Адоп — у °р. М*
''СМ
где Кстл = 1,8— коэффициент сменности для производства с универсальным оборудованием; Ср. м — стоимость одного рабочего места.
Помимо основного показателя экономической эффективности проекта Эг для ее оценки определяют также и частные показатели. Ряд этих показателей используют для расчета основного показателя. К их числу относят срок окупаемости дополнительных капитальных вложений, высвобождение рабочих, повышение производительности труда, снижение себестоимости, высвобождение оборудования и площадей, сокращение длительности производственного цикла, сокращение размеров партий, величин незавершенного производства и т. п.
Срок окупаемости дополнительных капитальных вложений
'р Ка — Кі____^ до п
ок (Сі — Са)~\-Пв р ЗуГ + Пв?
при Ток >- Тск. н внедрение проекта может считаться экономически оправданным, Тои_ н — нормативный срок окупаемости капитальных вложений; Гон. „ = 1 : Ев = 1 :0,15 « 6,7 лет.
Внедрение проекта позволяет решить ряд социальных задач, изменить характер труда при увеличении его привлекательности, улучшить условия и режим труда, соблюдать технику безопасности, устранить тяжелый и вредный физический труд, снизить травматизм и текучесть кадров и т. п. Создаются предпосылки для ликвидации дефицита трудовых ресурсов в народном хозяйстве.
При определении экономической эффективности в результате внедрения проекта частично социальные факторы могут найти отражение при учете экономии части затрат в виде выплат и льгот трудящимся из общественных фондов потребления (обучение, медицинское обслуживание, выплаты по временной нетру-доспособности и т. д.). Такой учет осуществляется с помощью соответствующего коэффициента к фонду заработной платы высвобождаемых рабочих в результате внедрения проекта.
В случае создания проектов автоматизированных производственных систем в отдаленных районах, где численность обеспечивается по оргнабору, при определении экономического эффекта следует учитывать дополнительный социально-экономический эффект в виде экономии капитальных затрат на строительство жилья и объектов соцкультбыта.
Дополнительный социально-экономический эффект рассчитывают с учетом демографической ситуации в регионе нормы обеспеченности жильем и стоимости строительства 1 м2 площади.
Важнейшей предпосылкой получения объективных обоснованных результатов расчета экономического эффекта является правильный выбор базы для сравнения. В каждом конкретном случае выбор базы зависит от условий решаемого вопроса.
При определении ожидаемого экономического эффекта в процессе выбора рационального проектного варианта или разработки типового проектного решения за базу для сравнения принимаются лучшие отечественные или зарубежные аналоги по технико-экономическим показателям, имеющие сопоставимые возможности и технические показатели.
При невозможности такого сопоставления в качестве базы для сравнения принимают аналогичное по назначению отечественное передовое производство, оснащенное автономным оборудованием с автоматизированным или ручным управлением.
На этапах внедрения проектных решений в производство при определении ожидаемого и реального эффекта за базу для сравнения принимают технико-экономические показатели действующего производства.
При сравнении вариантов должна быть обеспечена их сопоставимость по объему и номенклатуре выпускаемой продукции, уровню цен, по кооперации, типу и составу производства.
За расчетный год принимается первый год после окончания срока реализации проекта.
Если капитальные затраты осуществляются в течение ряда лет, а также если текущие затраты и результаты производства существенно меняются по годам эксплуатации вследствие изменения режима работы, учитывают фактор времени путем приведения к одному моменту времени единовременных и текущих затрат и результатов их применения по проектному решению. Приведение выполняют умножением (делением) затрат и результатов соответствующего года на коэффициент приведения Lx\ Lx = = (1 + ?)т, где Е — 0,1 — норматив приведения; т — число лет, отделяющих затраты и результаты от расчетного года.
Приведение разновременных затрат и результатов к одному сроку производится только в расчетах экономической эффективности и не служит основанием для изменения сметной стоимости.
Эффективное использование создаваемых на предприятиях автоматизированных цехов и участков может быть достигнуто при обеспечении в проекте и эксплуатации уровня технико-экономических показателей, которые приведены ниже.
Показатель Величина
Рост производительности труда...........Не менее 2,5
Коэффициент использования оборудования .....Не менее 0,85
Уровень механизации и автоматизации'
Снижение удельного расхода энергоресурсов, % . . Не менее 10
в том числе за счет использования вторичных энергоресурсов, % ..... . . Не менее 3,5
Дополнительная прибыль:
от создания ГПС, % от стоимости капзатрат для металлообработки ....... . . Не менее 25
для остальных видов работ, % . .....Не менее 33
Срок окупаемости:
для металлообработки, год Не более 4
для остальных видов работ, год Не более 3
Контрольные вопросы
1. Какие данные указывают в задании по строительной части?
2. Как происходит комплексное фюрмирование решений энергообеспечения?
3. Что входит в состав задания по проектированию сантехнической системы?
4. По каким параметрам производится технико-экономическая оценка проекта?
5. Как рассчитать высвобождаемую численность персонала?
СПИСОК ЛИТЕРАТУРЫ
1 Автоматизация технологической подготовки производства для обработки корпусных деталей на многоцелевых станках с ЧПУ и участках типа АСК на их основе. Методические рекомендации. М.: Мннстанкопром, 1984. 92 с.
2. Андерс А. А., Потапов И. М., Шулешкин А. В. Проектирование заводов и механосборочных цехов в автотракторной промышленности. М.: Машиностроение, 1982. 271 с.
3. Балакшин Б. С. Основы технологии машиностроения. М.: Машиностроение, 1969. 559 с.
4. Белянин П. Н., Идзон М. Ф., Жогин А. С. Гибкие производственные системы. М.: Машиностроение, 1988. 256 с.
5. Брук И. В., Черпаков Б. И. Гибкие механообрабатывающие производственные системы. М : Высшая школа, 1987. 103 с.
6. Буренин В. В., Михайлова В. Л. Безопасность труда при применении
промышленных роботов. М.: Высшая школа, 1987. 70 с. ^
7. Вальков В. М. Контроль в ГАП Л.: Машиностроение, 1986. 230 с.
8. Васильев В. Н. Организация, управление и экономика гибкого интегрированного производства в машиностроении М.' Машиностроение, 1986. 311 с.
9. Власов С. Н., Годович Г. М., Черпаков Б. И. Устройство, наладка и обслуживание металлообрабатывающих станков и автоматических линий. М.: Машиностроение, 1983. 311 с.
10. Власов С. Н., Позднеев Б. М., Черпаков Б. И. Транспортные загрузочные устройства и робототехника. М.: Машиностроение, 1988. 144 с.
11. Вороненко В. П. Автоматизированное проектирование механосборочных цехов//Механизация и автоматизация производства, 1986, № 4, с. 16—20.
12. Вороненко В. П. Определение состава и количества станков для гибкого автоматизированного производства корпусных деталей. //Механизация и автоматизация производства. 1986, № 11. с 21—25.
13. Гельдберг Б. Г., Пекелис Г. Д. Ремонт промышленного оборудования.
М : Высшая школа, 1988. 304 с '
14. Гибкое автоматизированное производство/В. О. Азбель, В. А. Егоров,
A. Ю. Звониикий и др. Л.: Машиностроение, 1985. 454 с.
15 Гибкие производственные комплексы/В. А. Лещенко, В. М. Киселев, Д. А. Куприянов и др. М.: Машиностроение, 1984. 384 с.
16. Дащенко А. И., Белоусов А. ГІ. Проектирование автоматических линий. М.: Высшая школа, 1983. 327 с.
17. Егоров В. А. Автоматизация проектирования предприятий. Л.: Машиностроение, 1983. 327 с.
18. Ждаиович В. Ф., Гай Л. Б. Комплексная автоматизация и механизация в механических цехах. М : Машиностроение, 1976. 288 с
19. Козырев Ю. Г. Промышленные роботы: Справочник. М.: Машиностроение, 1983. 376 с.
20. Колка И. А., Кувшинский В. В. Многооперационные станки. М.: Машиностроение, 1983. 135 с.
21. Маликов О. Б. Склады гибких автоматических производств. Л.: Машиностроение, 1986. 187 с.
22. Маталин А. А. Технология машиностроения. Л.: Машиностроение, 1985. 428 с.
23. Меламед Г. И., Турсунов Б. М. Гибкое автоматическое производство. Станки с ЧПУ н роботы. Минск: Беларусь, 1986. 158 с.
24 Наянзин Н. Г., Раздобриев А. X., Колосов В. Н. Системы инструментального обеспечения ГПС. М.: ВНИИТЭМР, № 4 1987. 54 с. ч
25 Обработка металлов резанием. Справочник технолога/А. А. Панов,
B. В. Аникин, Н. Г. Бойм и др. М.: Машиностроение, 1988. 731 с.
26. Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Механообрабатывающие и сборочные цехи. ОНТП-14—86.— Гипростанок. М : ВНИИТЭМР, 1987. 97 с.
27 Организация ремонта на участках из станков с ЧПУ. Методические рекомендации. М : Оргстанкинпром, 1975. 37 с.
28. Поляков Д. И., Костин А. И. Развитие автоматизации в станкостроении М.: Машиностроение, 1983. 335 с.
29. Проектирование машиностроительных заводов и цехов: Справочник в 6 т./Б. И. Айзенберг, М. Е. Зедьдис, Ю. Л. Казарновский и др. М • Машиностроение, 1974—1975
30. Пуш В. Э., Пигерт Р., Сосонкин В. Л. Автоматические станочные системы. М : Машиностроение, 1982 319 с.
31. Сидоров В. Н. Безопасность труда при работе на металлообрабатывающих станках. Л.: Леииздат, 1985. 216 с.
32. Соломенцев Ю. М., Сосонкин В. Л. Управление гибкими производственными системами. М.: Машиностроение, 1988. 352 с.
33. Схиртладзе А. Г. Работа оператора на станках с программным управлением. М : Высшая школа, 1987. 175 с.
34. Тимирязев В. А., Схиртладзе А. Г. Система автоматического определения состояния режущего инструмента. М.: МГЦНТИ. № 323. 1987. 4 с
35. Типовые проекты участков настройки инструментов вне станка и обслуживание инструментом участков станков с ЧПУ. Руководящий технический материал М.: Оргстанкинпром, 1981. 161 с.
36. Чарнко Д. В., Хабаров Н. Н. Основы проектирования механосборочных цехов. М.: Машиностроение, 1975. 348 с.
37. Шарин Ю. С. Технологическое обеспечение станков с ЧПУ. М.: Машиностроение, 1986. 172 с.
38. Эксплуатация промышленных роботов совместно с технологическим оборудован нем/Е. М Канаев, Ю. Г. Козырев, Б. И. Черпаков н др М.: Высшая школа, 1987. 47 с
39. Лесидренски М. Проектираие на машиностроителнн заводи. София: Техника, 1977. 323 с.